 Skip to content
Skip to content 
Electrical Discharge Machining (EDM) is a non-traditional machining process that uses electrical sparks to shape hard metals with extreme precision. Unlike conventional cutting methods, EDM removes material without direct contact, making it ideal for intricate designs, delicate parts, and hardened materials.
This article explores the key applications of EDM across industries, its advantages over traditional machining, and the latest trends shaping its future. From aerospace to medical device manufacturing, EDM continues to revolutionize how complex components are produced with accuracy and efficiency.
Understanding Electrical Discharge Machining: Applications and Full Form in Precision Machining
Electrical discharge machining is an incredible manufacturing process that has changed the way to approach precision machining. The wire EDM machining process is based on the removal of material from a workpiece through electrical discharges, or sparks. It does not apply mechanical cutting tools in the traditional machining approach but depends on thermal energy to provide very fine details and shapes on hard materials. This particular characteristic makes EDM perform much better than the conventional techniques where it fails, particularly in the formation of intricate geometries and high accuracy.
History
The earliest traces of EDM date back to the 18th century when Joseph Priestley discovered the erosive characteristics of electricity. However, EDM was only developed in the 1940s by Soviet scientists B. Lazarenko and N. Lazarenko as a practical machining process. They utilized electrical discharges to machine conductive materials. Over these years, electrical discharge machining has gone through a lot of evolution and the improvements include increase in speed, accuracy, and modeling flexibility due to technological improvements. Some of the highlights of EDM include the use of CNC machining systems in the 1970s that made EDM operations even more accurate and mechanized.
How EDM Works
Fundamentals
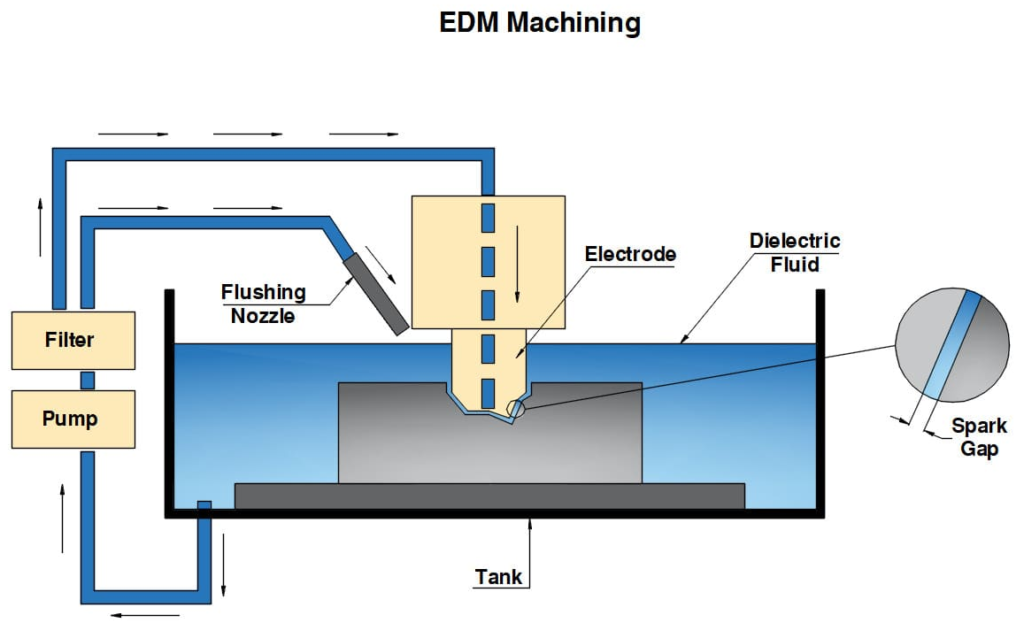
The underlying mechanism in electrical discharge machining is based on the process of spark erosion. This is based on creating high-speed electrical discharges between two electrodes, the workpiece, and the tool electrode. Such discharges can easily achieve temperatures of up to 12,000 degrees Celsius and melt and vaporize tiny areas of the workpiece material.
A plasma channel is thus generated that facilitates material removal through intense heat produced by the discharge with no physical contact between the tool and the workpiece. The dielectric fluid is also a very critical part of the process as it cools down the region being machined and helps flush away eroded particles. This fluid helps keep the environment in a stable condition for machining while at the same time preventing any short circuits which might hamper the machining process.
