 Skip to content
Skip to content 
Electron beam melting (EBM) shows promise for manufacturing intricate metal components, but gaps in process knowledge have slowed adoption. This guide demystifies EBM by exploring powder properties, thermal modeling, parameter impacts, and industrial use-cases. Advancing understanding of material traits, simulation, and production refinement is key to optimizing this specialized 3D printing technique
Metal Powder Properties Critical to the Electron Beam Melting Process
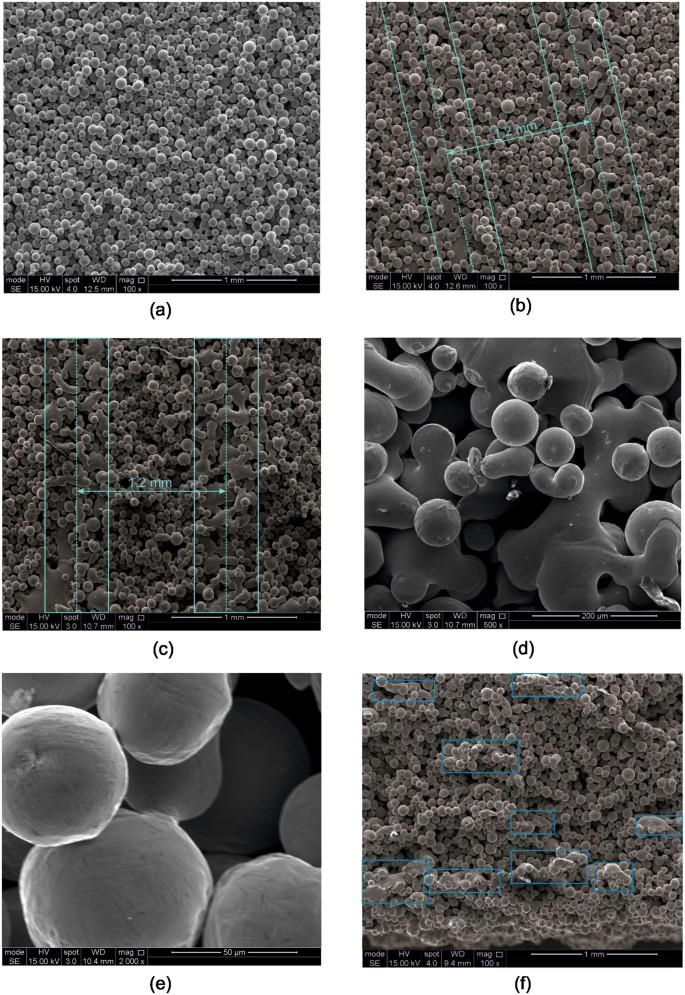
The raw material powder plays an important role in Electron Beam Melting, as it is selectively fused using the electron beam to create each new layer. Before melting begins, powder is subjected to a preheating step which causes it to sinter together. This sintering process bonds particles and forms necks between them. To understand sintering behavior, researchers evaluated preheated Ti-6Al-4V powder using microscopy. Scanning electron microscopy revealed necks had formed between particles, ranging from 1 to 10 micrometers in diameter. Further analysis found the powder had a basket weave microstructure containing both alpha and beta phases, resembling the solid alloy’s microstructure.
Additional testing looked at powder porosity levels and thermal properties. Powder specimens were fabricated using electron beam melting and subsequently scanned using micro-CT. Results showed a porosity of around 50% throughout samples. Thermal conductivity was also measured at varying temperatures. Interestingly, the powder showed significantly lower conductivity than solid Ti-6Al-4V, with values approximately one-quarter as large. Specifically, conductivity was found to be 0.63 W/mK at room temperature, increasing to under 2.44 W/mK at 750 degrees Celsius.These findings helped characterize important powder properties.
Understanding sintering behavior provided insights into powder preprocessing during EBM. Quantifying porosity and thermal conductivity aided the development of thermal models, critical for simulating the EBM melting process. Overall, accurately representing powder attributes proved vital for demystifying this emerging 3D printing technology.
