Vai al contenuto
Vai al contenuto 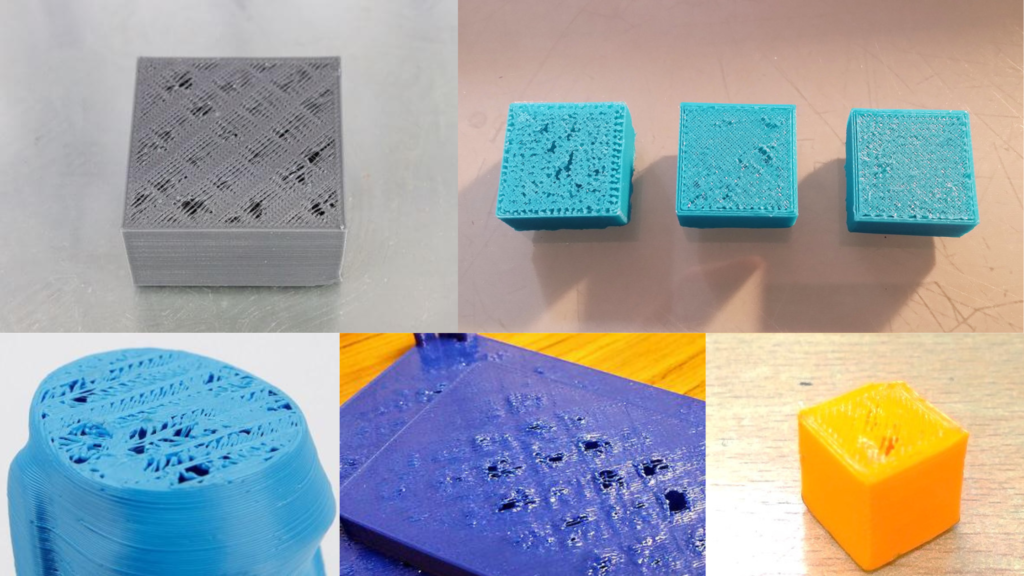
La stampa 3D è una tecnologia incredibile, ma anche le migliori stampanti possono trovarsi di fronte a problemi come lo spostamento dei livelli, la deformazione e i fallimenti di stampa inaspettati. Questi problemi possono essere frustranti, soprattutto quando si lavora su un progetto critico. Fortunatamente, con le tecniche giuste e i metodi di risoluzione dei problemi, può affrontare questi problemi e ottenere stampe di alta qualità in modo costante. In questa guida, esploreremo consigli pratici e soluzioni per aiutarla a risolvere i più comuni problemi di stampa 3D, assicurando risultati uniformi, precisi e affidabili ogni volta.
Fissazione della stampa 3D: Risolvere lo spostamento dei livelli, la deformazione e i difetti di stampa
Il fissaggio della stampa 3D è emerso come uno strumento essenziale utilizzato nell'industria manifatturiera, dove designer e ingegneri lo utilizzano per la progettazione di prodotti e la produzione di articoli molto dettagliati. Tuttavia, è importante riconoscere che Stampa 3D i lavori non vanno sempre lisci e possono emergere problemi che portano a stampe di bassa qualità o addirittura al fallimento della stampa. Le sfide più tipiche che si presentano sono il layer shift, una situazione in cui gli strati della stampa non sono allineati correttamente, il warping, che si verifica quando la parte stampata si torce e diventa malformata o deformata, e il fallimento della stampa in tutte le sue forme.
Ciononostante, nel combattere i diversi problemi di stampa 3D, è sempre fondamentale cercare le cause alla radice del problema e applicare i rimedi giusti per ottenere un risultato coerente nella maggior parte dei casi. L'obiettivo principale di questo articolo è fornire istruzioni pratiche su come affrontare diversi problemi di stampa comuni tra gli utenti della stampa 3D. Verranno illustrate anche le cause e i rimedi per lo spostamento degli strati, la deformazione e altri guasti. Conterrà anche raccomandazioni sulla diagnostica dei problemi e sulle fasi sistematiche per la loro risoluzione. Se utilizzata in modo appropriato, è possibile realizzare pezzi di alta qualità con una stampante 3D, con tassi di fallimento del primo pezzo molto bassi.
