İçeriğe geç
İçeriğe geç 
Her seferinde kusursuz ilk katmanlar elde etmek için sıcaklık, hız, yatak seviyeleme ve daha fazlası gibi yazıcı ayarlarını nasıl optimize edeceğinizi öğrenin. Farklı malzemeler için kalibrasyon, yaygın sorunlar ve kenarlıklar ve yapıştırıcılar gibi püf noktaları hakkında uzman tavsiyeleri. 3D baskıda ustalaşın, başarılı ve yüksek kaliteli baskı için en önemli katmanı düzeltin 3D baskı.
Bu kusursuz başlangıç aşamasını başarılı bir şekilde yazdırmak için sıcaklık, hız, yatak tesviyesi ve malzeme seçimleri gibi temel faktörlerin serilen ilk katmanın kalitesini nasıl etkilediğini anlamak gerekir. Bu makalede bu kritik ayarlar ve değişkenler derinlemesine incelenecektir. Okuyucular, herhangi bir düzensizliği veya kusuru düzeltmek için kalibrasyon tekniklerini öğreneceklerdir. Burada ele alınan uygun optimizasyonlarla, kullanıcılar tüm 3D baskı sabitleme parçaları için pürüzsüz ve güvenilir temelleri garanti edebilirler.
3D Baskı Nedenleri Çözgü ve İlk Katman Sorunlarını Giderir
Yatak Sıcaklığı Sorunları
Yatak Çok Soğuk
İlk 3D baskı sabitleme katmanı sırasında yatak sıcaklığı çok düşükse, plastik yatağa düzgün bir şekilde yapışmayacaktır. Yatak sıcaklığının filamentin erime noktasının en az 10°C altında olması düzgün yapışmasına yardımcı olur. PLA için genellikle 60°C'lik bir yatak sıcaklığı önerilir. ABS için 80°C civarında daha yüksek bir yatak sıcaklığı en iyi sonucu verir.
Yatak Çok Sıcak
Öte yandan, yatak sıcaklığının çok yüksek olması çarpıklık, sarkma veya fil ayağı etkisi gibi başka sorunlara neden olabilir. Bunun nedeni plastiğin çok erimiş hale gelmesi ve amaçlanandan daha fazla yayılmasıdır. Aşırı yayılma olmadan doğru yapışmayı elde etmek için yatak sıcaklığını dengelemek önemlidir.
Filament Sıcaklık Sorunları
Çok Soğuk Baskı
İlk katmanı basan ekstrüder sıcaklığı çok düşükse, plastik tamamen eriyip düzgün ve eşit bir şekilde akmayabilir. Bu da katmanda zayıf yapışmaya, dalgalanmalara veya eksik noktalara yol açar. Genel olarak PLA prototipleme İyi bir katman yapışması için en iyi 185-210°C'de ve ABS 210-240°C'de basılır.
Çok Sıcak Baskı
Yatakta olduğu gibi, ekstrüder sıcaklığının çok yüksek olması plastiğin aşırı sızmasına veya sarkmasına neden olabilir. Bu da nozülün temiz ve keskin çizgiler bırakmasını zorlaştırır. Ayrıca, biriktirmeden sonra yavaşça katılaşması için yeterli zaman verilmezse, plastiğin soğurken eğrilmesine neden olabilir.
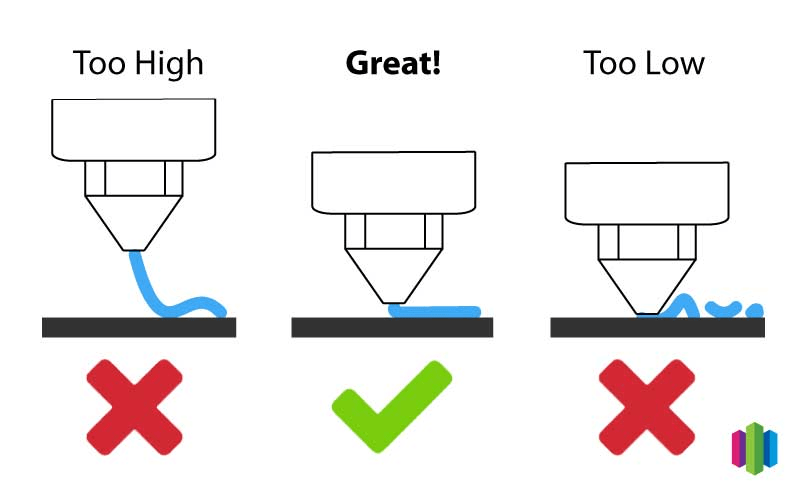
Nozul Yatağa Çok Yakın
Nozül baskı yüzeyine çok yakınsa, çok fazla plastik sıkabilir ve pürüzsüz bir katman oluşturmak yerine düzensiz bir şekilde kazınmasına neden olabilir. Bu da zayıf yapışma veya plastiğin yırtılmasıyla sonuçlanır. Genellikle ilk katman için 0,1-0,2 mm boşluk en iyisidir.
