Loncat ke konten
Loncat ke konten 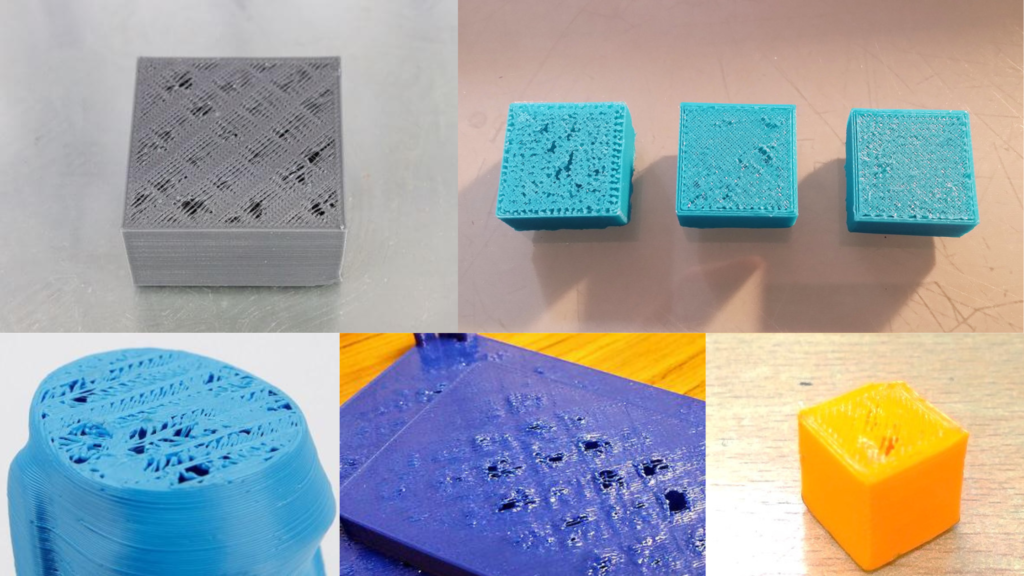
Perbaikan Pencetakan 3D adalah teknologi yang luar biasa, tetapi bahkan printer terbaik pun dapat menghadapi tantangan seperti pergeseran lapisan, lengkungan, dan kegagalan cetak yang tidak terduga. Masalah-masalah ini bisa membuat frustrasi, khususnya apabila Anda sedang mengerjakan proyek penting. Untungnya, dengan teknik dan metode pemecahan masalah yang tepat, Anda bisa mengatasi semua masalah ini dan menghasilkan cetakan berkualitas tinggi secara konsisten. Dalam panduan ini, kami akan menjelajahi saran dan solusi praktis untuk membantu Anda memperbaiki masalah umum dalam Pencetakan 3D, memastikan hasil yang mulus, tepat dan dapat diandalkan setiap saat.
Perbaikan Pencetakan 3D: Mengatasi Pergeseran Lapisan, Pembengkokan, dan Kegagalan Cetak
Perbaikan pencetakan 3D telah muncul sebagai alat penting yang digunakan dalam industri manufaktur di mana para perancang dan insinyur menggunakannya dalam desain produk dan pembuatan barang yang sangat detail. Namun, penting untuk mengenali bahwa Pencetakan 3D pekerjaan tidak selalu berjalan mulus dan masalah dapat muncul yang menyebabkan hasil cetak berkualitas rendah atau bahkan kegagalan cetak. Tantangan paling umum yang muncul adalah pergeseran lapisan, suatu situasi di mana lapisan-lapisan cetakan tidak sejajar dengan benar, melengkung, yaitu, ketika bagian yang dicetak melintir dan menjadi cacat atau berubah bentuk, dan kegagalan cetak dalam segala bentuknya.
