 Skip to content
Skip to content 
Hybrid metal manufacturing integrates additive and subtractive processes to optimize metal part design and production. This article details how combining 3D printing, machining, forming and more enables novel designs across industries seeking complex, customized metal components with enhanced properties.
Hybrid metal manufacturing: Combining Traditional and Techniques

A New Approach to Manufacturing
Conventional Hybrid metal manufacturing is being transformed by the possibility that metallic 3D printing and additive manufacturing possess, in which they allow new shapes unused in manufacturing to be developed. But, these new techniques are also constrained in the size and complexity of the build, the resolution possible, and the material characteristics.
Blending the Best of Both Worlds
The proposed approach is to use additive manufacturing in synergy with the conventional metalworking techniques. Complex internal structures can be 3D printed parts within larger build volumes. Intricate external surfaces can be machined with high precision. Different alloys with optimized properties can be joined together.
This hybrid approach opens up new functionalities and improves part performance. Complex assembly steps can be reduced or eliminated through integral design. Lighter yet high-strength components save on material costs and improve sustainability.
The future of Hybrid metal manufacturing lies in effectively blending these techniques based on the specific part requirements. Both researchers and industries are actively exploring new hybrid workflows to take metal manufacturing to the next level.
Background and Definitions
This paper defines Additive manufacturing (AM), otherwise known as 3D printing as technologies that involve the creation of three-dimensional parts through processes that build up layers of material. In the case of metal AM, this means melting the material with a high-powered laser or electron beam while bonding the metal powders together in a layer by layer process. Conventional metal working practices include the mechanical operations such as cutting bending and piercing. Fabrication processes such as casting, forging, bending among other characterize the metal shaping through molding or mechanical pressure. Joining techniques like welding and soldering fuse separate metal parts together.
Hybrid metal manufacturing strategically combines these additive and traditional methods. AM is used for complex internal geometries or lightweight lattice structures not feasible with other methods. Traditional machining provides the high-precision surfaces and tight tolerances required. Alloys used in automotive applications such as high strength and high corrosion resistance may be combined effortlessly. This integration of approaches taps into the best in each method while overcoming their effects, thus producing functional, high-performing, cost-effective products for use in aerospace, electronics, medical, and other industries.
Motivation for Hybrid Manufacturing

There are several key motivations for adopting Hybrid metal manufacturing techniques:
- It allows the production of parts and components with complex geometries not possible through traditional methods alone.
- Internal features can be optimized for strength, lightweight, or functional requirements through additive techniques.
- Precision and tighter tolerances for exterior surfaces and moving parts require traditional machining capabilities.
- Different metallic materials optimized for various applications, like alloys with high strength or corrosion resistance, can be joined.
- Overall it enables the design and production of structures with improved functionality at lower cost compared to traditional methods.
- Scope of the Review
This review will provide an overview of current research and applications of Hybrid metal manufacturing. It will outline some of the key additive and traditional techniques being combined in innovative new workflows. Some of the examples of combining different methodologies for manufacturing of complex metallic parts for industries like aerospace and biomedicine will also be analyzed. Limitations of this vision and some of the problems that may be encountered in the course of its implementation will also be highlighted.
The purpose of this review is to present not only the current state of the art in next generation Hybrid Metal Manufacturing but also to discuss the future developments that may be allowed by the hybrid methods that will be discussed in this paper.
Classification of Hybrid Manufacturing
There are several main classifications of Hybrid metal manufacturing based on the stages integrated with traditional techniques:
- Post-processing hybrids use subtractive methods like machining to improve the surface finish of additively made parts.
- Near-net shape hybrids aim to reduce additive lead times through initial traditional shaping prior to 3D printing fine details.
- Multimaterial hybrids join different AM-fabricated alloys with differing properties.
- Toleranced hybrids leverage the precision of milling or turning to machine AM preforms to technical drawings.
- Topology hybrids optimize internal structures through AM and traditional joining of that architecture.
