İçeriğe geç
İçeriğe geç 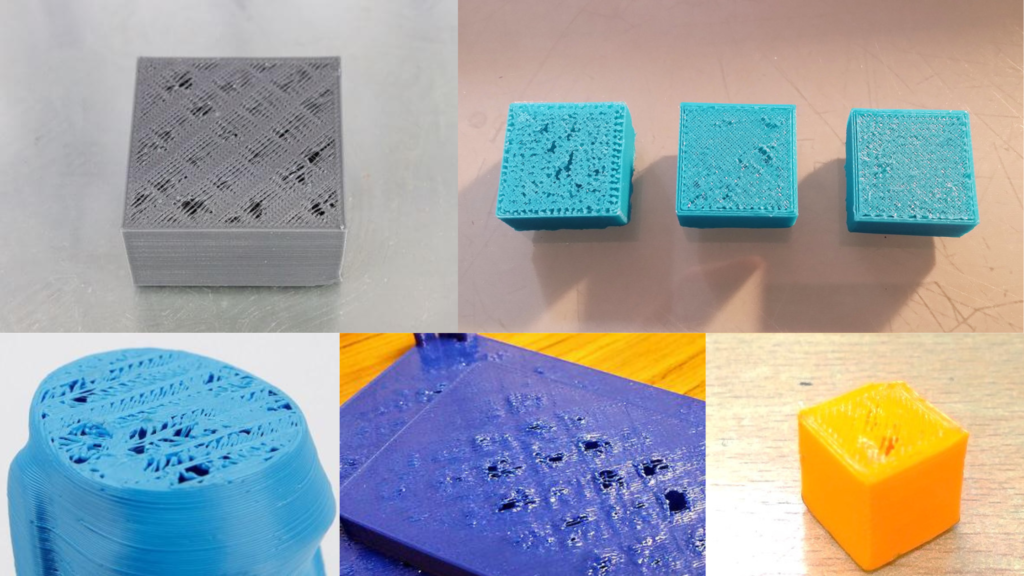
3D Baskı Sabitleme inanılmaz bir teknolojidir, ancak en iyi yazıcılar bile katman kayması, eğrilme ve beklenmedik baskı hataları gibi zorluklarla karşılaşabilir. Bu sorunlar, özellikle kritik bir proje üzerinde çalışırken sinir bozucu olabilir. Neyse ki doğru teknikler ve sorun giderme yöntemleriyle bu sorunların üstesinden gelebilir ve sürekli olarak yüksek kaliteli baskılar elde edebilirsiniz. Bu kılavuzda, yaygın 3D Baskı Sorunlarını gidermenize yardımcı olacak pratik ipuçlarını ve çözümleri inceleyerek her seferinde sorunsuz, hassas ve güvenilir sonuçlar elde etmenizi sağlayacağız.
3D Baskı Düzeltme: Katman Kayması, Çarpıtma ve Baskı Hatalarını Çözme
3D baskı sabitleme, tasarımcıların ve mühendislerin ürünlerin tasarımında ve çok ayrıntılı öğelerin üretiminde kullandıkları imalat endüstrisinde kullanılan önemli bir araç olarak ortaya çıkmıştır. Ancak şunu kabul etmek önemlidir 3D baskı işler her zaman sorunsuz ilerlemeyebilir ve düşük kaliteli baskılara, hatta düpedüz baskı hatalarına yol açan sorunlar ortaya çıkabilir. Ortaya çıkan en tipik zorluklar, baskı katmanlarının düzgün bir şekilde hizalanmadığı bir durum olan katman kayması, basılan parçanın bükülmesi ve şekilsiz veya deforme olması ve her türlü baskı hatasıdır.
