 Skip to content
Skip to content 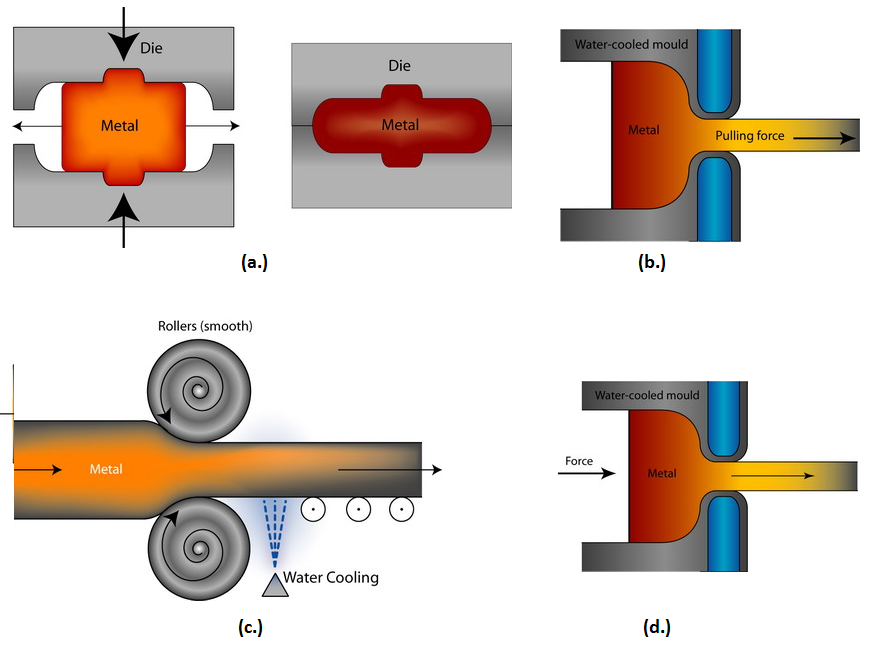
This in-depth guide covers the various metal forming processes manufacturing processes like bending, spinning and deep drawing. Learn about sheet metal bending techniques, factors that influence forming like material properties and part design guidelines. Also explores applications of metal forming in industries like automotive, aerospace and more. Key topics include component design, material selection and cost effectiveness of these precision fabrication methods.
Smart Manufacturing for the Art of Advanced Metal Forming Processes.
Metal forming includes a broad classification of processes that is used in creation of usable part and products directly from the metal forming processes stock. Ranging from the most basic stamped parts all the way up to the most intricate extruded shapes, this forming technique is used throughout the automotive industry and aerospace, construction, and many others. The demands for improved productivity in creating a high strength part while maintaining increasing tightness tolerances are met through metal forming techniques.
In this article, an effort will be made to enumerate common metal forming processes such as bending, spinning and drawing and analysing a few factors including the part design and material selection among others. That is why the goal of the project is to show the practical application of these fabrication methods as well as the creative process that goes into using them.
Metal forming is a process whereby metal material undergoes deformation into various useful shapes and forms. To begin understanding the many possibilities of metal forming, it is necessary to be familiar with the following number of the major types of metal forming processes.
Sheet Metal Bending 101
Among the numerous techniques that we use in fashioning thin metals, bending is probably one of the most frequently used. Whether it is to curve a body of a car from a sheet of metal or to create an enclosure, bending is perhaps the most useful for enabling sharp crusis and curves. The important thing to understand is that bending is a process, which puts loads on the material – on the metal – that can lead to issues if addressed incorrectly. That’s why we have some design guidelines for sheet metal bending.
Design Tips for Proper Bends
When bending sheet metal, we always want to have some additional metal forming processes beyond where the change of direction has to occur. This is called the bend allowance. Not leaving enough bend allowance is a surefire way to end up with cracks along the bend line. In general, the thicker the material, the more allowance you’ll need. The bend radius also matters – smaller radii mean tighter bends and higher stresses on the material. We’ll talk more about how to calculate the right bend allowance in a bit.
Other things to consider in your design include using smooth, gradual bends instead of sharp angles if possible. That reduces concentrated stresses. You’ll also want to avoid putting bends in places where the sheet experiences other loads or forces. That combo of bending and outside forces can more easily cause fatigue cracks or fractures.