Thermal Conductivity of EBM Powders
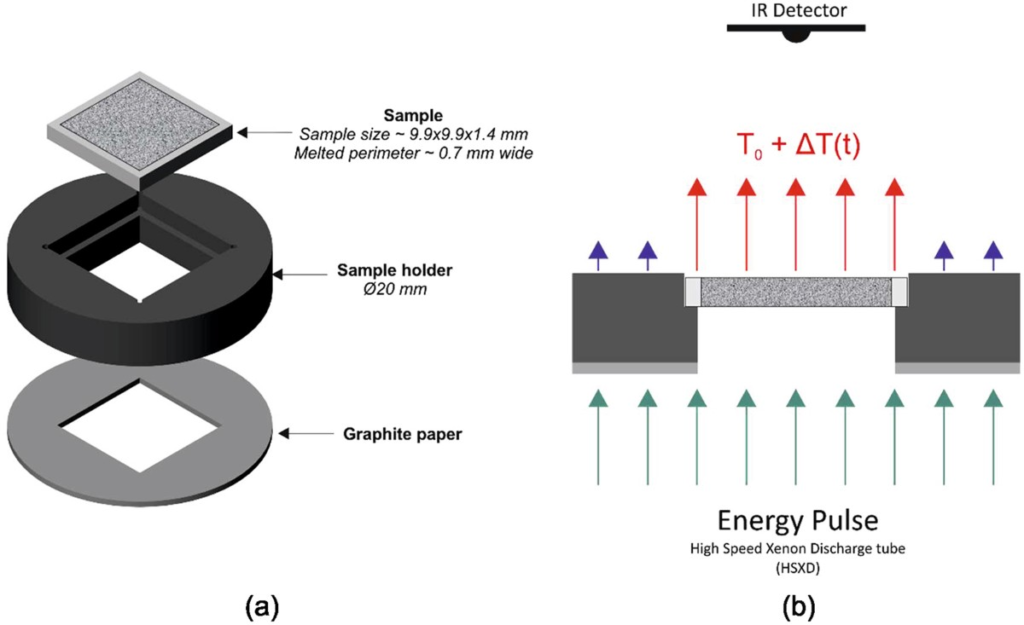
Researchers took steps to specifically measure the thermal conductivity of Ti-6Al-4V powder used in electron beam melting. This was done by manufacturing samples containing both solid and powder regions using the metal 3D printing process. Testing then isolated conductivity within the powder sections.
Results showed powder conductivity was much lower than solid titanium alloy. At room temperature, powder conductivity measured 0.63 W/mK – only around a quarter that of dense Ti-6Al-4V. Even at higher temperatures, conductivity remained depressed compared to the solid counterpart. As temperatures rose to 750°C, powder conductivity increased somewhat but topped out around 2.44 W/mK.
This data confirmed powders possess significantly reduced ability to transfer heat relative to solid metal. Their low conductivity likely stems from inherent porosity introduced during powder production. Such depressed thermal properties have consequences when simulating the EBM melting process.
Simulating the EBM Process Using Thermal Modeling
To better understand thermal phenomena during electron beam melting, researchers created a finite element model. This simulation approach allowed studying temperature distribution across parts. Key factors like temperature-varying material properties and heat flux from the electron beam were accounted for. Specifically, the model treated beam heating as a conical heat source releasing energy based on Gaussian distribution. Finite element analysis then calculated temperature changes over time as the virtual beam scanned a part layer-by-layer. Various manufacturing settings were tested in silico.
