Vai al contenuto
Vai al contenuto 
Impari a ottimizzare le impostazioni della stampante, come la temperatura, la velocità, il livellamento del letto e altro ancora, per garantire strati iniziali sempre impeccabili. I consigli degli esperti sulla calibrazione per i diversi materiali, i problemi più comuni e i trucchi come i bordi e gli adesivi. Padroneggiare la stampa 3D corregge il livello più importante per avere successo e alta qualità. Stampa 3D.
Per stampare con successo quella fase di avvio impeccabile, è necessario capire come fattori chiave come la temperatura, la velocità, il livellamento del letto e la scelta del materiale influenzino la qualità del primo strato steso. Questo articolo esplorerà in modo approfondito queste impostazioni e variabili critiche. I lettori impareranno le tecniche di calibrazione per appianare qualsiasi irregolarità o imperfezione. Con le opportune ottimizzazioni qui trattate, gli utenti possono garantire fondamenta lisce e affidabili per tutti i loro pezzi fissi di stampa 3D.
Cause dei problemi di deformazione della stampa 3D e del primo strato
Problemi di temperatura del letto
Letto troppo freddo
Se la temperatura del letto è troppo bassa durante lo strato iniziale di fissazione della stampa 3D, la plastica non aderirà correttamente al letto. Una temperatura del letto di almeno 10°C inferiore al punto di fusione del filamento aiuta ad aderire senza problemi. Per il PLA, in genere si consiglia una temperatura del letto di 60°C. Per l'ABS, una temperatura del letto più alta, intorno agli 80°C, è la migliore.
Letto troppo caldo
D'altra parte, una temperatura del letto troppo alta può causare altri problemi come deformazioni, cadute o effetto zampa di elefante. Questo perché la plastica diventa troppo fusa e si spande più del previsto. È importante bilanciare la temperatura del letto per ottenere la giusta adesione senza un eccesso di diffusione.
Problemi di temperatura del filamento
Stampa troppo fredda
Se la temperatura dell'estrusore che stampa lo strato iniziale è troppo bassa, la plastica potrebbe non fondersi completamente e fuoriuscire in modo fluido e uniforme. Ciò comporta una scarsa adesione dello strato, increspature o punti mancanti nello strato. In generale prototipazione PLA stampa meglio a 185-210°C e l'ABS a 210-240°C per un buon incollaggio degli strati.
Stampa troppo calda
Come nel caso del letto, una temperatura dell'estrusore troppo alta può causare un eccesso di trasudamento o caduta della plastica. Questo rende difficile per l'ugello depositare linee pulite e nitide. Può anche causare la deformazione della plastica quando si raffredda, se non le viene concesso il tempo sufficiente per solidificarsi lentamente dopo la deposizione.
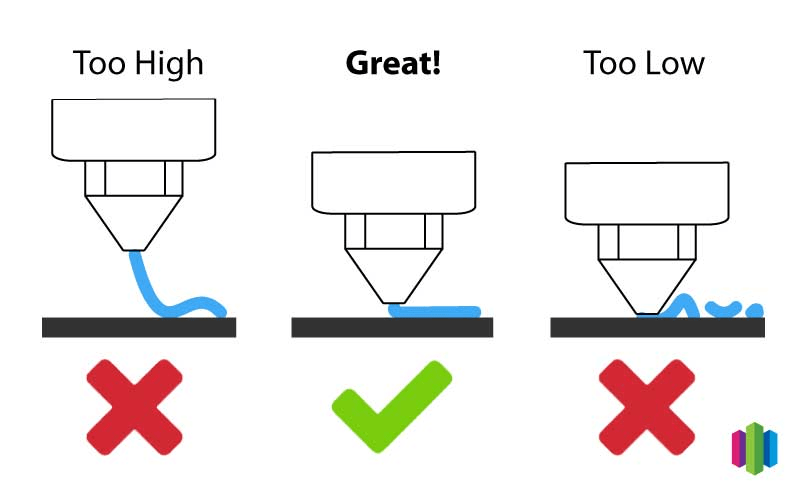
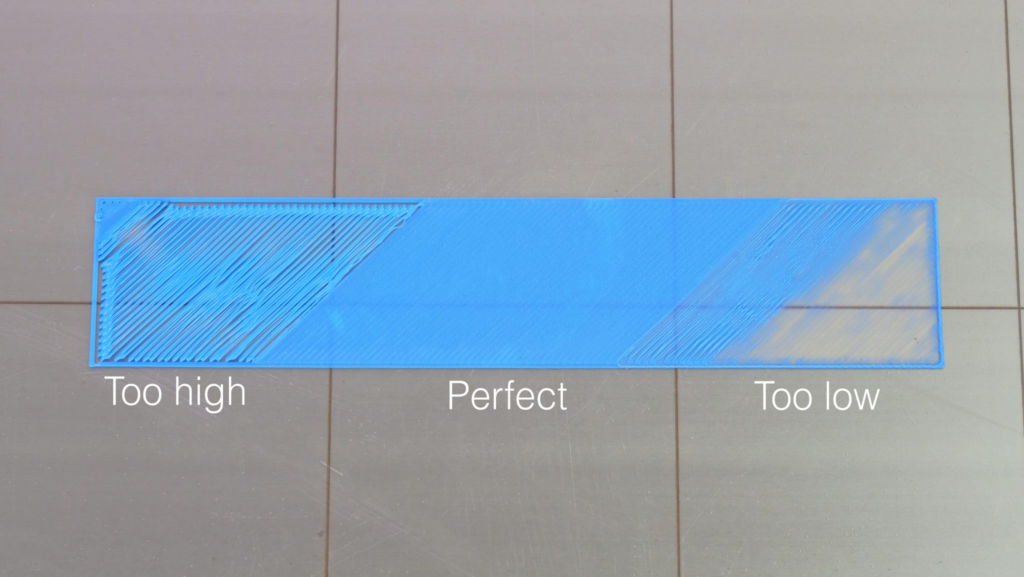
Ugello troppo vicino al letto
Se l'ugello è troppo vicino alla superficie di stampa, può spremere troppa plastica e farla raschiare in modo irregolare invece di stendere uno strato uniforme. Ciò si traduce in una scarsa adesione o in una plastica strappata. In genere, una distanza di 0,1-0,2 mm è la migliore per il primo strato.