- Hybrid Metal Manufacturing Technologies
Development timeline
Having its root in 1980, metal AM has come a long way. The first technologies involved SLS and 3D printing of metals with interconnecting polymer binders. The modernization of powder bed fusion and directed energy deposition was commercialized in the 2000s. Recent years have enabled the AM of high-performance alloys as well as multimaterial and multi-material 3D printing.
Classification of AM processes
There are two overall subgroups of Metal AM techniques: powder bed fusion and directed energy deposition processes. In powder bed fusion processes, metal powders are bonded together by applying successively thin layers of metal powders through thermal energy means such as lasers or electron beams. New powder layers are deposited then fused together. Directed energy deposition directs focused thermal energy (laser or electron beam) to fuse materials (powder or wire) as they are deposited additive layer upon layer.
Powder bed fusion processes
Selective laser melting (SLM) and electron beam melting (EBM) are the two fundamental approaches of the powder bed fusion process. In SLM, a laser just sweeps through the powder bed to fuse a given particle to another particle. In EBM, the metal powders are well melted and fused using a focused electron beam. Components may be constructed from variable hierarchy levels of 3D model data in a laminar manner.
Directed energy deposition processes
Directed energy deposition (DED) processes include laser engineered net shaping (LENS) and electron beam freeform fabrication. A fused deposition modeling thermal energy source is used to fuse materials (e.g. metal wire or powder) as they are deposited. The process enables repairs or Hybrid metal manufacturing by depositing materials onto an existing part. Parts are constructed directly, without the need for support structures.
Hybrid additive manufacturing with multiple thermal energy sources
There has been increasing interest in hybrid AM approaches that leverage multiple focused thermal energy sources like lasers and electron beams. This allows combining advantages of different energy-material interactions.
Laser assisted GMA-DED / PA-DED
GMAW-DED or PAW-DED utilizes a gas metal arc or plasma cutting torch to deposit weld material. A coaxial laser provides additional localized heating to increase deposition rate and control. This improves the deposition of reactive alloys and enables deposition of dissimilar materials.
Laser assisted GTA-DED
GTAW-DED uses a gas tungsten arc welding torch for material deposition. A laser delivers supplemental heating to the weld pool for improved geometry control. This facilitates the AM of difficult-to-weld alloys with high conductivity like copper.
Analysis and challenges
Utilizing dual energy inputs creates more design flexibility but introduces complexity in terms of process control and optimization. Factors like energy coupling, sequencing and positioning must be considered. Residual stresses and distortion from multi-source heating also require analysis. Further work aims to fully characterize material performance from these advanced Hybrid metal manufacturing approaches.
Hybrid additive manufacturing with material removal processes
Integrating material removal with hybrid metal manufacturing expands design space and improves part quality. This is typically done post-deposition but can also be incorporated mid-build.
Integration during manufacturing sequence
A common approach involves rough machining a substrate or baseplate before AM. This establishes the initial part geometry and clamping surfaces for secure fixturing during subsequent deposition.
Alternatively, initial “pre-forms” of critical features can be additively constructed then further shaped using subtractive tools. For example, intricate cooling channels may be roughed in by laser metal deposition before finish machining to final dimensions.
Some technologies like shape deposition manufacturing (SDM) use milling between vertical deposition layers. This refines rough inclined surfaces and preserves positional accuracy for the next deposition.
Work also aims to develop in-process machining capabilities. A retractable tool head could clear support structures during build or modify the deposition trajectory and geometry in real-time.
Challenges and solutions
Integrating material removal risks damage or degradation of the as-deposited material. Laser cutting technology lubricants and coolants must be carefully selected to not react with or weaken the alloys.
Fixturing robustness is critical to precisely locate parts for post-machining. In-process approaches require tightly coordinated multi-head systems. Residual stresses from localized heating-cooling further complicate part stability.
To address this, many Hybrid metal manufacturing processes employ non-contact machining methods like ultrasonic or laser ablation to avoid mechanical stresses. Real-time process monitoring also enables feedback control of the various manufacturing steps.