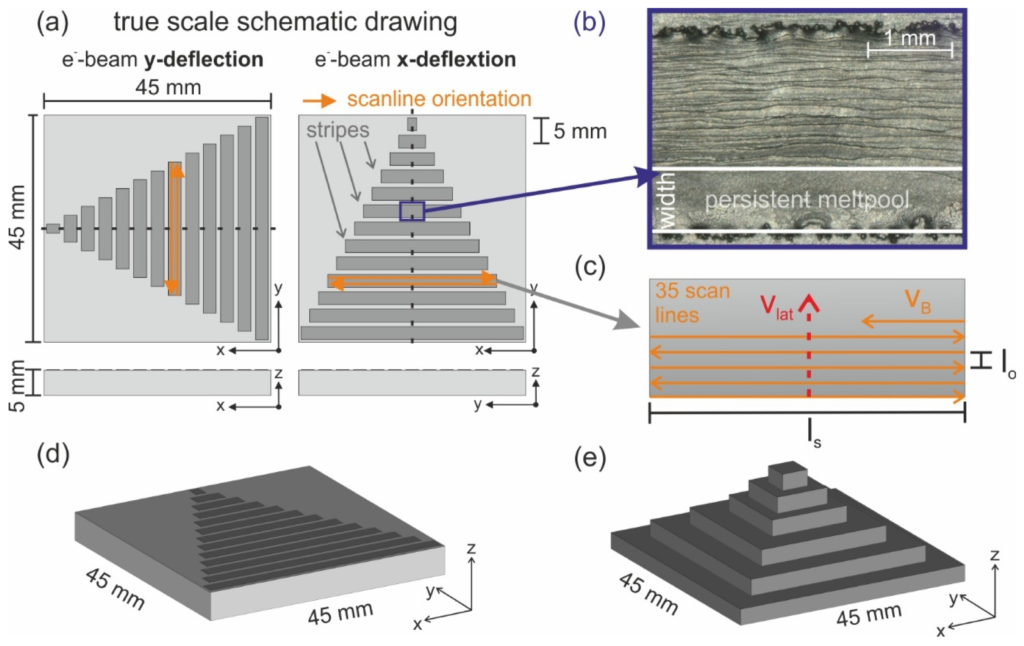
Beam parameters like power, diameter, and velocity were altered to analyze their impact on melt pool size. As expected, higher power and slower scanning enlarged the molten region. Meanwhile, using a broader beam diameter compressed melt pools laterally but reduced depths. To gauge accuracy, simulation predictions underwent comparison with experimental results. Measurements involved quantifying actual melt pools from fabricated samples. Reassuringly, melt pool dimensions predicted by the model generally aligned with physical observations. Deviations averaged around 32%, validating the simulation’s ability to represent key thermal phenomena.
Overall, this modeling work filled gaps in understanding the thermal process underlying EBM. The validated simulation now provides a useful tool for optimizing production settings and probing thermal impacts from various design or material changes.
Effects of Scan Speed on EBM Process and Part
A key manufacturing parameter called the speed function influences the electron beam melting velocity during scanning. Researchers experimented with different speed function indices to gauge impacts.
Higher indices corresponded to faster beam movement. This sped up the manufacturing process but reduced energy input due to the beam spending less time in each location. Results showed rougher surfaces and larger beta grains with increasing indices.
Temperature readings further revealed impacts of scan speed. Peak temperatures around 2700°C dropped as indices rose and velocity increased. Electron beam melting faster scanning weakened energy density, lowering temperatures attained. Characterizing these scan speed effects proved valuable. Understanding how speed function alterations change thermal conditions and resulting microstructures allows optimizing this important manufacturing variable.
Measuring Temperatures During EBM Using Thermography
Researchers used a near-infrared thermal imaging camera to non-destructively monitor temperatures within an electron beam melting system. The imager’s sensitivity allowed visualizing distinct manufacturing steps like preheating, contour melting, and internal hatch scanning.
Spatial resolution of the thermal images was determined as 46.8 μm per pixel horizontally and 66.2 μm per pixel vertically. From video capture of each stage, average temperature profiles could be generated along the beam path.
Notably, profiles revealed a characteristic plateau region linking liquidus and solidus phase change temperatures. This validated the camera’s ability to detect phase transitions occurring within the melt pool. Additional measurements charted thermal behavior at varying build heights. Results showed cooling rates increased farther from the substrate. Peak temperatures also declined more rapidly with elevation due to weaker conduction into underlying layers.
Altogether, temperature mapping through thermography delivered novel insights into the electron beam melting melting process. Comparing profiles further supported finite element simulations aiming to realistically model thermal phenomena. Non-contact temperature profiling continues aiding optimization and quality assurance.
Measuring Temperatures During EBM Manufacturing
Researchers used an infrared thermal camera to non-destructively observe build temperatures. This near-infrared imager could image preheating, contour building, and inner part scanning stages. The camera’s resolution proved quite good, achieving 46.8 micrometers per pixel horizontally and 66.2 micrometers vertically. Video captured during printing then allowed generating average temperature profiles along the beam pathway.
Notably, these profiles exhibited a hallmark flat region linking melting and solidification temperatures. This verified the imager’s capacity to perceive phase transformations within fusing material. Additional profiles recorded results at different heights. Results showed cooling accelerated farther from the base. Peak temperatures also plunged more quickly further up due to weaker conduction downward through deposited layers.
Overall, temperature maps via thermal imaging delivered novel insights into the electron beam melting sustainable 3D printing process. Profiles enhanced validity of computational models aiming to realistically recreate thermal phenomena. Non-contact temperature profiling continues improving process mastery and quality.