Buna rağmen, farklı 3D baskı sabitleme ile mücadele ederken, sorunun temel nedenlerini aramak ve çoğu zaman tutarlı bir çıktı elde etmek için doğru çözümleri uygulamak her zaman anahtardır. Bu makalenin temel amacı, 3D baskı kullanıcıları arasında yaygın olan birkaç baskı sorunuyla nasıl başa çıkılacağı konusunda pratik talimatlar vermektir. Katman kayması, çarpıklık ve diğer arızaların nedenleri ve çözümleri de gösterilecektir. Ayrıca, sorunların teşhisi ve sorun çözme için sistematik adımlarla ilgili öneriler de içerecektir. Uygun şekilde kullanıldığında, bir 3D yazıcıdan çok düşük ilk parça arıza oranlarıyla yüksek kaliteli parçalar yapmak mümkündür.
Katman kaydırma
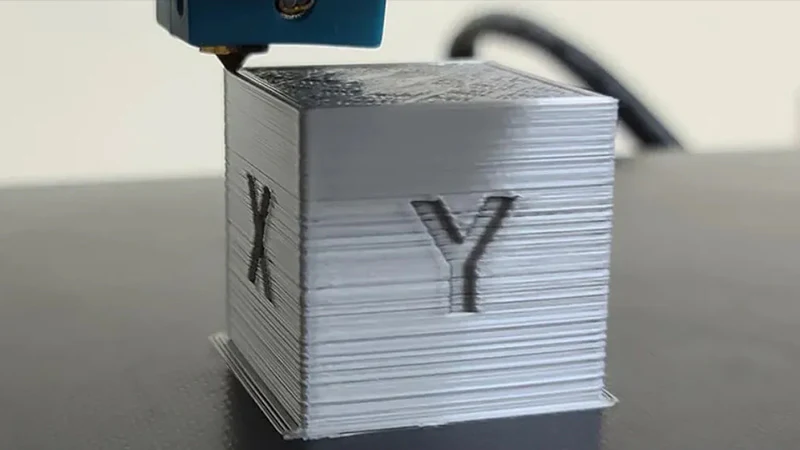
Katman kayması, 3D baskı sabitleme işlemi sırasında katmanların tek tek biriktirilirken yanlış hizalanması anlamına gelir. İdeal olarak, her yeni katman bir önceki katmanın üzerine tam olarak yerleştirilmelidir. Ancak yatay konumlandırmadaki kaymalar, katmanların yanal olarak yer değiştirmesine neden olarak kusurlara ve daha düşük baskı kalitesine yol açabilir.
Katman kaymasının bazı yaygın nedenleri arasında zamanla gevşeyen veya aşınan kayışlar veya dişliler yer alır. Yazıcı birbirini izleyen katmanları yazdırmak için baskı yatağını veya ekstrüder tertibatını yukarı ve aşağı hareket ettirdiğinden, aşınmış veya gevşek bileşenler katmanlar arasında tutarsız hareketlere neden olabilir. Bir başka olası neden de baskı sırasında aşırı titreşimdir. Eğer bakteriyel 3D baskı sallantılı bir yüzeye veya titreşimli bir makinenin yakınına yerleştirildiğinde, bu yüzey titreşimleri hareketli parçalara yansıyarak katmanların kaymasına neden olabilir.
Uygun olmayan yapı plakası hazırlığı ve tesviyesi, katman kaymasına yol açabilecek bir başka sorundur. Baskı yüzeyinde tümsekler veya kusurlar varsa, her katmanın sıkıca yapışması için tutarlı temas sağlayamaz. Bu da katmanların kaymasına neden olabilir. Eğilmiş olan ısıtılmış yapı plakaları da kaymaya neden olabilir. Katman kaymasını gidermek için öncelikle yazıcıdaki tahrik kayışlarının ve dişlilerin durumu kontrol edilmeli ve gevşemiş veya aşınmışsa sıkılaştırılmalı veya değiştirilmelidir. Titreşimler, yazıcının altında lastik ayaklar kullanılarak veya diğer ekipmanlardan izole edilerek azaltılabilir. Pürüzsüz, düz bir baskı yüzeyi sağlamak da önemlidir. Plakaya bir tabaka yapıştırıcı veya tutkal eklemek yapışmaya yardımcı olur.