Types of EDM
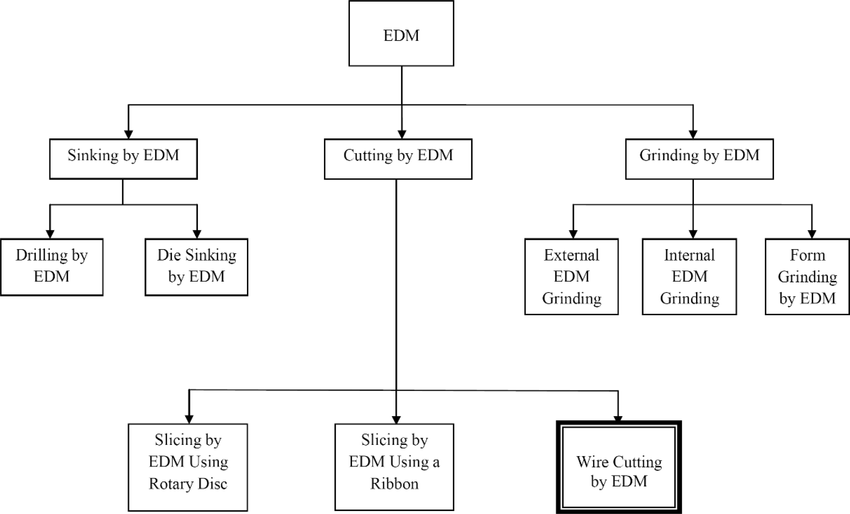
EDM can be differentiated into various types, such as EDM, on application and methodology:
Die-Sink EDM
Conventional or cavity-type electrical discharge machining is also called as die-sink EDM. This process is more often used to produce shapes in molds and dies of great complicity. In this process, the shaped tool electrode is immersed into the workpiece to form the localized cavity or contour. Die-sink EDM and its advantages include the creation of more complex shapes with highest levels of accuracy; yet this process may be relatively time-consuming in comparison with others.
Wire EDM
Wire EDM uses a thin wire as an electrode for cutting materials with high accuracy. It is very efficient in making intricate parts or features like sharp corners and deep cuts, which could not be made using the traditional machining technique. With wire EDM, there are benefits like reduced material wastage and good surface finish but can have a time-consuming setup.
Micro EDM
Micro EDM has been designed to manufacture micron-sized components with extreme accuracy. It is very indispensable in industries like micro-electronics and medical devices whose parts are tiny. Details that cannot be machined by conventional techniques can therefore be machined using Micro EDM, thus making valuable applications such as the generation of micro-gears or high-precision medical implants possible.
In a nutshell, electrical discharge machining stands out as one of the most versatile and precise material removal techniques for many industries. Its approach, being the electrical discharges rather than mechanical forces, can conquer problems that cannot be approached by traditional machining methods. The history of its development, its underlying mechanisms, and different types are thus worth exploring to give valuable insights into its importance in precision machining applications today.
Applications of EDM in Precision Machining

Mold Fabrication
The other application of electrical discharge machining is in mold fabrication, especially for injection molding. This is a significant process for creating complex molds that can produce high-quality plastic parts.
Use in Creating Complex Molds: EDM is particularly effective in crafting molds with intricate designs, sharp internal corners, and deep cavities. The ability to achieve such precision makes it the go-to method for mold makers who need to ensure that their molds can produce parts with exact dimensions and features.
Applications of Mold Fabrication using EDM
This application has numerous benefits to different industries, for example, automotive, consumer electronics, and medical devices. Automotive companies depend on electrical discharge machining to create molds for dashboards and panels. The medical industry, in turn, uses EDM to create molds for syringes and surgical tools.
Aerospace Components
EDM is widely used in the aerospace industry, for manufacturing critical parts with tight tolerance.
Significance in Intricate Parts Manufacturing:
Complex geometries and precise dimensions characterize most of the aerospace parts. To be safe, they should perform well under various operating conditions. Through EDM, manufacturers can develop turbine blades, landing gears, and other intricate parts with tight tolerance.
Medical Device ProductionIn medicine, EDM is essential in the production of precise parts.
In making medical components, it will be used for any highly complex shapes that cannot easily be made by another production method due to accuracy considerations. CNC and EDM is specifically recommended for producing medical products including orthopedic implants, surgical instruments, diagnostic equipment, etc.