Scarso livellamento/adesione del letto
Un corretto livellamento meccanico del letto è fondamentale per ottenere una distanza uniforme dall'ugello. Anche una leggera irregolarità può far sì che un'area di plastica sia troppo sottile e non aderisca, mentre un'altra area viene spremuta. Anche le superfici di costruzione come il vetro necessitano di metodi di adesione adeguati, come la colla o la lacca per capelli, per ottenere un'adesione forte del primo strato.
In conclusione, il bilanciamento di fattori come la temperatura, la distanza degli ugelli e la preparazione del letto è fondamentale per ottenere strati iniziali lisci, uniformi e ben aderenti nelle correzioni di stampa 3D, per evitare problemi a valle come deformazioni, increspature o delaminazioni. Con una certa messa a punto si possono ottenere risultati di primo strato molto affidabili e di alta qualità.
Soluzioni per i comuni problemi di deformazione della stampa 3D e del primo strato
Impostazioni per prevenire la deformazione
Le temperature corrette dell'estrusore e del letto di stampa sono soluzioni fondamentali per la stampa 3D, per evitare la deformazione quando la stampa si raffredda. Anche le velocità di stampa più basse aiutano le parti a raffreddarsi gradualmente. Per il PLA, provi una temperatura dell'estrusore di 205°C, il letto di 60°C e una velocità di stampa di 40 mm/s.
Applichi gli adesivi alla piastra di costruzione
L'uso di adesivi come la colla stick, la lacca per capelli o i fogli adesivi aiuta le parti ad aderire meglio alle piastre di costruzione quando si raffreddano, per evitare deformazioni. Applichi uno strato sottile e uniforme prima di ogni stampa.
Soluzioni per primi strati ruvidi
Calibri l'offset Z in modo che l'ugello sia alla giusta distanza dal letto, di solito 0,1-0,2 mm. Regola anche la quantità di flusso di estrusione, in modo che la plastica non venga sovra o sotto-estrusa, causando strati ruvidi.
Livellare il letto di stampa e pulire la piastra di costruzione
Utilizzi carta o spessimetri per livellare con precisione i quattro angoli e il centro del letto fisso riscaldato per la stampa 3D. Pulisca anche eventuali detriti che possono causare una scarsa adesione.
Prevenire le increspature del primo strato
Evitare il raffreddamento prematuro
Chiudere la stampante o aggiungere una tesa intorno alle parti aiuta a evitare che le correnti d'aria di raffreddamento formino increspature nel primo strato prima che si leghi completamente al letto.
Assicurare un primo strato coerente e livellato
Calibrare i gradini E, le portate e il livellamento del letto per stendere uno spessore uniforme di plastica su tutto il letto. Anche una leggera variazione provoca increspature.
Ottenere l'adesione del primo strato
Pulisca la piastra di costruzione e usi gli adesivi
Pulisca le piastre di costruzione con alcol isopropilico per rimuovere gli oli prima di ogni correzione di stampa 3D. Applichi una colla stick o una lacca per capelli per ottenere un forte legame con lo strato iniziale.
Regoli la temperatura, la velocità per un incollaggio ottimale
Determinare la giusta combinazione di temperatura del letto/estrusore e rallentare la velocità di stampa favorisce l'adesione. In questo modo si evita che una scarsa adesione degli strati porti a stampe non riuscite.
In sintesi, le impostazioni calibrate, gli strati uniformi e l'uso di adesivi creano un'adesione affidabile del primo strato per superare problemi comuni come deformazioni, increspature e zampe d'elefante. Con un po' di messa a punto, Stampa 3D del metallo può produrre primi strati impeccabili.