Belirli parçalar için mekanik stabilizatörler titreşimleri bastırmaya yardımcı olabilir. Parçaların etrafına kenarlıklı 3D baskı sabitleme, katmanlar arasında daha iyi yapışma için yüzey temas alanını artırır. Sorun giderme için, yer değiştirmiş alanları tespit etmek üzere tek tek basılı katmanları mikroskop altında inceleyin. Test gerçekleştirin Prototiplemede 3D baskı kaymanın azalıp azalmadığını görmek için farklı kayış gerginlikleri ile. Hareket hızları gibi yazıcı ayarlarını değiştirmek de kaymaya neden olan titreşimleri en aza indirmeye yardımcı olabilir. Biraz deneme ile katman kaymasının temel nedeni belirlenebilir ve düzeltilebilir.
3D Baskı Çarpıtma:
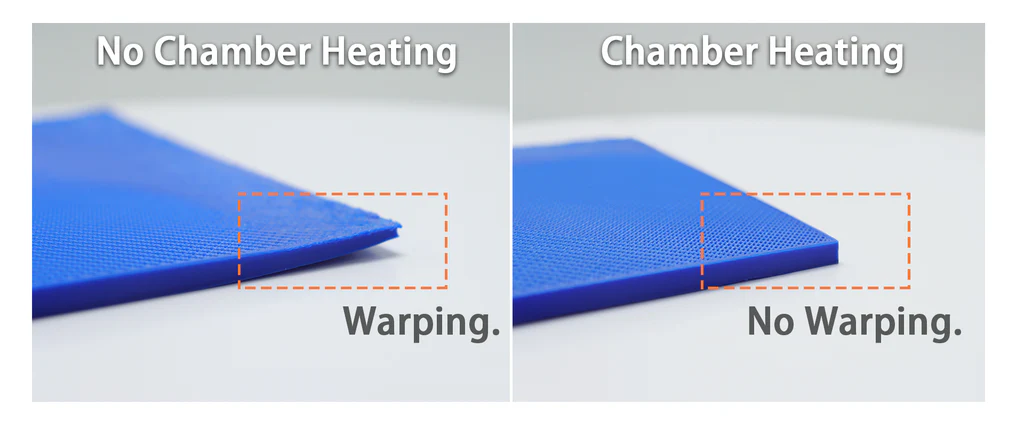
Çarpıtma, bir 3D baskı sabitleme parçasının bölümleri amaçlanan düz veya kübik şekilden kıvrıldığında veya bozulduğunda meydana gelir. Bu, ekstrüzyondan sonra soğurken plastik üzerine etki eden eşit olmayan kuvvetler nedeniyle olur. Plastikler erimiş halden katı hale soğurken büzülür, ancak farklı bölgeler farklı oranlarda soğursa, parça boyunca kıvrılma veya bükülme olarak ortaya çıkan tek tip olmayan boyutsal değişikliklerle sonuçlanır.
Bükülme eğilimini etkileyen birkaç temel faktör vardır. Ortam sıcaklığı bir rol oynar - yüksek oda sıcaklıkları eşit soğuma için daha az zaman sağlar. ABS gibi bazı plastikler de aşağıdakilere kıyasla bükülmeye daha yatkındır PLA. Sıcaklık kontrollü bir muhafaza içinde baskı yapmak ortamın düzenlenmesine yardımcı olabilir.
Çarpılma ayrıca her bir 3D baskı sabitleme katmanının dış ve iç kısımları arasındaki eşit olmayan soğumadan kaynaklanır. Dış kısım ekstrüzyondan sonra hızla katılaşırken iç kısımların kapsüllendikten sonra soğuması daha uzun sürer. Bu da orta katman gerilimlerine yol açar. Buna karşı koymak için birkaç strateji, taban yüzey alanını artıran bir sal veya kenarlık eklemeyi ve 3D baskı kullanımı dış katman soğumasını yavaşlatmak için yüksek bir yatak sıcaklığında.