Metal Hybrid Additive Manufacturing with Forming Processes
Heat treatment processes
Additively manufactured parts often undergo solutionizing and annealing heat treatments to relieve internal stresses and refine grain structures. Some Hybrid metal manufacturing techniques integrate localized heat treatments directly into the AM process.
For example, laser-assisted direct metal deposition can immediately solutionize material in the melt pool region as it solidifies. This improves yield strengths and addresses issues like embrittlement.
HIP and cold working
Hot isostatic pressing (HIP) densifies porous as-deposited materials to near theoretical densities, enhancing properties. Some approaches use HIP mid-build to selectively densify areas like load-bearing regions while preserving lattice structures.
Cold rolling, shot peening, and other surface treatments are also incorporated to impart work hardening benefits without introducing distortion from bulk processing.
Integration with bulk forming processes
Forging
Open-die or closed-die forging is used to consolidate and deform additively formed preforms into net-shape or near-net components. Initial AM designs optimize material placement for effective forming without defects.
Bending and spinning
Sheet lamination or linear deposition techniques enable forming of cylindrical or conical Hybrid metal manufacturing parts through later spinning or bending operations like flow forming.
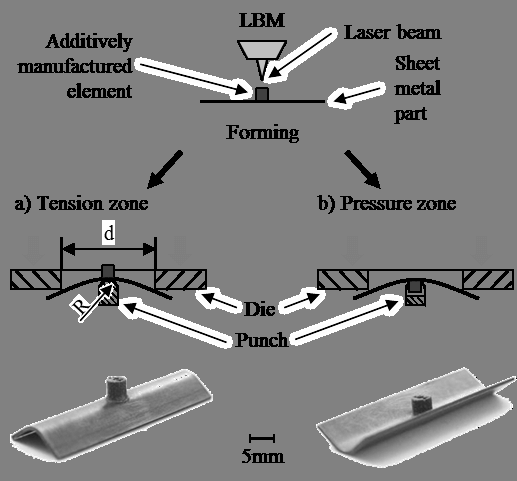
Integration with sheet forming processes
Sheet material with designed heterogeneities can be additively processed then formed into complex 3D shapes using conventional stamping or hydroforming methods. Graded stiffness achieved through additive patterning improves forming ductility.
Integration with joining by forming processes
Extrusion-based AM enables forging-like joining and shaping of Hybrid metal manufacturing subassemblies. Initial profiles can be deposited additively then continuously joined and consolidated using localized heat and compression. This produces complex integrated metal frameworks.
Conclusion
Hybrid metal manufacturing is an rapidly evolving field that leverages the strengths of both additive and traditional metalworking techniques. By strategically integrating different processes at various stages of component production, manufacturers can create geometrically complex metallic parts with optimized performance. The customized design freedom and material properties achievable through hybrid workflows continue to expand the application potential of fabricated metal products.
However, further development is still needed to fully realize this approach’s capabilities. More research into multi-head synchronization, process control methodology for combined inputs, and robust fixturing solutions can increase part quality and manufacturing repeatability. New metal alloy formulations and heat treatment procedures may also be required to suit the demand of integrated processing routes. Standards must continue to be developed to qualify Hybrid metal manufacturing parts for critical industries.
FAQs
Q: What are some common hybrid manufacturing workflows?
A: Common approaches include hybrid metal manufacturing of complex cores and inserts paired with traditional machining of exterior surfaces, additive layering of different alloys joined by welding, and integrating forming, heat treating or joining with 3D printed preforms.
Q: What are the advantages of hybrid manufacturing?
A: It allows optimizing part design for various hybrid metal fabrication techniques, improving properties through multimaterial integration, reducing assembly steps, and obtaining tighter tolerances compared to solely additive approaches.
Q: What challenges exist with hybrid manufacturing?
A: Integrating diverse processes risks damage or degradation, residual stresses from multi-step heating/cooling are complex to address, and tightly synchronized multi-head systems require process control refinement.
Q: What industries are adopting hybrid techniques?
A: Key sectors include aerospace, healthcare, automotive, and energy where requirements for strength, complexity and customization drive innovative metal fabrication methods.\