Kötü Yatak Tesviyesi/Yapışma
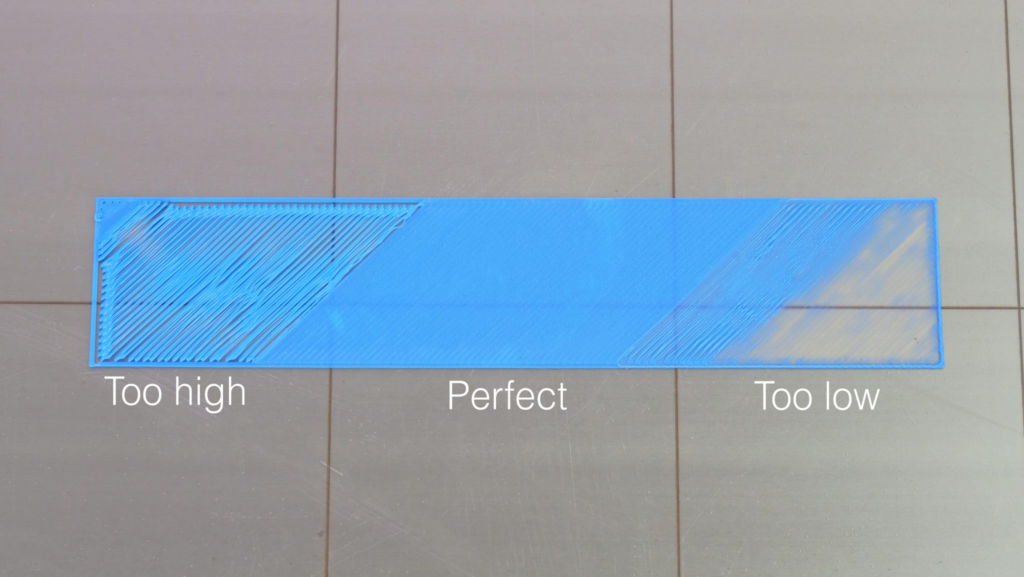
Yatağın mekanik olarak düzgün bir şekilde tesviye edilmesi, nozüle eşit bir mesafe elde etmek için çok önemlidir. Hafif bir düzensizlik bile plastiğin bir alanının çok ince kalmasına ve yapışmamasına, diğer alanın ise sıkışmasına neden olabilir. Ayrıca cam gibi yapı yüzeyleri, ilk katmanın güçlü bir şekilde yapışmasını sağlamak için tutkal veya saç spreyi gibi uygun yapıştırma yöntemlerine ihtiyaç duyar.
Sonuç olarak, sıcaklık, nozul mesafesi ve yatak hazırlığı gibi faktörlerin dengelenmesi, 3D baskı düzeltmelerinde düzgün, eşit ve iyi yapışmış ilk katmanlar elde etmek için çok önemlidir ve çarpıklık, dalgalanma veya delaminasyon gibi sonraki sorunları önler. Biraz ayarlama ile çok güvenilir ve yüksek kaliteli ilk katman sonuçları elde edilebilir.
Yaygın 3D Baskı Çözgü ve İlk Katman Sorunları için Düzeltmeler
Çarpılmayı Önlemek için Ayarlar
Uygun ekstrüder ve yatak sıcaklıkları, baskı soğudukça bükülmeyi önlemek için önemli 3D baskı düzeltmeleridir. Daha düşük baskı hızları da parçaların kademeli olarak soğumasına yardımcı olur. PLA için 205°C ekstrüder sıcaklığı, 60°C yatak ve 40mm/s baskı hızı deneyin.