Öncelikle, tamamlanan baskıların boyutlarını ve kenarlarını herhangi bir bükülme açısından inceleyin. Dilimleyici ayarlarında bir salı etkinleştirmek veya bir kenarlık eklemek gibi basit çözümleri deneyin. Baskı hızını yavaşlatmak daha kademeli bir soğutma sağlayabilir. Yazıcıyı kapalı tutmak eşit bir sıcaklık sağlar. İdeal sıcaklık profili elde edilene kadar yatak sıcaklığını küçük artışlarla ayarlamak da çarpılmayı en aza indirmeye yardımcı olur. Ayrıca ikliminize uygun farklı malzemeler de deneyebilirsiniz. Ayarların ve ortamın uygun şekilde ince ayarlanmasıyla, 3D baskı sabitlemesinin amaçlanan şekillerini koruması sağlanabilir.
Baskı Hataları:
3D baskı bazen başarılı bir şekilde tamamlanmasını engelleyen kusurlar ve arızalarla gölgelenir. Bazı yaygın türler arasında kopan parçalar, tel çekme veya sızma, ısı sürünmesi ve tıkalı nozullar yer alır. Ayrılmış parçalar, katmanlar veya çevreler düzgün yapışmadığında ortaya çıkar ve bölümlerin ayrılmasına neden olur 3D metal baskı. Bunun nedeni zayıf yatak yapışması, çok dik çıkıntılar veya soğutma sorunları olabilir. Temiz, düz bir yatak sağlamak ve yapıştırıcılar kullanmak yardımcı olabilir. 3D baskı sabitleme hızını yavaşlatmak veya çıkıntıların altına destek yapıları eklemek de bunu düzeltebilir.
Dizilme, temiz bir ayrım yerine parçaları birbirine bağlayan istenmeyen ekstrüde filamenttir. Geri çekme sırasında fazla filament sızıntısından kaynaklanır. Sıcaklıkların düşürülmesi, geri çekme mesafesinin/hızının artırılması ve filamentin kurutulması telleşmeyi en aza indirebilir.
Isı sünmesi, ısı ekstrüder tertibatında ilerledikçe filamentin yumuşamasını ve nozüle geri sürünmesini içerir. Bu da sıkışmaya ve tutarsız akışa neden olur. Soğutmanın iyileştirilmesi, sıcak uçların yalıtılması ve uygun sıcaklıkların korunması ısıl sürünmeyi giderir.
Nozul blokları yaygın bir arıza nedenidir ve tutarsız ekstrüzyon, çizik katmanlar veya kayıp astar olarak ortaya çıkar. Hotend içinde kalıntı birikmesi nedeniyle oluşurlar. Hotendlerin düzenli olarak temizlenmesi yardımcı olur. Aşınmış bağlantı parçalarının veya düzgün sızdırmazlığı engelleyen hasarlı PTFE tüplerinin kontrol edilmesi de tavsiye edilir. Nozulun değiştirilmesi ciddi blokları çözer.
Başarısız baskıların kapsamlı bir şekilde incelenmesi, temel nedeni daraltmak için önemlidir. Yatakları düzleştirme, filamenti kurutma veya kayışları sıkma gibi basit sorun giderme işlemleriyle başlayın. Sorunlar devam ederse kademeli olarak sıcaklıkları, hızları ve ekstrüder bileşenlerini kontrol etmeye geçin. Adımların belgelenmesi, 3D baskı sabitleme sorunlarının metodik olarak çözülmesine yardımcı olur. Pratikle, arıza analizi daha kolay hale gelir.
Filament Sorunları:
Filament seçimi ve kullanımı, 3D baskı sabitleme sürecini ve baskı kalitesini önemli ölçüde etkileyebilir. 3D yazıcı. Yaygın sorunlar hasar, nem emilimi ve filamentteki kirleticilerden kaynaklanır.
Filamentleri yüklemeden önce herhangi bir çatlak, kabarcık veya deformasyon olup olmadığını dikkatlice incelemek önemlidir. Kırık veya karışık filament 3D baskı sabitlemesini sıkıştırabilir. Toz ve nem toplanmasını önlemek için kullanılmadığı zamanlarda makaraları kapalı tutun. PLA ve ABS gibi çoğu filament higroskopiktir ve zamanla ortamdaki nemi emerek baskı performansını etkiler. İçeride sıkışan nem, ekstrüzyon sırasında çatırtı seslerine ve kabarcıklara neden olabilir. Ayrıca katmanlar arasında düzgün yapışmayı da engeller. Filamenti düşük nemli bir ortamda saklamak ve ıslak makaraları kurutmak yardımcı olur. PLA için, 4-6 saat boyunca 50-60°C'de hepsi bir arada gıda kurutucusu yeterlidir.