Meskipun demikian, dalam mengatasi berbagai masalah pencetakan 3D yang berbeda, kuncinya adalah selalu mencari akar penyebab masalah dan menerapkan solusi yang tepat untuk mendapatkan hasil yang konsisten hampir sepanjang waktu. Tujuan utama artikel ini adalah memberikan petunjuk praktis tentang cara mengatasi sejumlah masalah cetak yang umum terjadi di antara para pengguna pencetakan 3D. Penyebab dan solusi untuk pergeseran lapisan, lengkungan dan kegagalan lainnya juga akan diilustrasikan. Artikel ini juga akan memuat rekomendasi mengenai diagnosis masalah dan langkah-langkah sistematis untuk pemecahan masalah. Apabila digunakan secara tepat, dimungkinkan untuk membuat komponen berkualitas tinggi dari printer 3D dengan tingkat kegagalan komponen pertama yang sangat rendah.
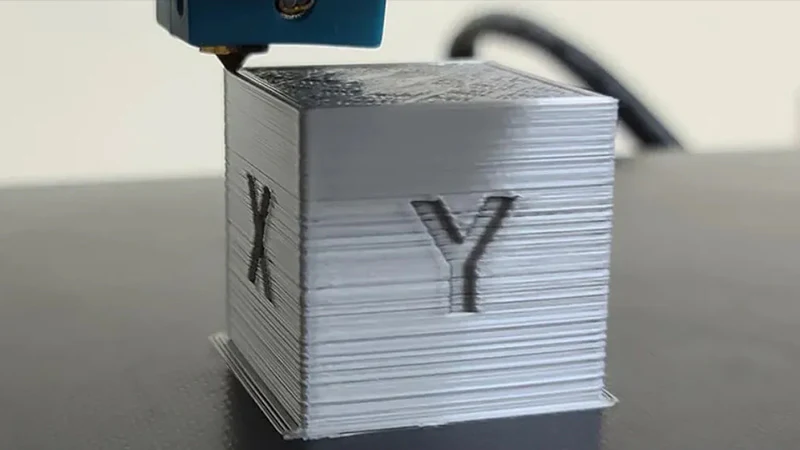
Pergeseran lapisan
Pergeseran lapisan mengacu ke ketidaksejajaran lapisan saat lapisan tersebut ditempatkan satu per satu selama proses pemasangan pencetakan 3D. Idealnya, setiap lapisan baru harus diposisikan secara tepat di atas lapisan sebelumnya. Namun demikian, pergeseran posisi horizontal dapat menyebabkan lapisan bergeser secara lateral, sehingga menghasilkan ketidaksempurnaan dan kualitas cetakan yang lebih buruk.
Beberapa penyebab umum pergeseran lapisan, termasuk sabuk atau roda gigi yang sudah longgar atau aus dari waktu ke waktu. Sewaktu printer menggerakkan print bed atau rakitan extruder ke atas dan ke bawah untuk mencetak lapisan yang berurutan, komponen yang aus atau longgar dapat mengakibatkan pergerakan yang tidak konsisten di antara lapisan. Penyebab lain yang mungkin terjadi adalah getaran berlebih selama pencetakan. Jika pencetakan 3D bakteri diletakkan di atas permukaan yang goyah atau di dekat mesin yang bergetar, getaran permukaan ini dapat meneruskannya ke bagian yang bergerak dan menyebabkan lapisan-lapisan bergeser.
Persiapan dan perataan build plate yang tidak tepat, adalah masalah lain yang dapat menyebabkan pergeseran lapisan. Jika permukaan pencetakan memiliki tonjolan atau ketidaksempurnaan, ini tidak dapat memberikan kontak yang konsisten untuk setiap lapisan agar melekat secara kuat. Hal ini dapat menyebabkan lapisan tergelincir. Pelat rakitan yang dipanaskan dan melengkung, juga dapat menyebabkan pergeseran. Untuk mengatasi pergeseran lapisan, pertama-tama, kita harus memeriksa kondisi sabuk dan roda gigi penggerak pada printer, kemudian mengencangkan atau menggantinya jika longgar atau aus. Getaran dapat dikurangi dengan menggunakan kaki karet di bawah printer atau mengisolasinya dari peralatan lain. Memastikan permukaan pencetakan yang mulus dan rata, juga penting. Menambahkan lapisan perekat atau lem pada pelat akan membantu perekatan.