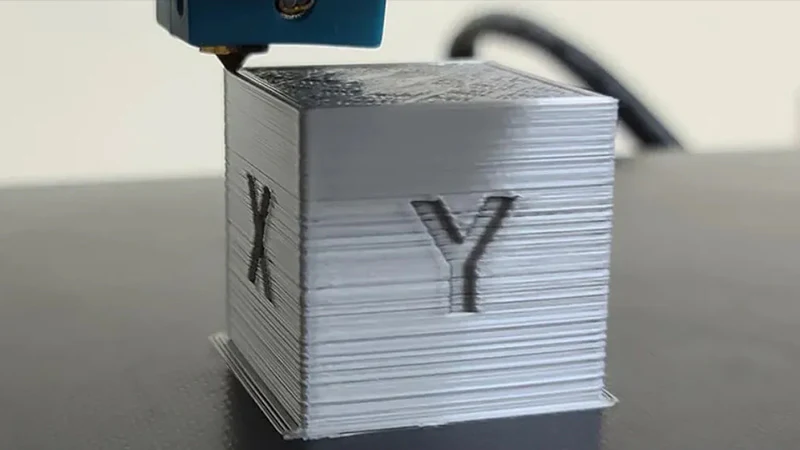
Spostamento dei livelli
Lo spostamento dei livelli si riferisce al disallineamento degli strati quando vengono depositati uno per uno durante il processo di fissaggio della stampa 3D. Idealmente, ogni nuovo strato dovrebbe essere posizionato con precisione sopra lo strato precedente. Tuttavia, gli spostamenti nel posizionamento orizzontale possono causare uno spostamento laterale degli strati, con conseguenti imperfezioni e una qualità di stampa inferiore.
Tra le cause più comuni dello spostamento degli strati ci sono le cinghie o gli ingranaggi che si sono allentati o usurati nel tempo. Quando la stampante muove il letto di stampa o il gruppo estrusore verso l'alto e verso il basso per stampare gli strati successivi, i componenti usurati o allentati possono causare movimenti incoerenti tra gli strati. Un'altra possibile causa è l'eccesso di vibrazioni durante la stampa. Se le vibrazioni sono stampa 3D batterica è posizionato su una superficie traballante o vicino a un macchinario vibrante, queste vibrazioni superficiali possono trasmettersi alle parti in movimento e causare lo spostamento degli strati.
La preparazione e il livellamento improprio della piastra di costruzione è un altro problema che può portare allo spostamento degli strati. Se la superficie di stampa presenta protuberanze o imperfezioni, non è in grado di fornire un contatto costante a cui ogni strato possa aderire saldamente. Questo può causare lo slittamento degli strati. Anche le piastre di costruzione riscaldate che si sono deformate possono causare lo spostamento. Per risolvere il problema dello spostamento degli strati, occorre innanzitutto controllare le condizioni delle cinghie di trasmissione e degli ingranaggi della stampante e stringerli o sostituirli se sono allentati o usurati. Le vibrazioni possono essere ridotte utilizzando dei piedini in gomma sotto la stampante o isolandola da altre apparecchiature. È importante anche garantire una superficie di stampa liscia e piana. L'aggiunta di uno strato di build tack o di colla al piatto favorisce l'adesione.
Gli stabilizzatori meccanici per parti specifiche possono aiutare a sopprimere le vibrazioni. Il fissaggio della stampa 3D con un bordo intorno alle parti aumenta l'area di contatto superficiale per una migliore adesione tra gli strati. Per la risoluzione dei problemi, esaminare i singoli strati stampati al microscopio per individuare eventuali aree spostate. Eseguire un test La stampa 3D nella prototipazione con diverse tensioni del nastro per vedere se lo spostamento si riduce. Anche modificare le impostazioni della stampante, come le velocità di movimento, può aiutare a ridurre le vibrazioni che causano lo spostamento. Con un po' di sperimentazione, è possibile identificare e correggere la causa principale dello spostamento del layer.