Kir, cam elyafı veya diğer yabancı partiküller içeren kirlenmiş filament, nozulları tıkar ve dişlileri sıyırır. Yeni filamenti ilk kullanımdan önce üretimden kaynaklanan kirleticilerden arındırmak için iyice yıkamak akıllıca olacaktır. Saygın bir üreticinin filamentini kullanmak da bu riski azaltır.
Filament çapındaki nominal toleransın ötesindeki değişimler, yetersiz ekstrüzyon veya sıkışma sorunlarına neden olabilir. Ucuz markasız filamentin değişiklik gösterme olasılığı daha yüksektir. Çap ölçümü ve alternatiflere geçiş yardımcı olur. Doğru kullanım ve kalite 3D baskı malzemeleri tutarlı ve sorunsuz baskılar sağlar. Filament depolama, yıkama ve nem kontrolü ile ilgili temel önlemleri almak uzun bir yol kat eder.
Yazılım Ayarları:
3D baskı sabitleme yazılımı, kullanıcıların genel baskı sürecini ve kalitesini kontrol eden çeşitli ayarlarda ince ayar yapmasına olanak tanır. Varsayılan profiller çoğu temel baskı için yeterli olsa da, manuel ayarlamalar sorunların çözülmesini sağlar. Ancak, aynı anda çok fazla değişiklik yapmak sorun gidermeyi zorlaştırır.
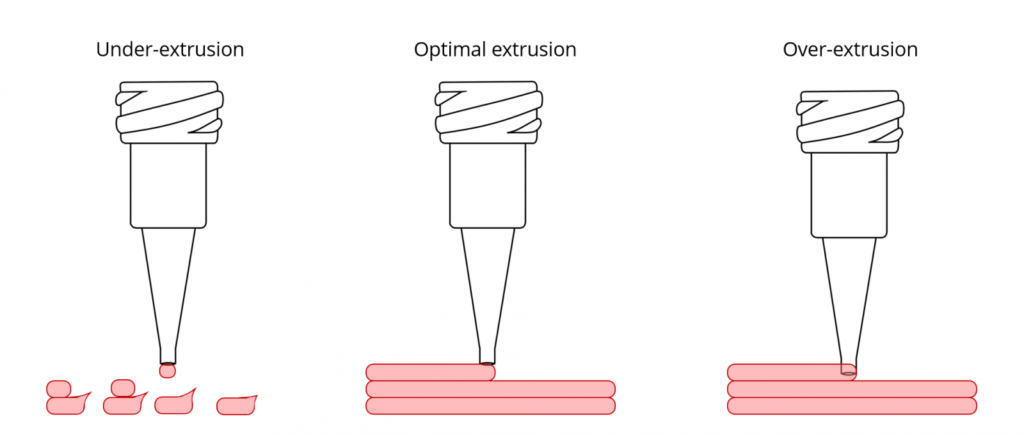
Nozul ve yatak için sıcaklık ayarlarının kullanılan malzeme için optimize edilmesi gerekir. Çok düşük baskı sıcaklıkları zayıf yapışmaya veya eğrilmeye yol açabilirken, çok yüksek sıcaklıklar taşmaya ve mukavemetin azalmasına neden olur. Katman yüksekliği, duvar kalınlığı ve dolgu yüzdesi yoğunluğu ve mukavemeti belirler. Hız ayarları baskı süresini ve kalite dengelerini etkiler.
3D baskının çok hızlı sabitlenmesi motorları zorlar ve doğruluğu azaltırken, yavaş baskılar zaman açısından verimsizdir. İlk katman hızı sağlam yatak yapışması sağlar. Geri çekme ayarları, dizilmeyi azaltmak için hareket ederken filamenti geri çeker. Çok fazla geri çekme az ekstrüzyona neden olurken, çok azı fazla malzeme bırakır. Dengeli mesafeyi ve hızı bulmak deneme gerektirir. Destek ayarları, alttaki yapıları otomatik olarak ekler sabit baskılar için çıkıntılar. Desteklerin etkinleştirilmesi ayrılma hatalarını önler.
