 Skip to content
Skip to content 
This article discusses how to 3D printed parts with high strength properties by selecting the right materials like PEEK, nylon, exploring print settings optimization techniques including infill density, orientation, shell thickness and post-processing like annealing. It also covers applications that utilize strong 3D prints for functional prototypes, end-use components and mechanical aids.
3D Printed Parts: Best Filaments for Stronger, High-Precision Prints in 2024

With trends in technology shown here in the tables, the use of 3D printing is now beginning to see its application in producing functional part end-use, tooling, instruments, and structures which may be confronted with structural and mechanical load. However, to fulfil mechanical property demands of structural elements, the paradigm of ‘printing a part’ is not sufficient; choice of material, settings of the printer as well as post treatment must be at their best to achieve maximum practical strength.
In this article, we will explore various aspects involved in 3D printed parts suitable for functional uses. We will first look at the materials commonly used for their mechanical properties like nylons, polycarbonates, and high-performance options such as PEEK. Understanding how to effectively leverage the strength potential of these materials is key.
We will then delve into the impact of 3D printer settings like infill patterns, part orientation, shell thickness on the strength of the printed parts. Optimizing these parameters plays a major role in realizing the true capabilities of the materials. Post-processing techniques to further enhance strengths will also be covered.
Finally, real world applications that effectively utilize 3D printed components with high mechanical integrity will be highlighted. The article aims to provide thorough guidance on printing durable parts for prototyping, tooling and production applications.
Definitions of Material Strength
Tensile Strength
Tensile strength is the measure of tensile stress that a material can take in the course of being stretched and pulled to its necking or fracture point. They may define it as the maximum stress that a material can withstand at the breakout or when it is pulled to the point of failure. It is expressed in unit termed Pascal or pound force per square inch abbreviated as psi. The tensile strength of material is considered to have potential tensile stress that is, material with tensile strength potential.
Elongation
Elongation is defined as the extension reached within a material prior to failure during tensile stresses. It is normally stated in terms of percentage change to the original gauge length or width of the material prior to failure. The higher the elongation of a material, then that material can be stretched further before it is actually broken. As elongation, it is an essential value that is used to characterize the material’s ductility or malleability.
Impact Resistance
The capability of a 3D printed parts material to withstand break or crack under load is called impact resistance. The two common tests for assessing impact resistance in a given material is the Izod or Charpy impact test. In this test, a notched sample is exposed to a single swing or single blow with a weighed pendulum. The absorbed impact energy that is used in fracture energy is determined. That is, material with higher impact strength or absorbed energy can counter sudden impact load without fracturing.
Chemical Resistance
Chemical resistance Nigeria deals with the capacity of a material, in this case a coated fabric, to remain unchanged or if it is to degrade, how it degrades when it comes into contact with chemicals, acids, alkalies, salts or solvents. Materials are ranked depending on its performance when exposed to chemical solutions through immersion test or otherwise. It is possible to have instances where the material simply melts away and when it comes into contact with chemicals some of it may become swollen or may even become weak. Chemical resistance materials sustain their characteristics and degrade in appearance or structure when in contact with chemicals.
UV Resistance
UV resistance is a measure of how a material can stand up to breakdown from ultraviolet light mainly from the sun. Out of all the materials that are exposed in the outdoor environment, plastic 3D printing and polymers are readily degraded by exposure to UV light. UV degradation is normally caused by photochemical reactions by breaking a chemical bond and producing color change, stress cracking or stress corrosion along a line perpendicular to direction of light source. The materials which have greater resistance to UV have a longer useful life during use under conditions of exposure to sunlight or UV lamps.
Temperature Resistance
Temperature resistance deals with capacity of the material to maintain Mechanical and physical properties within high and low temperatures. Most materials will soften or harden outside their service temperature ranges. Materials intended for high temperature applications maintain strength and other properties at elevated temperatures. While low temperature resistant materials stay ductile and impact resistant at sub-zero temperatures.
Heat Deflection Temperature
Heat deflection temperature (HDT) or heat distortion temperature means the temperature at which polymer or plastic sample fail to retain its shape under a particular load. This load is usually standardized at 4.45 kPa or 0.125 MPa. HDT is used as measure of heat resistance of thermoplastics. That will make sense simply because the degree of crystallinity as indicated by the HDT value affects heat resistance of the plastic material. High-temperature plastics do not deform, shrink, swell or undergo other chemical changes at higher temperatures and do not fail mechanically.