La stampa 3D si deforma:
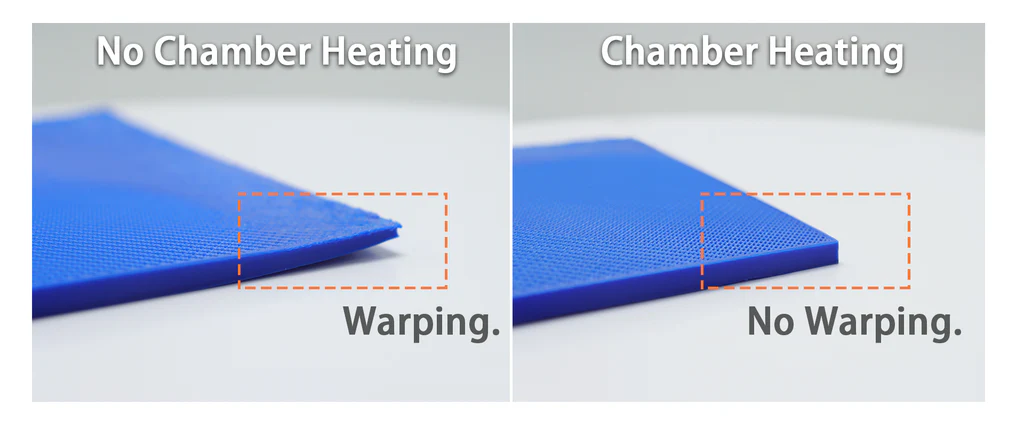
La deformazione si verifica quando alcune parti di un pezzo di fissaggio per la stampa 3D si arricciano o si distorcono dalla forma piatta o cuboidale prevista. Ciò avviene a causa di forze non uniformi che agiscono sulla plastica mentre si raffredda dopo l'estrusione. Le materie plastiche si restringono quando si raffreddano dallo stato fuso a quello solido, ma se le diverse regioni si raffreddano a velocità diverse, si verificano cambiamenti dimensionali non uniformi in tutta la parte, che si manifestano come arricciamento o torsione.
Ci sono alcuni fattori chiave che influenzano la tendenza alla deformazione. La temperatura ambiente gioca un ruolo importante: le temperature più elevate consentono un tempo minore per un raffreddamento uniforme. Alcune materie plastiche, come l'ABS, sono anche più inclini alla deformazione rispetto a PLA. La stampa in un involucro con controllo della temperatura può aiutare a regolare l'ambiente.
La deformazione deriva anche da un raffreddamento non uniforme tra l'esterno e l'interno di ogni strato di fissaggio della stampa 3D. L'esterno si solidifica rapidamente al momento dell'estrusione, mentre le aree interne impiegano più tempo a raffreddarsi una volta incapsulate. Questo porta a sollecitazioni a metà strato. Alcune strategie per contrastare questo fenomeno includono l'aggiunta di una zattera o di un bordo che aumenta l'area della superficie di base e utilizzo della stampa 3D ad una temperatura elevata del letto per rallentare il raffreddamento dello strato esterno.
Per prima cosa, ispezioni le dimensioni e i bordi delle stampe completate per verificare che non vi siano piegature. Provi soluzioni semplici come l'attivazione di una zattera o l'aggiunta di un bordo nelle impostazioni dello slicer. Rallentare la velocità di stampa può consentire un raffreddamento più graduale. Chiudere la stampante mantiene una temperatura uniforme. Regolare la temperatura del letto con piccoli incrementi fino a raggiungere il profilo di temperatura ideale aiuta anche a minimizzare la deformazione. Può anche provare materiali diversi adatti al suo clima. Con un'adeguata messa a punto delle impostazioni e dell'ambiente, è possibile far sì che il fissaggio della stampa 3D mantenga le forme previste.
Fallimenti di stampa:
Le stampe 3D sono talvolta inficiate da difetti e guasti che impediscono il completamento con successo. Alcuni tipi comuni includono parti staccate, filamenti o trasudazioni, scorrimento termico e ugelli bloccati. Le parti staccate si verificano quando gli strati o i perimetri non aderiscono correttamente, causando la separazione delle parti. Stampa 3D del metallo. Ciò potrebbe essere dovuto ad una scarsa adesione del letto, a sporgenze troppo elevate o a problemi di raffreddamento. Assicurare un letto pulito e livellato e utilizzare adesivi può aiutare. Anche rallentare la velocità di fissaggio della stampa 3D o aggiungere strutture di supporto sotto le sporgenze può porre rimedio a questo problema.