En iyisi varsayılan profillerle başlamak ve ardından test baskıları yoluyla her seferinde bir parametreyi kademeli olarak değiştirmektir. Her değişiklikten sonra gözlemleri not edin ve sorunlar yeniden ortaya çıkarsa ayarları geri alın. Zamanla, farklı modeller için en uygun özel profil elde edilebilir. Öğrenme sürecinin ayarlar ve sonuçlar aracılığıyla belgelenmesi, filament ve makineye özgü sorunları sistematik olarak çözer.
Sonuç:
Bu kılavuzda, süreç sırasında katman kayması, eğrilme ve çeşitli arıza modları gibi karşılaşılan en yaygın 3D baskı sabitleme sorunlarından bazıları özetlenmiştir. Kullanıcılar bu sorunların temel nedenlerini anlayarak ve ilgili sorun giderme tekniklerini uygulayarak 3D baskı sabitleme hatalarını en aza indirebilir ve makinelerinden en iyi şekilde yararlanabilirler. Daha karmaşık faktörleri incelemeden önce tesviye, kayışları sıkma veya filamenti kurutma gibi basit çözümlerle başlayan sistematik bir yaklaşım benimsemek önemlidir.
Aşınmış parçaların temizlenmesi ve değiştirilmesi gibi düzenli bakımlar da istikrarlı bir çalışma sağlar. Bazı deneylerle, bireysel yazıcı-filament kombinasyonları için optimum sıcaklık profilleri ve ayarları geliştirilebilir. Gözlemlerin kaydedilmesi, sürecin birden fazla kez iyileştirilmesine yardımcı olur 3D baskı düzeltmeleri. Filament kullanımı, çevresel kontroller ve yazılım ayarları ile ilgili en iyi uygulamaların benimsenmesi, 3D baskı sabitleme verimliliğinin en üst düzeye çıkarılmasına yardımcı olur.
SSS:
S: Katman kaymasını ve çarpıklığı en baştan nasıl önleyebilirim?
C: Yapı plakanızı dikkatlice düzleştirdiğinizden emin olun ve daha iyi yapışma sağlayan bir yapışkan veya sal/şerit ayarı kullanın. Ayrıca yazıcınızı kapatın veya cereyandan uzak sabit bir alanda yazdırın.
S: Birden fazla sorunu gidermenin en kolay yolu nedir?
C: Donanım sorunlarını izole etmek için varsayılan ayarları kullanarak yazdırmaya başlayın. Ardından, soruna neden olup olmadığını / sorunu çözüp çözmediğini not ederek her seferinde bir ince ayar yapın. Ayrıca aygıt yazılımı güncellemeleri için 3D baskı sabitleme üreticisine ulaşın.
S: Kirli nozullar tıkanmaların yanı sıra başka sorunlara da neden olabilir mi?
C: Evet, kısmen tıkanmış bir nozül, yetersiz ekstrüzyon veya zayıf katman yapışması gibi tutarsızlıklara yol açabilir. Özellikle filament türlerini değiştirirken nozulları rutin olarak temizlemek en iyisidir.
S: Filament ne kadar süreyle kurutulmalıdır?
C: Çoğu filamentin 50-60°C arasında ayarlanmış bir gıda dehidratöründe 4-6 saate ihtiyacı vardır. PLA sadece gözle görülür şekilde nemli olduğunda buna ihtiyaç duyar - ABS/PETG her seferinde kurutmadan yararlanır.
S: Özel ekipman olmadan filamentin ıslak olup olmadığını anlamanın bir yolu var mı?
C: Yapışkanlığı hissedin veya yazıcınızın filament yük sensörünü ekstrüzyon sırasında çatırdamayı algılaması için etkinleştirin, her ikisi de nemin bir sorun olabileceğine işaret eder.