Yapıştırıcıları Yapı Plakasına Uygulayın
Tutkal çubukları, saç spreyi veya yapışkan levhalar gibi yapıştırıcılar kullanmak, parçaların soğudukça yapı plakalarına daha iyi yapışmasına yardımcı olarak bükülmeyi önler. Her baskıdan önce ince, eşit bir katman uygulayın.
Kaba İlk Katmanlar için Çözümler
Nozülün yataktan doğru uzaklıkta olması için Z ofsetini kalibre edin, genellikle 0,1-0,2 mm. Ayrıca ekstrüzyon akış miktarını da ayarlayın, böylece plastik fazla veya az ekstrüde edilmez, bu da pürüzlü katmanlara neden olur.
Baskı Yatağını Düzleştirin ve Yapı Plakasını Temizleyin
Isıtılmış 3D baskı sabitleme yatağının dört köşesini ve merkezini hassas bir şekilde düzleştirmek için kağıt veya kalınlık mastarları kullanın. Ayrıca zayıf yapışmaya neden olabilecek kalıntıları da temizleyin.
İlk Katman Dalgalanmalarının Önlenmesi
Erken Soğutmadan Kaçının
Yazıcıyı kapatmak veya parçaların etrafına bir kenarlık eklemek, soğutma cereyanlarının yatağa tam olarak yapışmadan önce ilk katmanda dalgalanmalar oluşturmasını önlemeye yardımcı olur.
Tutarlı, Düzgün İlk Katman Sağlayın
Tüm yatak boyunca eşit kalınlıkta plastik sermek için E-adımlarını, akış hızlarını ve yatak tesviyesini kalibre edin. Küçük bir farklılık bile dalgalanmalara neden olur.
İlk Katman Yapışmasının Sağlanması
Yapı Plakasını Temizleyin ve Yapıştırıcıları Kullanın
Her 3D baskı düzeltmesinden önce yağları gidermek için yapı plakalarını izopropil alkol ile silin. İlk katmanın güçlü bir şekilde yapışmasını sağlamak için bir tutkal çubuğu veya saç spreyi uygulayın.
Optimum Yapıştırma için Sıcaklığı ve Hızı Ayarlayın
Doğru yatak/ekstrüder sıcaklığı kombinasyonunun belirlenmesi ve baskı hızının yavaşlatılması yapışmaya yardımcı olur. Bu, başarısız baskılara yol açan zayıf katman yapışmasını önler.
Özetle, kalibre edilmiş ayarlar, eşit katmanlar ve yapıştırıcı kullanımı, çarpıklık, dalgalanma ve fil ayağı gibi yaygın sorunların üstesinden gelmek için güvenilir ilk katman yapışması oluşturur. Biraz ayarlama ile, 3D metal baskı kusursuz ilk katmanlar oluşturabilir.
Mükemmel İlk Katmanlar için Yazıcı Ayarlarını Optimize Etme
3D baskı düzeltmelerinin ilk katmanı tüm modelin temelini oluşturur. Ayarlarda yapılacak küçük değişiklikler pürüzsüz, iyi bağlanmış bir ilk katman elde etmede büyük fark yaratabilir. İşte bazı ipuçları:
Baskı/Yatak Sıcaklıklarını ve Hızlarını Ayarlama
Filamentiniz için doğru sıcaklığı elde etmek çok önemlidir. PLA için 200-210°C baskı sıcaklığı ve 60-65°C yatak genellikle iyi sonuç verir. ABS'nin 230-250°C ve 80-90°C gibi daha yüksek sıcaklıklara ihtiyacı vardır. Çok düşük sıcaklıklar zayıf yapışmaya, çok yüksek sıcaklıklar ise çarpılmaya neden olabilir. İlk katman hızlarının 20 mm/s'ye düşürülmesi yapışmayı iyileştirir.
Birinci Katmana Özel Ayarları Yapılandırma
Birçok yazıcı yalnızca ilk katmanın özelleştirilmesine izin verir. Artırmak gibi ayarlamalar ekstrüzyon genişliği 5-10% ile çizgiler arasında düzgün dolgu sağlar. Hızı 15 mm/s'ye düşürmek, sonraki katmanları eklemeden önce plastiğin sıkıca yapışmasını sağlar. Katman yüksekliğinin 0,05-0,1 mm artırılması da yardımcı olabilir.