Commonly Used 3D Printing Materials

Polycarbonate (PC)
Poly carbonate is a thermoplastic that offers higher impact strength dimensional stability and heat resistant then the other 3D printed parts material like ABS. Polyglycol has a glass transition temperature of about 147 Celsius degree. PC parts are highly transparent and very transparent which is absolutely clear. However, PC is more difficult to print with than ABS as it requires higher printing temperatures of about 250-300°C. It can be used to make clear durable housings, medical devices and prototypes. PC has very good chemical resistance to alcohols, acids and alkalis.
Acrylonitrile Butadiene Styrene (ABS)
ABS is attributable for being among the most common thermoplastic materials in 3D printings tooling due to its cheap price, and compatibility with home use 3D printed parts.. A good balance of strength stiffness, toughness and durability make it to be a most preferred material. The ABS material has fairly good tolerance to impact and heat and has an HDT of about 95°C. It can endure 80 deg C. ABS components are fully used in functional JL prototypes, electronics casings, and more. However, when printed, the ABS emits noxious volatile gases and must be printed in an enclosure. This material not for long-term use in medical and aerospace industries.
Polylactic Acid (PLA)
PLA is an eco-friendly and tender thermoplastic, which is obtaining from renewable plant originated raw materials, such as cornstarch, cassava roots, and sugarcane among others.
. It provides ABS replacement with no ill effects to health when 3D printed parts and it is environment friendly. PLA has comparatively less thermal stability with a Tg between 50 and 60°C. Nevertheless, it is low warping and extremely easy to print without the need for an enclosure. PLA is rigid, chemically resistant and it can be annealed and subsequently painted. Most often it is applied in creating models, non-structural parts, and prototypes. There is, however, one disadvantage of using PLA because it tends to swell up when in contact with moisture thus warping.
Nylon
Nylon or polyamide is a family of thermoplastic that exhibits good strength and stiffness, and moderate temperature resistance. They both melt at 215°C and 178°C respectively for Nylon 6 and Nylon 12 for plastics respectively. The materials can endure temperature fluctuations of 80-100°C in a continuous manner. The nylon 3D printed parts are highly resistant to wear, and so it is useful for making functional parts because they are strong. Alternatively, nylon is challenging to print as ABS and PLA due to the need to use an enclosure and heated build platform. it is frequently utilized in fashioning of gears, pulleys, casing and machine parts that call for endurance.
PEEK and Carbon Fiber Filaments
PEEK or polyetheretherketone is a high performance engineering thermoplastic used in aerospace, automotive, telecommunications industries. It has higher thermal stability having a melting point of approximately 343°C as well as possesses good mechanical properties, chemical inertness and biocomialibity. About 40% greater strength and 80% greater stiffness comes from the use of carbon fiber reinforced PEEK. However, these materials bring very high 3D printed parts temperatures of up to 380 degrees Celsius in some of them. It makes them favorable for use in manufacture of medical implants, aerospace parts, and other high strength parts.
Though there is a large number of application of ABS in 3D printed parts, the high material and 3D printer cost make them less popular than other 3D printing materials. In summary, the materials choice depends on the specific mechanical, thermal and chemical properties required for the application. While PLA, ABS and Nylon offer a good balance of cost, ease of use and durability – PC, PEEK and carbon fiber cater to more specialized high performance applications. The limitations on temperature resistance, cost, printability and environmental impact must also be considered.
Introducing High-Performance Nylons: PA11 and PA12

PA12
PA12, or Nylon 12, is a high-performance polyamide belonging to the engineering thermoplastic group, offering improved low-temperature impact strength compared to PA11. With a glass transition temperature of -45°C and a melting point around 178°C, it is ideal for continuous use below 0°C. PA12 features very low moisture absorption, self-lubrication, and wear resistance, making it suitable for automotive, aerospace, and various consumer products that require high rigidity and low coefficient of thermal expansion across a wide temperature range.
HP PA11 vs PA12
The mechanical properties of both HP PA11 and HP PA12 are impressive and HP PA12, provide better flexibility and better impact strength at low temperatures as compared to HP PA11. In-contrast, PA11 has superior chemical resistance and marginally higher heat distortion temperature than PPA . In terms of machinability, PA11 performs marginally better than PA12. Overall, PA11 is suited for applications requiring durability over a broad temperature range from sub-zero to elevated temperatures. PA12 is specifically optimized for applications that demand flexibility and impact resistance at temperatures below 0°C. So in cold temperatures PA12 may be preferred, while in other applications PA11 offers comparable performance. Both materials greatly expand the operating limits for polyamides.
