 Skip to content
Skip to content 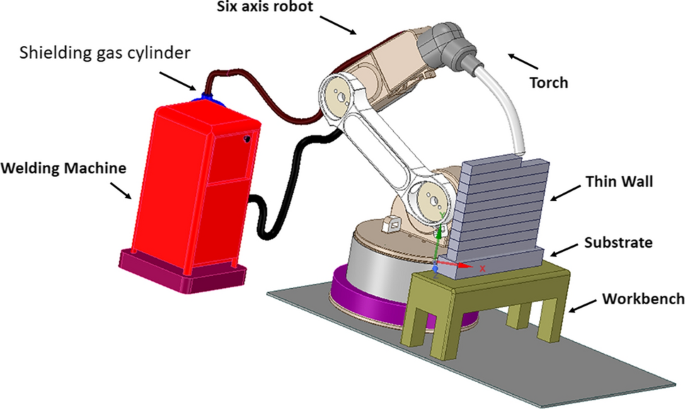
This document covers a comprehensive exploration of Wire Arc Additive Manufacturing (WAAM), beginning with an Introduction that outlines its benefits and global interest trends. The History and Evolution of WAAM discusses its origins and significant milestones in development. The section on WAAM Technology delves into the fundamental processes, including GMAW, GTAW, and innovations like Cold Metal Transfer. Following this, Welding Methods provides a comparative analysis of various welding techniques, while Developments in WAAM highlights advancements such as tandem welding and milling integration.
The Additive Metal Fabrication section examines the layer-by-layer manufacturing approach, design flexibility, and material efficiency. CAD/CAM Integration explains the role of CAD data, and the Material Application Range outlines the types of metals and specialty alloys used. The Challenges in WAAM section addresses process parameters and mitigation techniques for quality improvement. Materials and Applications covers alloy capabilities and industry-specific uses, while Research Trends and Future Outlook discusses ongoing research and the potential for industrial scale manufacturing.
Additive Metal Fabrication: Exploring Wire Arc Additive Manufacturing (WAAM)
Wire arc additive manufacturing (WAAM) is an imaginative metal 3D printing strategy that uses an electric curve as a power source and metallic wire as the natural substance feedstock. By saving the liquid wire material layer by layer through added substance testimony, WAAM empowers the base up creation of complicated metal parts. Compared to other additive metal fabrication methods like laser powder bed fusion, WAAM offers significant advantages such as higher deposition rates, lower equipment and material costs, and applicability for large-scale manufacturing However, the high heat inputs during the WAAM process lead to challenges in achieving desired microstructures, mechanical properties and quality assurance. Issues arise due to residual stresses, heterogeneous properties and defects.
Nonetheless, continuous refinements through parameter optimization, in-process monitoring and post-deposition treatments are helping address such limitations. An examination of Google search patterns gives fascinating bits of knowledge into the developing interest in wire arc additive manufacturing innovation overall lately. A survey of worldwide pursuit patterns starting around 2015 shows that looks for “WAAM” began picking up speed around 2018 and have consistently expanded from that point forward. Region-wise, European countries like the UK and Germany along with Australia and New Zealand have seen the highest search volumes for WAAM related topics.
This corresponds with significant WAAM research occurring in these regions. Interestingly, African nations are also showing an uptick in wire arc additive manufacturing searches, likely reflecting an interest to adopt more affordable metal 3D printing methods. Searches from Asian countries remain moderate currently but are expected to rise in the coming years as WAAM applications expand. Overall, the rising search trends highlight the importance of WAAM as an advanced manufacturing process gaining wider acknowledgement globally among both industrial and academic communities.
History and Evolution of WAAM
Wire arc additive manufacturing has its origins from arc welding techniques developed in the early 20th century. Initial research and development focused on utilizing arc welding methods for small scale 3D printing applications. Later advancements enabled higher deposition rates and capabilities for production-grade manufacturing. Major milestones included development of gas metal arc welding (GMAW) in 1948, successful applications of shape welding in 1983 and initial patents filed for wire arc additive manufacturing based manufacturing in the 1990s.
Continued research led to developments like tandem welding for enhanced deposition rates, cold metal transfer (CMT) welding for lower heat inputs and refinements in process monitoring. Hybrid approaches fusing WAAM with milling also emerged for surface quality improvements. Over the last decade, wider industrial and academic interests have accelerated worldwide R&D efforts into realizing wire arc additive manufacturing full potential for sheet metal fabrication. Presently, extensive research activities are focused on addressing challenges related to final part quality and performance repeatability.