La filatura è il filamento estruso indesiderato che collega le parti invece di avere una separazione netta. Deriva dall'eccesso di trasudamento del filamento durante la retrazione. La riduzione delle temperature, l'aumento della distanza/velocità di retrazione e l'asciugatura del filamento possono ridurre al minimo il filamento.
Lo scorrimento termico comporta l'ammorbidimento e il ritorno strisciante del filamento nell'ugello, quando il calore risale il gruppo dell'estrusore. Questo provoca un inceppamento e un flusso incoerente. Il miglioramento del raffreddamento, l'isolamento degli hotend e il mantenimento delle temperature corrette sono la soluzione al problema dello scorrimento termico.
I blocchi degli ugelli sono una causa comune di guasti e si presentano come un'estrusione incoerente, strati graffiati o perdita dell'innesco. Si verificano a causa dell'accumulo di detriti all'interno dell'hotend. La pulizia regolare degli hotend è utile. Si consiglia anche di verificare la presenza di raccordi usurati o di tubi in PTFE danneggiati che impediscono una corretta tenuta. La sostituzione dell'ugello risolve i blocchi più gravi.
Un'ispezione accurata delle stampe fallite è importante per individuare la causa principale. Iniziare con la risoluzione di problemi semplici come il livellamento dei letti, l'asciugatura del filamento o il serraggio delle cinghie. Se i problemi persistono, si passa gradualmente al controllo delle temperature, delle velocità e dei componenti dell'estrusore. Documentare le fasi aiuta a risolvere metodicamente i problemi di fissaggio della stampa 3D. Con la pratica, l'analisi dei guasti diventa più facile.
Problemi con il filamento:
La scelta del filamento e la sua manipolazione possono avere un impatto significativo sul processo di fissaggio della stampa 3D e sulla qualità del prodotto. Stampante 3D. I problemi più comuni derivano da danni, assorbimento di umidità e contaminanti nel filamento.
È importante ispezionare attentamente i filamenti per individuare eventuali crepe, bolle o deformazioni prima di caricarli. I filamenti rotti o aggrovigliati possono inceppare il fissaggio della stampa 3D. Tenga le bobine sigillate quando non le usa, per evitare di raccogliere polvere e umidità. La maggior parte dei filamenti, come il PLA e l'ABS, sono igroscopici e assorbono l'umidità ambientale nel corso del tempo, il che influisce sulle prestazioni di stampa. L'umidità intrappolata all'interno può causare crepitii e bolle durante l'estrusione. Inoltre, ostacola il corretto legame tra gli strati. Conservare il filamento in un ambiente a bassa umidità e asciugare le bobine bagnate aiuta. Per il PLA, un disidratatore alimentare all-in-one a 50-60°C per 4-6 ore è adeguato.
Il filamento contaminato, contenente sporcizia, fibre di vetro o altre particelle estranee, intasa gli ugelli e spacca gli ingranaggi. È consigliabile lavare accuratamente il filamento nuovo per rimuovere eventuali contaminanti di produzione prima dell'uso iniziale. Anche l'utilizzo di filamenti di un produttore affidabile riduce questo rischio.
Variazioni nel diametro del filamento oltre la tolleranza nominale possono causare problemi di sottoestrusione o di inceppamento. Il filamento di marca scadente ha maggiori probabilità di variare. Misurare il diametro e passare a prodotti alternativi aiuta. Manipolazione e qualità adeguate Materiali per la stampa 3D consentono di ottenere stampe costanti e senza problemi. L'adozione di precauzioni di base per la conservazione del filamento, il lavaggio e il controllo dell'umidità sono molto utili.
Impostazioni software:
Il software di fissaggio della stampa 3D consente agli utenti di regolare con precisione varie impostazioni che controllano il processo di stampa e la qualità complessiva. Mentre i profili predefiniti sono adeguati per la maggior parte delle stampe di base, le regolazioni manuali consentono di risolvere i problemi. Tuttavia, apportare troppe modifiche contemporaneamente rende difficile la risoluzione dei problemi.