Effects of Manufacturing Parameters on the EBM Process
Beam Attributes
Researchers utilized thermal simulations to examine how beam attributes impacted melt pool geometry. Variables like beam power, diameter, and velocity were independently adjusted while modeling Ti-6Al-4V production.
As expected, rising power or slower motion expanded fused deposition modeling zones and elevated maximum temperatures. Both changes augmented energy delivered to the powder bed. Meanwhile, employing a broader electron beam compressed melt pools laterally while compressing depths. The beam distributed power over a greater area when wider, lessening heat at any location.
Scan Speed Impact
Additional work experimented with different electron scanning velocities. Called the speed function, this parameter controlled beam movement.
Faster motion correlated with rougher surfaces and larger beta grains in parts. Reduced molten times from quicker scanning reduced power density.Thermal measurements further revealed declining peak temperatures with increasing velocity. Quicker beams spent less time fusing powder, generating less total warmth.Together, this provided a framework understanding parameter impacts. Optimization requires discerning how settings modify thermal conditions and properties.
Application Areas Benefiting from EBM Technology
Thanks to its flexibility creating sophisticated metal components, electron beam melting finds application across industries. Aerospace relies on EBM for intricate engine components like nozzles and moving landing gear parts. The process fabricates these demanding jet engine pieces using materials like titanium alloys.
Medical implantation also leverages electron beam melting. It commonly 3D printing materials personalized biomedical implants and dental replacements. Intricacies possible through this process benefit implantation.
Welding and automotive fields apply EBM as well. Welding uses it making customized welded connections between metals. Automotive utilizes EBM manufacturing turbochargers needing precision. The technology forms turbo parts with refined geometries from powder feedstock.
Additional sectors see benefit. Electronics implementation needs accurately crafted heatsinks and housings suited to EBM production. Military and marine domains birth weapons and watercraft through electron beam melting in vacuum. Even jewelry craft draws on electron beam melting, forming ornate precious metal creations. As material and process expertise grows, diversifying application opportunities arises across aerospace, medical, engineering and beyond. EBM filling specialized production gaps inspires further cross-industry use.
Concolusion
This article provided insight into electron beam melting via discussion of powder traits, thermal simulations, temperature records, production settings, and uses. Grasping powder makeup, modeling heat movement, tweaking parameters, and factoring in temperature readings remains pivotal to evolving this technology. Continuing research promises to drive EBM from a specialized technique toward widespread industrial application. Efforts target comprehending how beam properties, material qualities, and ambient surroundings combine throughout fabrication.
As comprehension strengthens, opportunities broaden to leverage the process. Control improvements may yield more reproducible production. Material range expansions facilitate addressing unmet manufacturer needs. Process optimizations eventually cut manufacturing costs. Advancing understanding thus paves the way for electron beam melting to mass-produce sophisticated metallic parts across many ventures.
FAQs
Q: What is electron beam melting and how does the process work?
Electron beam melting is an additive manufacturing technique that constructs metal parts layer-by-layer using a high-energy beam of electrons to fuse powdered feedstock. Metal powder is deposited onto a build platform inside a vacuum chamber. An electron beam then scans each layer, melting the powder precisely according to a digital design file. As subsequent layers solidify onto previous ones, a dense part is built up.
Q: How do metal powders influence the EBM process?
Metal powders play a key role as the raw material. Their properties like porosity and thermal conductivity impact how heat transfers during melting. Pre-processing also sinters powder, forming necks between particles. Understanding powder traits aids optimizing preprocessing and modeling the melting stage.
Q: What factors can modeling capture about the EBM thermal process?
Finite element simulation accounts for temperature-dependent properties and approximates the electron beam as a volumetric heat source. Modeling evaluates impacts of parameters like beam power, diameter, and velocity on melt pool dimensions and temperatures. Comparisons with experiments validate these simulations.
Q: How do process variables like beam speed affect EBM manufacturing?
Faster scanning equates to reduced energy density as the beam spends less time fusing each location. Higher scan speeds correlate with rougher surfaces, larger beta grains in microstructures, and decreased peak part temperatures, all due to weaker heating. Characterizing such impacts guides parameter optimization.
Q: What industries apply EBM and what component types does it facilitate?
A: Sectors utilizing EBM include aerospace, medical implants, welding, automotive, electronics, and more. It enables creating complex parts like jet engine nozzles, dental replacements, custom welds, turbocharger pieces, and intricate housings. Material and process advances continue diversifying adoption.