Since the medical device is critical by nature, utmost need demands rigid regulatory compliance. There should also be discussion of regulatory compliance and quality assurance. electrical discharge machining processes are developed with the idea of meeting those standards in terms of providing high-quality finishes and tolerances, which are crucial for safe use of medical products.
Benefits of EDM

EDM has a number of unique advantages over conventional machining techniques:
Very High Precision and Accuracy
Electrical Discharge Machining is known to deliver extremely tight tolerances. Parts can be produced to levels of precision that often surpass those attainable with conventional machining techniques. This feature is especially useful when intricate designs are involved or where high precision specifications are called for.
Capability to Machine Hard Materials
The other benefit of EDM is that it can work on hard materials. Materials like tungsten carbide and titanium, alloys, which are very difficult to machine, can be machined using EDM. Therefore, EDM is very indispensable in industries where durability and strength are very important.
Complex Geometries
EDM excels at producing intricate geometries that cannot be done otherwise. This includes deep cavities, intricate shapes, and sharp internal corners. This is where the engineer and designer can let their creativity soar in the designs.
No Direct Contact Because electrical discharge machining does not allow a tool and workpiece to contact one another, there is virtually no tool wear, and all residual stresses are eliminated from the workpiece. Not only is this a technique that will give tooling a much longer life but also will allow a more excellent quality of finish on the workpiece.
Limitations and Challenges of EDM
Cost Facto rOne of the reasons EDM is difficult to use as a process is its cost factor. The initial setup itself is quite expensive because EDM utilizes specialized equipment. In general, although it is an extremely precise process, a high volume of production brings the cost per part very high compared to conventional methodologies.
Speed Constraints
EDM processes are generally slower than conventional machining and manufacturing techniques. Machining time may be one drawback when very rapid production is required. This lack of speed may limit its use in high-volume production environments unless it is integrated into an automated process.
Material Limitations
While electrical discharge machining can successfully machine many conductive materials, it cannot directly process non-conductive materials such as ceramics or plastics. This limitation means that manufacturers have to consider alternative methods or pre-treatments when working with such materials.
Future of EDM Technology

The future of Electrical Discharge Machining seems very promising with several emerging trends: innovations in machinery and software; the advancement of technology will lead to more advanced EDM machines with improved automation features and smarter control systems; potential impact of automation and AI on EDM. Efficiency may be significantly enhanced if automation and artificial intelligence can be integrated into the EDM process, as optimization of machining parameters in real time based on data analytics will be possible.
New Applications in New Industries:
As the industries grow, new applications for EDM are emerging. Renewable energy sectors are now beginning to use EDM for manufacturing components such as wind turbine blades or solar panel frames because of their complex geometries. Electrical Discharge Machining is basically a very important process when used in precision machining across almost all industries. Its very unique capabilities allow manufacturers the ability to create complex parts with high accuracy, getting over the challenges of creating hard materials. Even if they have limitations in terms of cost and speed, a better future is promised for these innovative technologies.
Conclusion
In conclusion, Electrical Discharge Machining is indeed a technology of importance and criticality to precision machining-its advantage over any similar process lies in creating elaborate parts with great precision unmatched by others. In terms of higher cost and time consumption compared with traditional machining, EDM sometimes can justly overcome those challenges by offering precision and quality where safety and performance are major concerns.
As technology evolves, the future of Electrical Discharge Machining looks bright, with innovations in machinery and software that promise to increase efficiency and cut down production times. EDM will be instrumental to the manufacturing tomorrow. So manufacturers can benefit from EDM as the need for more precision and mechanical complexity increases in the new century by getting a clear picture of what EDM can and cannot accomplish.
FAQs
What does EDM stands for when it comes to machining?
EDM in machining is an abbreviation for Electrical Discharge Machining. This is a non-conventional method of material removal from the work piece and the process utilizes electrical discharge.
What type of materials can be machined through EDM?
The material can probably be virtually any type of metal and especially the hard ones such as the tungsten carbide and titanium. Nevertheless, it is incapable of working with less conductive materials such as ceramics or plastics without help.
What benefits come with EDM?
Among all those techniques, Electrical Discharge Machining is one of the systems that has many advantages. For example, it has a high reuse accuracy and is capable of manufacturing intricate shapes that require no contact with the tool, which results to reduced tool wear. Due to its microstructure and high resolution it is useful for manufacturing complex components in sectors such as aviation and pharmaceuticals.