Le impostazioni della temperatura dell'ugello e del letto devono essere ottimizzate per il materiale utilizzato. Temperature di stampa troppo basse possono causare un incollaggio insufficiente o una deformazione, mentre temperature troppo alte causano un overflow e una diminuzione della resistenza. L'altezza dello strato, lo spessore della parete e la percentuale di riempimento determinano la densità e la resistenza. Le impostazioni della velocità hanno un impatto sul tempo di stampa e sui compromessi di qualità.
La stampa 3D a fissaggio troppo veloce stressa i motori e riduce la precisione, mentre le stampe lente sono poco efficienti in termini di tempo. La velocità iniziale dello strato assicura una solida adesione al letto. Le impostazioni di retrazione tirano indietro il filamento quando si muove per ridurre le stringhe. Una retrazione eccessiva causa una sottoestrusione, mentre una retrazione troppo bassa lascia del materiale in eccesso. Per trovare la distanza e la velocità equilibrate occorre fare delle prove. Le impostazioni di supporto aggiungono automaticamente strutture sotto sporgenze per stampe stabili. Abilitando i supporti, si evitano gli errori di distacco.
È meglio iniziare con i profili predefiniti e poi modificare gradualmente un parametro alla volta attraverso stampe di prova. Prenda nota delle osservazioni dopo ogni modifica e ritocchi le impostazioni se emergono problemi. Con il tempo, si può ottenere un profilo personalizzato ottimale per diversi modelli. Documentare il processo di apprendimento attraverso le impostazioni e i risultati risolve sistematicamente i problemi specifici del filamento e della macchina.
Conclusione:
Questa guida ha delineato alcuni dei problemi di fissaggio della stampa 3D più comuni: spostamento degli strati, deformazione e varie modalità di guasto durante il processo. Comprendendo le cause principali di questi problemi e applicando le tecniche di risoluzione dei problemi pertinenti, gli utenti possono ridurre al minimo i difetti di fissaggio della stampa 3D e ottenere il massimo dalle loro macchine. È importante adottare un approccio sistematico, partendo da soluzioni semplici come il livellamento, il serraggio delle cinghie o l'asciugatura del filamento, prima di ispezionare i fattori più complessi.
Una manutenzione regolare, come la pulizia e la sostituzione delle parti usurate, garantisce anche un funzionamento costante. Con un po' di sperimentazione, si possono sviluppare profili e impostazioni di temperatura ottimali per le singole combinazioni stampante-filamento. La registrazione delle osservazioni aiuta a perfezionare il processo su più Correzioni alla stampa 3D. L'adozione delle migliori pratiche di gestione dei filamenti, dei controlli ambientali e delle impostazioni del software aiuta a massimizzare la produttività della stampa 3D.
Domande frequenti:
D: Come posso evitare lo spostamento e la deformazione dei livelli fin dall'inizio?
R: Si assicuri di livellare accuratamente la sua piastra di costruzione e di utilizzare un adesivo o un'impostazione di zattera/tela che garantisca una migliore adesione. Inoltre, chiuda la stampante o stampi in un'area stabile e lontana da correnti d'aria.
D: Qual è il modo più semplice per risolvere più problemi?
R: Inizi a stampare utilizzando le impostazioni predefinite per isolare i problemi hardware. Quindi apporti una modifica alla volta, notando se provoca/risolve il problema. Si rivolga anche al produttore del fissaggio della stampa 3D per gli aggiornamenti del firmware.
D: Gli ugelli sporchi possono causare altri problemi oltre ai blocchi?
R: Sì, un ugello parzialmente intasato può causare incongruenze come la sottoestrusione o la scarsa adesione dello strato. È meglio pulire regolarmente gli ugelli, soprattutto quando si cambia tipo di filamento.
D: Per quanto tempo il filamento deve essere asciugato?
R: La maggior parte dei filamenti necessita di 4-6 ore in un disidratatore per alimenti a 50-60°C. Il PLA ne ha bisogno solo quando è visibilmente umido - l'ABS/PETG trae beneficio dall'essiccazione ogni volta.
D: C'è un modo per capire se il filamento è bagnato senza un'attrezzatura specializzata?
R: Senta se il filamento è appiccicoso o abiliti il sensore di carico della stampante per rilevare il crepitio durante l'estrusione, entrambi segni che l'umidità potrebbe essere un problema.