Ottimizzazione delle impostazioni della stampante per primi strati perfetti
Il primo strato di una stampa 3D fissa le fondamenta dell'intero modello. Piccole modifiche alle impostazioni possono fare una grande differenza per ottenere uno strato iniziale liscio e ben incollato. Ecco alcuni suggerimenti:
Regola le temperature e le velocità di stampa e del letto
La temperatura giusta per il suo filamento è fondamentale. Per il PLA, una temperatura di stampa di 200-210°C e un letto di 60-65°C in genere funzionano bene. L'ABS ha bisogno di temperature più elevate, 230-250°C e 80-90°C. Una temperatura troppo bassa può causare una scarsa adesione, mentre una temperatura troppo alta può causare deformazioni. La riduzione della velocità del primo strato a 20 mm/s migliora l'adesione.
Configurare le impostazioni specifiche del primo livello
Molte stampanti consentono di personalizzare solo il primo livello. Regolazioni come l'aumento larghezza di estrusione da 5-10% assicura un riempimento adeguato tra le linee. Riducendo la velocità a 15 mm/s, la plastica si lega saldamente prima di aggiungere gli strati successivi. Anche l'aumento dell'altezza dello strato di 0,05-0,1 mm può essere utile.
Implementare gli aiutanti del primo livello
Applicando un sottile strato di colla stick o di lacca per capelli sul letto, si ottiene una superficie su cui la plastica si attacca facilmente. L'utilizzo di un bordo intorno ai modelli aggiunge un anello esterno che impedisce la deformazione. L'applicazione di una zattera consente di aggiungere materiale al di sotto del primo strato per un migliore sostegno.
Tecniche Master per i tipi di filamento
Con il PLA, una temperatura del letto più bassa, intorno ai 60°C, funziona bene. L'ABS ha bisogno di un letto più caldo, a circa 80°C, per evitare l'arricciamento. I filamenti flessibili, come i fissaggi per la stampa 3D TPU, richiedono temperature più basse e primi strati più spessi per ottenere un'adeguata compressione. Sperimentare aiuta a definire le impostazioni ottimali per un determinato Materiali per la stampa 3D.
La calibrazione e la messa a punto di queste impostazioni del primo strato trasformano una stampa da un'esperienza di incollaggio iniziale scadente a un primo strato impeccabile che determina il successo dell'intero modello. Dedicare del tempo a regolazioni precise assicura fondamenta perfette.
Conclusione
Ottenere il primo strato perfetto è fondamentale per garantire il successo della stampa 3D. Tuttavia, per ottenere le impostazioni giuste possono essere necessari alcuni tentativi ed errori. Ecco perché è importante comprendere tutti i fattori che influenzano la qualità dello strato iniziale, come la temperatura, la velocità di stampa, la portata, l'altezza dell'ugello e il livellamento del letto. Armati di queste conoscenze, le stampanti possono essere calibrate meticolosamente.
Il primo strato deve avere un'adesione eccellente alla superficie di stampa, in modo che il modello possa essere costruito strato per strato senza che si verifichino problemi come la trasudazione, la deformazione o la delaminazione. Si dovrebbero fare dei test con filamenti diversi e regolare di conseguenza la temperatura e la velocità. Inoltre, è utile avere a disposizione degli aiutanti, come i bordi, la colla o le zattere, da attivare quando necessario. Con una certa messa a punto di queste impostazioni principali, i parametri possono essere ottimizzati per ottenere primi strati impeccabili.
La padronanza della perfezione del primo strato richiede tempo, ma produce dividendi grazie a stampe affidabili che non si staccano o si deformano. Ottenere le giuste fondamenta attraverso una calibrazione meticolosa elimina i problemi a valle. Utensili per la stampa 3D Gli appassionati dovrebbero fare di queste modifiche un'area di attenzione per assistere a enormi miglioramenti nei tassi di successo e nella qualità generale dei pezzi. I primi strati perfetti sono possibili con la pazienza necessaria per l'ottimizzazione delle impostazioni.
Domande frequenti
D: Quando devo livellare il mio letto?
R: Il letto deve essere livellato prima di ogni stampa e ogni volta che viene regolato o rimosso. Un cattivo livellamento causa problemi di stratificazione.
D: Quanto deve essere vicino l'ugello?
R: Circa 0,1-0,2 mm dal letto è di solito il punto giusto per la maggior parte dei materiali. Una distanza troppo ravvicinata o troppo lontana peggiora la qualità.
D: Qual è la temperatura migliore per il PLA?
R: La maggior parte dei filamenti PLA stampano bene tra 180-210°C con un letto di 50-60°C. Piccole variazioni funzionano per i diversi colori o marchi.
D: Come posso ridurre il rumore di aspirazione sul vetro?
R: Applichi uno strato molto sottile di adesivo o passi a fogli di costruzione strutturati, rallenti la velocità e abiliti i bordi o le zattere per una migliore adesione senza aspirazione.