Calculating Bend Allowance – The Nitty Gritty
Alright, now for the fun part – doing the actual bend allowance calculations! This allows you to determine just how much extra material needs to extend beyond the bend line. There are a few standard formulas used depending on the type of bend and sheet thickness. I won’t bore you with all the equations, but let me show you a simple example…
So in summary – those are the basics of metal forming processes bending and some guidelines to help prevent pain and problems down the road. Shaping metal takes some know-how but with the right design practices, you’ll be bending like a pro. Let me know if any other metal forming topics would be useful for us to cover!
Custom Fabrication

Now we’re going to dive into something a bit more custom – fabrication of unique one-off parts.
Precision and Reproducibility in Custom Work
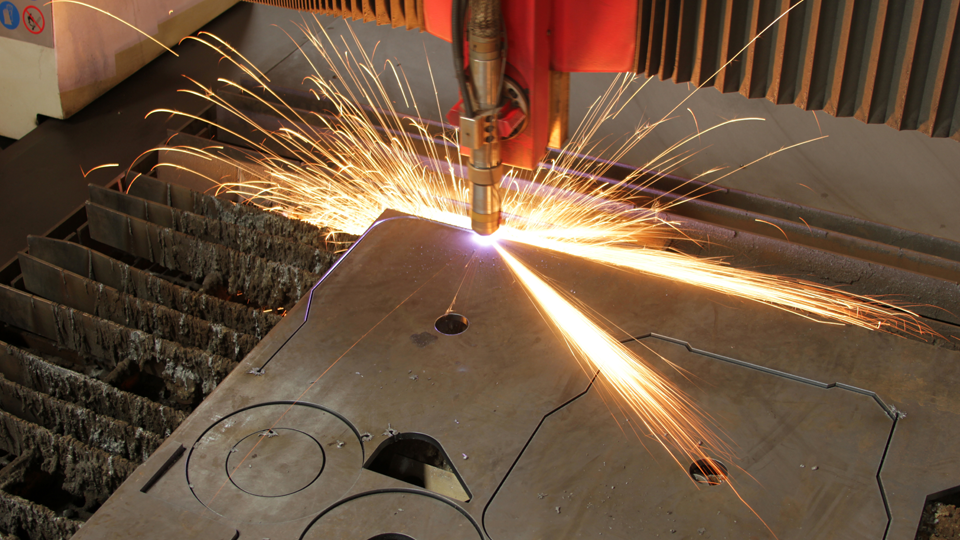
When you’re metal forming processes a custom part instead of mass producing standard designs, precision and reproducibility become real important. You want each part that gets made to be exactly like the last, with novariations. That means having tight tolerances defined on drawings and using fabrication methods that can reliably hit those tolerances each time. Things like CNC machining, laser cutting, and EDM (electric discharge machining) are great for precision custom work.
Versatility in Design for Unique Parts
The great thing about custom one-off fabrication is the versatility it allows in part design. Since you’re not worried about setting up for high volume production, unusual geometries or complex internal features are no problem. Need an oddly shaped bracket? No problem. Brainstorming a wildly innovative prototype? The options are wide open. You have a lot more freedom to get creative with custom work.
Applications for Custom Fabrication
Some common applications where custom one-off metal forming processes really shines include prototypes, specialized tooling, medical devices, aerospace components, niche industrial machinery, artwork – you name it. Anytime a standard mass produced part just won’t cut it, customized fabrication is the way to go. Medical implants are a good example, with custom pieces fitted precisely to each patient’s anatomy.
So whether you need a one-off prototype in a hurry or want precision customized parts, don’t be afraid to think outside the box with design and consider metal sheet fabrication methods for custom work. The potential is there to build just about anything you can dream up.
Material Properties
Suitable Metal Materials
For most bending and shaping, steel and aluminum are your best bets. Steel offers strength but is harder to form, while aluminum bends more easily but is weaker. Other options include brass, titanium, copper and specialty alloys. Within those groups, formulations vary in properties like strength, ductility, corrosion resistance and more.
Impact of Material Properties
Things like the material’s strength, formability, and work hardening behavior hugely affect how it will perform during forming. A metal’s yield and tensile strength determine how much force can be applied before problems occur. Its ductility or ability to deform plastically without fracturing is also key. Materials that work harden a lot need more material allowances or risks of cracking increase.