WAAM Technology
Wire arc additive manufacturing utilizes electric arc welding as the heat source to facilitate 3D Printing in prototyping of metal components layer-by-layer. Two principal processes used for producing the bend are gas metal circular arc welding (GMAW) and gas tungsten arc welding (GTAW). In GMAW, a consumable wire cathode is taken care of through a welding light which delivers a curve between the wire and the base material to make a weld pool.
The arc melts the wire and transfer takes place to deposit the material onto the substrate. GMAW offers high energy efficiency but has challenges in maintaining process stability. In GTAW system, a non-consumable tungsten electrode is used along with a separate wire feed mechanism to introduce the filler metal into the weld pool. It provides better motion control compared to GMAW and minimizes spatter. However, GTAW has lower energy efficiency as it relies on resistive heating rather than direct melting using a consumable electrode.
A modified version called cold metal transfer (CMT) GMAW is gaining popularity as it achieves reduced heat input and almost spatter-free deposition through short circuiting mechanisms. Beyond single wire systems, tandem welding approaches like twin-wire GMAW enhance deposition rate by using two parallel consumable wires. Other variants include hybrid systems which integrate Wire arc additive manufacturing with computer numerical control milling to accomplish additive manufacturing and subtractive processes in a combined setup for better surface finishes.
Welding Methods
Wire arc additive manufacturing systems use either gas metal arc welding (GMAW), gas tungsten arc welding (GTAW) or plasma arc welding (PAW) as the heat sources to melt the wire feedstock. GMAW systems employ a consumable electrode wire, while GTAW and PAW rely on non-consumable electrodes and separate wire feeders. Each technique influences deposition characteristics differently based on heat inputs.
Developments
Beyond conventional single wire systems, electron beam welding employing dual-wire consumables simultaneously allows engineering desired composition blends or functional gradients within parts. Hybridization with milling also integrated into some WAAM units, aiming better surface finishes through online machining of printed layers). The heat source, mode of wire supply, shielding atmospheres and other control parameters remain actively researched variables.
Additive Metal Fabrication

Wire arc additive manufacturing (WAAM) works with direct computerized manufacture of metallic parts through layer-by-layer statement of liquid metal wires. This granular perspective driven by three-layered (3D) PC supported plan (computer aided design) models permits development of parts with complex calculations impractical with customary assembling strategies. Rather than constraints arising from tool accessibility limits in subtractive processes, WAAM leverages advanced motion control and arc welding systems to build structures defined purely by virtual models.
By freeing manufacturing from molding and tooling dependencies, WAAM enhances design flexibility and enables on-demand series production of customized low-volume variants. This is well-suited for production of prototypes, substituting pattern-based investment casting. WAAM also lends itself for quick manufacturing of replacement or repair parts, avoiding lengthy lead times of conventional techniques. With near-complete material utilization compared to material removal methods, Wire arc additive manufacturing brings significant material savings and reduced waste generation.
CAD/CAM Integration
Through the layer-by-layer addition of welded wires, wire arc additive manufacturing enables metal 3D printing of structures with geometric complexity unattainable through subtractive means utilizing CAD/CAM data.
Material Application Range
WAAM widens the scope of metals used in additive fabrication, from structural alloys to reactive metals. Relevant alloys include structural steels, super alloys, reactive magnesium’s as well as refractory metals owing to the electric arc’s high energy intensity. Specialty filler compositions can also achieve tailored mechanical, chemical or physical blends during deposition through simultaneous multi-wire strategies.
Challenges in WAAM
Process Parameters
Issues arise from heat inputs during Wire arc additive manufacturing like residual stresses, microstructural variations and defects. Quality depends on controlling parameters. Deposit quality depends sensitively on parameter tuning to curtail undesirable effects—like maintaining stable arc properties and managing interlayer temperatures through optimized welding currents, voltages, speeds and shielding/cooling intervals.
Mitigation Techniques
Approaches to address issues involve lowering heat inputs, inter-pass processes, heat treatments and quality monitoring. Optimizing parameters has focused on lowering heat inputs via CMT welding or higher welding speeds to refine grains through increased cooling rates. Other approaches involve inter-pass cooling intervals, inter-layer rolling/forging and post architectural metal fabrication heat treatments. Controlled multi-pass cladding also addresses residual stresses. Advances in process monitoring and quality control further aid repeatable manufacturing.