Optimizing Print Settings for Strength
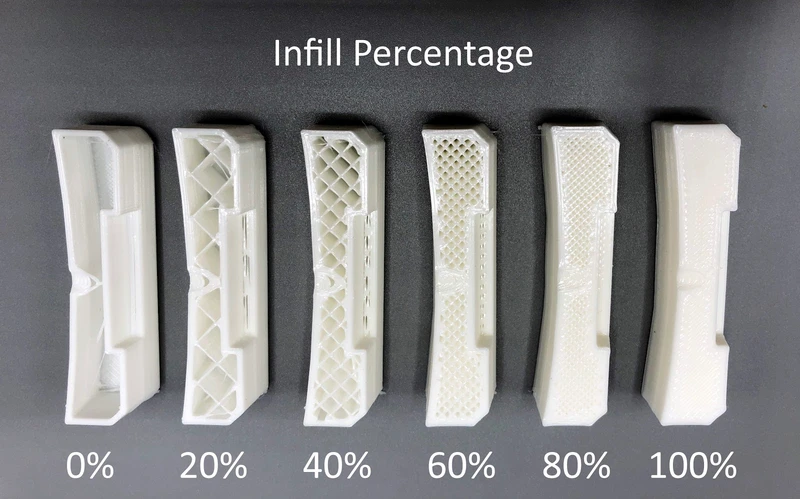
Infill Type and Density
Infill refers to the internal structure of metal 3D printing. Common infill patterns include lines, grid, triangle, honeycomb etc. Denser infills with higher percentage fill like 60-100% results in stronger parts compared to sparse infills below 20%. However, denser infills increase 3D printed parts time and use more material. The honeycomb or triangle patterns provide a good balance of strength and material usage. Proper selection of infill depends on part loading and strength requirements.
Part Orientation
Orientation of the part during 3D printed parts has a significant impact on its strength properties. For parts under tensile or bending loads, placing the layers parallel to the force results in maximum strength. Orienting the part vertically reduces strength compared to flat orientations. Stress concentrations should also be considered for critical locations. Support structures may be needed for overhangs depending on part geometry and material.
Shell Thickness
Shell refers to the solid exterior walls of parts. Thicker shells increase part stiffness, dimensional accuracy and strength. A minimum of 2 perimeters or shells are recommended for basic parts. Parts under heavy loads may need shells of at least 1.2-1.5 times the nozzle thickness. Very thin shells below 60-80% nozzle width are prone to cracking and damage. Optimal shell thickness can be established through testing for maximum strength.
In summary, adjusting infill percentage, orienting parts properly along forces and tuning shell thickness helps maximize the strength of 3D printed components according to intended loads and applications. It is good practice to validate optimized settings through prototype testing for safety critical applications.
Post-Processing for Strength
Annealing
Annealing is a common post-processing technique used to increase the strength and impact resistance of 3D printed parts made from thermoplastic materials like ABS, PLA, and nylon.
During 3D printed parts, rapid heating and cooling cycles lead to residual stresses within the printed layers and parts. Annealing helps relieve these internal stresses by slowly heating the printed parts to a temperature right below their glass transition point.
For example, ABS parts can be annealed at 80-100°C, while PLA is annealed at 55-65°C. The parts are held at this temperature for 1-2 hours before cooling down slowly inside the annealing chamber or oven.
By allowing the polymer chains to relax through slow heating and cooling, annealing reduces the residual stresses and achieves stress relief within the 3D printed parts. This results in improved layer adhesion, increased toughness and impact strength by 15-30%.
The lower residual stress also prevents early crack propagation when parts are loaded. Annealed parts demonstrate higher bending and impact resistance making them suitable for load-bearing applications.
Annealing is a simple post-print process that enhances the mechanical reliability of 3D printed parts without altering their dimensions. It helps parts to achieve nearly the maximum theoretical strength properties of the print material.
Applications for Strong 3D Prints

Functional Prototypes
3D printing allows rapid prototyping of functional parts and prototypes with working mechanics and motion. By optimizing 3D printed parts settings for strength, final prototypes can be created that undergo fit, form and limited functional testing prior to production. Examples include printed enclosures, hinges, gears and mechanical assemblies. Optimization ensures prototypes withstand forces, impacts and repeated cycling similar to end-use conditions.
End-Use Components
High strength 3D printed parts expand the capabilities for printing low volume final parts and customized components. Areas like artificial limbs, industrial equipment, medical implants and wearable tech benefit from customized strong 3D printed parts. Printing jigs, fixtures, enclosures and other machine components with maximum strength allows single part production and on-demand replacements.
Manufacturing Aids
3D printed parts molds, patterns, jigs and fixtures helps speed up production processes. Durable 3D printed casting molds facilitate low volume metal casting. Strong assembly jigs improve positioning accuracy. Maintenance tools, quality inspection aids and assembly line additions get a strength boost through optimization. High strength prints ensure manufacturing aids meet demands of repetitive use over extended periods.