Matching Material to the Job
When designing your part, consider what load and environmental conditions it will see, how much stress or impact it may experience, assembly and joining needs, and of course cost impacts. Then choose a material formulation optimized for those design requirements. Something like aircraft skin needs high strength but must also form complex curves, so formability there is important too.
Knowing your material properties inside and out is indispensable for metal forming processes work. Make sure to factor material selection into your planning from the very start.
Industrial Design
Let’s switch gears now and talk about some creative applications of metal forming processes in industrial design.
Aesthetic Design with Forming
Many see forming solely as a way to create functional parts, but it’s also a true design medium. Complex curves, intricate textures, and sculpted surfaces can all be achieved through pressing, spinning, deep drawing and more. Beautiful architectural features, appliance exteriors, and even artwork have been made using forming techniques.
Form Follows Function
While aesthetics are important, metal forming processes truly shines when design follows function. Car bodies for example utilize hydroforming, roll forming, and other processes to achieve both high-strength crash structures and aerodynamic body panels. Intricate hollow forms can be made through various forming methods like spinning, allowing innovative structural designs that were never possible before.
Notable Applications
Automotive is a huge area – everything from body panels to engine components utilize forming. Architecture is also a major field, with metal forming processes roofing, siding, and ornamental architectural features commonly formed. Even industrial machinery, durable consumer products, and special applications like airplane wings all leverage forming processes for both form and function.
The creative opportunities of metal forming extend far beyond simple parts. With the right process expertise, almost any imaginable shape or structural design can become reality. Next time you admire a sleek car body or intricate metal forming processes sculpture, think of the forming techniques that made it possible.
Sheet Metal Bending
Bending Techniques
The main bending techniques are V-bends, U-bends, and rotary or spin bending. V-bends and U-bends are named for the shape of the bend – one side or both sides are bent in towards the part. Rotary bending uses spinning dies or rollers to shape tube or pipe parts.
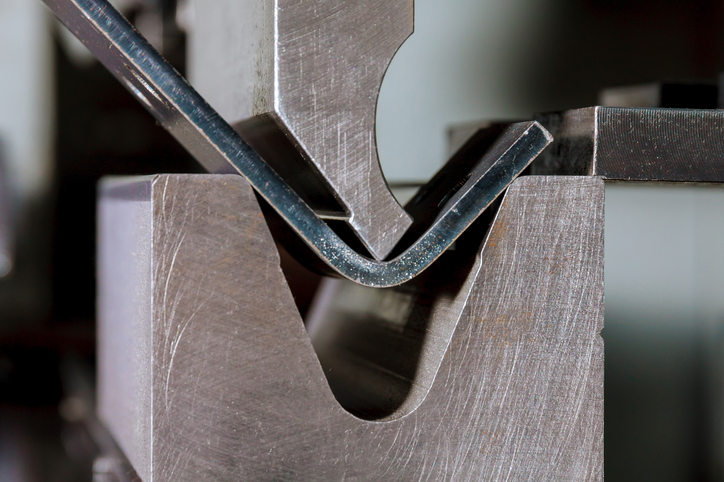
V-Bending
V-bends are great for ductwork or chutes where you want one open side. The metal forming processes is clamped and one edge is pressed into a V-shape. You can get tight RADIUS bends this way.