Materials and Applications
Alloy Capabilities
Wire arc additive manufacturing facilitates an extensive spectrum of alloys for structural and functional applications. Common material choices for metal fabrication techniques entail stainless steels and super alloys preferred in turbines, aircraft and petroleum engineering. Titanium finds wide employment within biomedical and marine applications leveraging its corrosion resistance and strength-to-density advantage.
Industry Usage
The aerospace industry leverages WAAM for fabricating complex engine components, combustion chambers and turbine airfoils. Automotive applications include heat exchangers, turbochargers and lightweight vehicle structures. In the marine sector, WAAM streamlines shipbuilding by direct printing of bulkheads, stiffeners and other hull parts. The medical field also explores customized implants, scaffolds and prostheses using biocompatible titanium and stainless steels.
Research Trends and Future Outlook
Ongoing Research Areas
Active areas of Wire arc additive manufacturing research focus on further alloy/process developments, quality control, hybrid techniques and simulation-based optimization. Developments center around refining metal-process combinations, devising adaptive controls, hybridizing techniques and digital modeling. Studies strategize optimizing parameters like pulsing frequencies and waveforms, multilayer optimization, mechanical post-treatments and joining dissimilar materials.
Future Potential
Future growth necessitates demonstrations for serial manufacturing reliably manufacturing serially at industrial scales. Expanding material libraries, certification for regulated domains as well as standardization efforts would further bolster its acceptability. With committed research investments, Wire arc additive manufacturing shows strong potential to mature into a mainstream manufacturing platform rivalling and substituting traditional closed-die stamping or full-scale casting.
Conclusion
In conclusion, wire arc additive manufacturing has emerged as a robust additive fabrication methodology for metals. By leveraging electric arc welding as an economic fusion source coupled with continuous wire feed mechanics, WAAM facilitates digital metal fabrication in art of large-scale parts with high material efficiencies and deposition rates. Despite inherent heat-related challenges faced, ongoing research worldwide is actively expanding WAAM capabilities through optimized processing, novel alloys and hybrid techniques integration. With addressed drawbacks and refined process controls, WAAM stands well-poised to realize its contributions for high-efficiency and digital metal manufacturing across industrial sectors in future.
FAQs:
Q. What does WAAM stand for?
A. WAAM stands for Wire Arc Additive Manufacturing. A kind of added substance fabricating uses an electric bend as the intensity source to intertwine metallic wire feedstock and construct parts layer-by-layer. The circular segment is typically created through gas metal arc welding (GMAW) or gas tungsten arc welding (GTAW) while persistently taking care of a metal wire. This takes into consideration carefully determined 3D printing of metal parts.
Q. How does WAAM work?
A. In the WAAM process, a welding torch is used to produce an electric arc between the feed wire tip and the substrate or base plate. As the arc melts the fed wire, droplets transfer to form a weld bead. This bead is deposited on the substrate to form the first layer. Then the welding torch is repositioned based on software toolpath planning to deposit successive weld beads and layers to gradually build the part with the desired shape and dimensions as per the input 3D model data. An inert shielding gas protects the arc and molten metal from contamination during deposition.
Q. What materials can be used in WAAM?
A. Normal materials utilized in wire arc additive manufacturing incorporate steel compounds like apparatus prepares, tempered steels; super alloys like Inconel and Hastelloy for aviation applications; aluminum amalgams for auto and marine areas; titanium and its combinations for clinical inserts and aviation; and responsive magnesium composites that are acquiring interest for their high solidarity to-weight properties. New examination additionally looks at nickel and magnesium-based composites manufactured utilizing WAAM.
Q. What industries use WAAM?
A. Key industrial sectors utilizing WAAM technologies include aerospace for manufacturing aircraft engine components that require high temperature resistance; automotive for fabrication of turbochargers, engine blocks etc; marine for shipbuilding applications; energy production for manufacturing turbines, pipelines and reactors; industrial equipment manufacturing; and medical/dental as titanium and stainless steel are widely used for implants, scaffolds and prostheses.
Q. What challenges are being addressed in WAAM?
A. Research aims to minimize issues arising from high heat inputs during WAAM like residual stresses, heterogeneous microstructures and defects. This involves optimizing process parameters like currents, speeds, cooling times; developing adaptive controls; devising hybrid techniques combining additive and subtractive processes; employing post-deposition treatments like heat treatments; non-destructive monitoring and more. The goal is to produce consistent, high-quality large metal parts through WAAM.