Birinci Katman Yardımcılarını Uygulama
Yatağın üzerine ince bir tabaka tutkal çubuğu veya saç spreyi uygulamak plastiğin kolayca yapışacağı bir yüzey sağlar. Modellerin etrafında bir kenarlık kullanmak, eğrilmeyi önleyen bir dış halka ekler. Bir salın etkinleştirilmesi, daha iyi destek için ilk katmanın altına ekstra malzeme bırakır.
Filament Türleri için Ana Teknikler
PLA ile 60°C civarında daha düşük bir yatak sıcaklığı iyi sonuç verir. ABS, kıvrılmayı önlemek için yaklaşık 80 ° C'de daha sıcak bir ısıtmalı yatağa ihtiyaç duyar. 3D baskı TPU'yu düzeltir gibi esnek filamentler, uygun ezme için daha düşük sıcaklıklar ve daha kalın ilk katmanlar gerektirir. Denemeler yapmak, belirli filamentler için en uygun ayarların yapılmasına yardımcı olur. 3D baskı malzemeleri.
Bu ilk katman ayarlarının kalibre edilmesi ve ince ayarlarının yapılması, bir baskıyı zayıf bir ilk yapıştırma deneyiminden tüm modelin başarısını belirleyen veya bozan kusursuz bir ilk katmana dönüştürür. Hassas ayarlamalar için zaman ayırmak mükemmel temeller sağlar.
Sonuç
Mükemmel ilk katmanı elde etmek, başarılı 3D baskı düzeltmeleri sağlamak için çok önemlidir. Ancak doğru ayarları yapmak biraz deneme yanılma gerektirebilir. Bu nedenle sıcaklık, baskı hızı, akış hızı, nozul yüksekliği ve yatak tesviyesi gibi ilk katman kalitesini etkileyen tüm faktörleri anlamak önemlidir. Bu bilgiyle donanmış yazıcılar titizlikle kalibre edilebilir.
Modelin sızma, eğrilme veya delaminasyon gibi sorunlar olmadan katman katman inşa edilebilmesi için ilk katmanın baskı yüzeyine mükemmel yapışması gerekir. Testler farklı filamentlerle yapılmalı ve buna göre sıcaklık ve hızlarda ayarlamalar yapılmalıdır. Gerektiğinde kenarlık, yapıştırıcı veya sal gibi yardımcıların etkinleştirilmesi de işe yarar. Bu ana ayarların biraz ayarlanmasıyla, parametreler kusursuz ilk katmanlar için optimize edilebilir.
İlk katman mükemmelliğinde ustalaşmak zaman alır, ancak ayrılmayan veya bükülmeyen güvenilir baskılar sayesinde kazanç sağlar. Titiz bir kalibrasyonla temelleri doğru atmak, sonraki sorunları ortadan kaldırır. 3D baskı takımları Meraklılar, başarı oranlarında ve genel olarak parça kalitesinde büyük gelişmelere tanık olmak için bu ince ayarlara odaklanmalıdır. Ayar optimizasyonu için gereken sabırla mükemmel ilk katmanlar mümkündür.
SSS
S: Yatağımı ne zaman düzleştirmeliyim?
C: Yatak her baskıdan önce ve her ayarlandığında veya kaldırıldığında düzleştirilmelidir. Kötü tesviye katman sorunlarına neden olur.
S: Nozul ne kadar yakın olmalıdır?
C: Yataktan yaklaşık 0,1-0,2 mm uzakta olmak çoğu malzeme için genellikle en uygun noktadır. Çok yakın veya uzak olması kaliteyi düşürecektir.
S: PLA için en iyi sıcaklık nedir?
C: Çoğu PLA filamenti, 50-60°C yatak ile 180-210°C arasında iyi baskı yapar. Farklı renkler veya markalar için küçük varyasyonlar işe yarar.
S: Cam üzerindeki emme sesini nasıl azaltabilirim?
C: Çok ince bir yapıştırıcı tabakası uygulayın veya dokulu yapı levhalarına geçin, hızları yavaşlatın ve emiş olmadan daha iyi yapışma için kenarları veya salları etkinleştirin.