In conclusion, optimizing print settings expands the applications of 3D printing from models to functional end-use parts, prototypes and manufacturing aids. Maximum strength translates to greater feasibility, reliability and cost savings.
Case Studies Using PA11 and PA12
GoProto and Ropes Edge: PA12 Protects Life-Supporting Ropes
GoProto prototyped low-friction sheaths for life-supporting climbing ropes with PA12, replacing PEEK sheaths. PA12 sheaths withstand dynamic loads and sub-zero temperatures during falls or mountain rescues. Ropes Edge tests showed PA12 sheaths last 10X longer than PEEK in abrasive conditions, protecting climbers.
DustRam Produces Strong Tile Removal Tools with PA12
DustRam manufactures carbide-tipped tile removal tools. Nylon 12’s stiffness, self-lubricity and chemical resistance enable tools to withstand forces of scraping tiles without damage or wear. The low moisture absorption of PA12 prevents rusting of metal components. PA12 helps DustRam produce durable, rust-proof tools that withstand years of commercial use.
Bowman Increases Bearing Performance with PA11
Bowman produces high-precision bearings, seals and O-rings. PA11 improved bearing seals’ performance at wide temperatures from -50°C to 135°C in various conditions. PA11 seals withstood vibrations and pressures without stress-cracking or oil permeation over bearing life. PA11 increased bearing reliability, expanding applications to harsh environments like offshore rigs and mining equipment.
In summary, PA11 and PA12 provide material solutions for safety-critical applications, harsh work conditions and wide temperature ranges. Their high-performance properties enable manufacturing durable components and tools with enhanced mechanical stability.
HP Jet Fusion Printers and Materials
Explore the HP Materials Portfolio
HP offers various materials optimized for their industrial Jet Fusion 3D printed parts solutions. The HP 3D High Reusability PA 12 material provides durability, tensile strength and elasticity for functional parts. HP 3D High Reusability PP enables production of diverse applications needing chemical resistance.
For engineers, HP multi jet fusion 3D High Reusability CB PA 12 material combines strength and toughness of PA 12 with carbon fiber reinforcement. HP 3D High Reusability Glassfilled Nylon provides rigidity, heat resistance and reduced expansion.
HP also partners with material vendors to broaden the 3D printed parts possibilities. This gives designers access to various industry-specific photopolymers, elastomers, thermoplastics and composite materials.
Effectively Combine Materials with Jet Fusion Printers
HP Jet Fusion printers enable multi-material 3D printing through a single multi-agent printing process. This facilitates optimizing parts by combining materials with different properties.
For example, flexible materials can be blended with rigid ones to produce gaskets, seals with balanced stretch and stiffness. Conductive loaded plastics find usage in electronic parts when blended with insulators.
Additionally, materials with varied densities help control sound transmission properties. Composite parts with wood or carbon fiber filaments gain aesthetic, structural benefits.
The ability to print different materials together using HP Jet Fusion expands functional 3D printing in prototyping and production part design possibilities compared to single material 3D printed parts. This drives more complex applications across industries.
Conclusion
In conclusion, a variety of materials like polycarbonate, ABS, nylon and high-performance options like PEEK, carbon fiber and semi-crystalline nylons provide sufficient strength for 3D printed parts applications. Parameters such as infill density, part orientation along load paths and shell thickness can be optimized based on the part design and intended use. Post-processing techniques like annealing help further relieve stresses and increase strengths.
Suitable case studies demonstrate how materials like PA11 and PA12 fulfil needs for safety-critical equipment, wide temperature tolerance and durability. Advanced systems like HP Jet Fusion allow combining materials for composite, multi-property parts. With the availability of high-strength materials and process optimizations, 3D printing is now capable of producing functional end-use components, tools and prototypes beyond prototyping applications.
FAQs
Q: How do I select the right material for my application?
A: Consider the required mechanical properties, operating environment and intended use of the part. Properties like heat resistance, chemical resistance, impact strength etc. determine the material choice.
Q: What is the most common high strength material for functional parts?
A: For prototyping, most functional parts are printed in ABS, Nylon or Polycarbonate due to their good strength-to-cost ratio. For industrial parts, glass-filled nylon or Carbon Fiber reinforced materials are commonly used.
Q: Does infill really affect strength that much?
A: Yes, infill plays a major role in determining the part strength, especially under loads. Higher density infills like 60-100% provide significantly more strength than sparse patterns below 20%.
Q: How do I optimize strength for critical load-bearing parts?
A: Validate optimal settings like 100% infill, orientation along loads, increased shell thickness through prototype testing. Consider post-processing like annealing to maximize strengths.