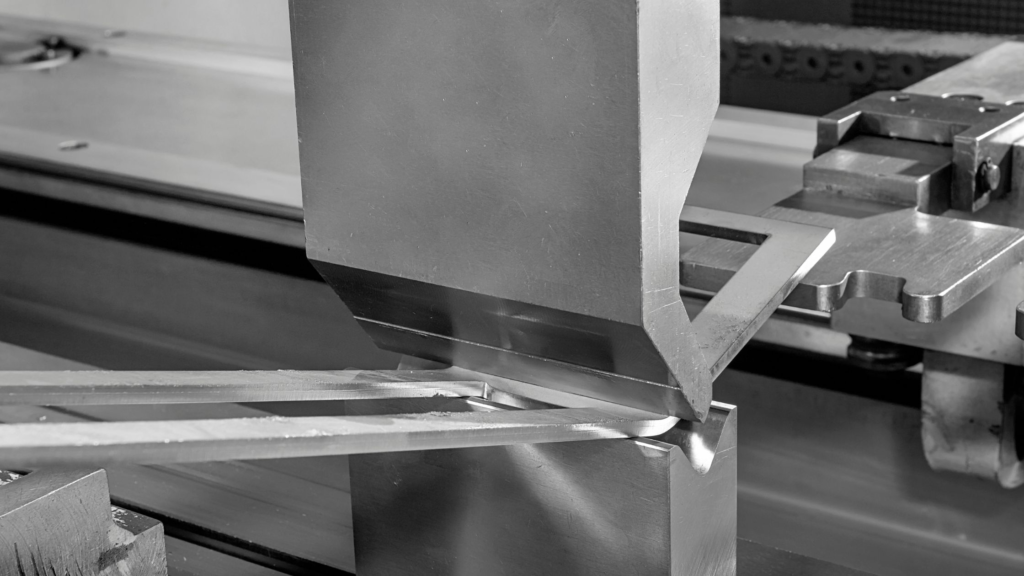
U-Bending
For enclosure panels and boxes, U-bending closes up all sides into a U-shape. The sheet is clamped across both long edges and a roller tools or die slowly forms the bend.
Rotary Bending
This technique spins the workpiece as it enters between rollers or dies shaped to the needed bend profile. It’s well suited for tubing, pipes, and long straight parts with multiple bends along the length.
Factors for Success
Regardless of the metal bending method, paying attention to material allowances, bend radii, grain direction, and using the proper clamping fixtures will lead to strong, accurate bends again and again. Let me know if any other sheet metal forming processes topics come to mind!
Cost-Effectiveness
Cost is so important to consider with any manufacturing process. Lets touch on cost benefits of metal forming processes:
Cost Savings Through Forming
Not only are forming operations usually more affordable initial equipment metal forming processes costs compared to methods like machining, but they truly shine at high production volumes. The incremental cost per part when cranking them out on a press brake or bend roller is extremely low compared to labor-intensive custom fabrication.
Streamlined Process, Lean Production
Well-designed metal forming processes lines with automated feeding/handling allow a real lean manufacturing approach. Minimal manpower is required once the process is set up and validated. Fewer production steps means less handling of parts which reduces cost of quality issues. Tighter tolerances also reduce waste from nonconforming parts compared to welded assemblies.

Conclusion
In summary, metal forming processes presents a highly versatile set of tools for shaping materials into an immense range of industrial and commercial products. Whether precision tolerance machined components or complex extruded structural members, these forming techniques allow both mass production and custom fabrication in reproducible, cost-effective ways.
By understanding material characteristics like ductility and work hardening, as well as applying design guidelines for processes like sheet metal bending, metalworkers can optimize parts for manufacturing requirments while avoiding failures. New technologies also continue to push the boundaries of what forming can achieve, from advanced alloys to new dies and press systems.
With demands for lightweight, miniaturization, and net-shape production growing across many industries, skill in metal forming processes will remain critically important. Following best practices in design, material selection, and production planning ensures these fabrication methods live up to their potential for delivering quality complex components on time and on budget.
FAQs
Q: What thickness of sheet metal can be bent?
A: Most press brakes and bending equipment are capable of bending sheet metal from about 0.010″ up to around 0.250″ thick, though thicker material is possible with stronger machines. The thinner the gauge, the tighter the bend radius can be.
Q: How do you bend aluminum sheet?
A: Aluminum requires less bending force than steel but工作硬化s quicker. It’s best clamped tightly and bent slowly to reduce cracking. Pre-bending at a slightly wider radius prevents tearing. Lubricants like soap prevent galling.
Q: What’s the difference between a V-bend and a U-bend?
A: A V-bend forms an angle with one open side, used for things like ducts. A U-bend fully encloses the part, as in a box edge. V-bends often have a tighter minimum radius, but U-bends don’t require joining a seam.
Q: How are long straight pipes bent for construction?
A: Longer pipe runs are often rotary bent between large roller bending machines. The pipe spins smoothly as it enters pre-shaped roller assemblies, gradually forming bends without kinking or crimping the material.