Penstabil mekanis untuk komponen tertentu dapat membantu menekan getaran. Pemasangan pencetakan 3D dengan pinggiran di sekeliling komponen, meningkatkan area kontak permukaan untuk perekatan yang lebih baik di antara berbagai lapisan. Untuk pemecahan masalah, periksa setiap lapisan cetakan di bawah mikroskop untuk menemukan area yang bergeser. Lakukan pengujian Pencetakan 3D dalam pembuatan prototipe dengan ketegangan sabuk yang berbeda-beda untuk mengetahui, apakah pergeseran dapat dikurangi. Menyetel pengaturan printer, seperti kecepatan gerakan, juga dapat membantu meminimalkan getaran yang menyebabkan pergeseran. Dengan beberapa eksperimen, akar penyebab pergeseran lapisan dapat diidentifikasi dan diperbaiki.
Cetak 3D Melengkung:
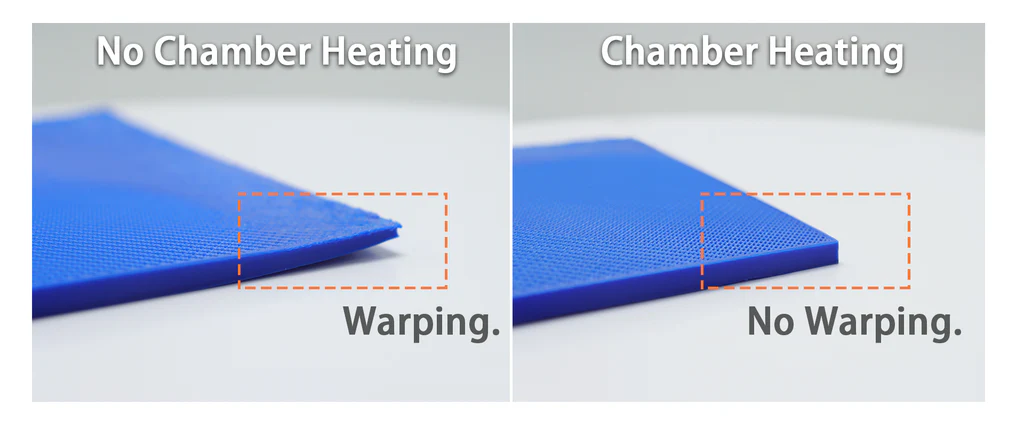
Pembengkokan terjadi apabila bagian dari bagian pemasangan pencetakan 3D melengkung atau terdistorsi dari bentuk datar atau kubus yang dimaksudkan. Hal ini terjadi karena gaya yang tidak merata yang bekerja pada plastik saat mendingin setelah diekstrusi. Plastik menyusut saat mendingin dari kondisi cair ke padat, tetapi jika daerah yang berbeda mendingin dengan kecepatan yang berbeda, maka akan menghasilkan perubahan dimensi yang tidak seragam di seluruh bagian, yang bermanifestasi sebagai penggulungan atau puntiran.
Ada beberapa faktor utama yang memengaruhi kecenderungan melengkung. Suhu lingkungan berperan - suhu ruangan yang lebih tinggi memungkinkan lebih sedikit waktu untuk pendinginan yang merata. Beberapa plastik seperti ABS juga lebih rentan terhadap lengkungan dibandingkan dengan PLA. Mencetak dalam selungkup dengan kontrol suhu dapat membantu mengatur lingkungan.
Pembengkokan juga berasal dari pendinginan yang tidak merata antara bagian luar dan bagian dalam setiap lapisan pemasangan pencetakan 3D. Bagian luar mengeras dengan cepat setelah diekstrusi, sementara area dalam membutuhkan waktu lebih lama untuk mendingin setelah dienkapsulasi. Hal ini menyebabkan tekanan pada lapisan tengah. Beberapa strategi untuk mengatasi hal ini termasuk menambahkan rakit atau pinggiran yang meningkatkan luas permukaan dasar dan penggunaan pencetakan 3D pada suhu unggun yang tinggi untuk memperlambat pendinginan lapisan luar.
Pertama, periksa dimensi dan tepi cetakan yang sudah jadi, apakah ada lengkungan. Cobalah solusi sederhana, seperti mengaktifkan rakit atau menambahkan pinggiran pada pengaturan alat pengiris. Memperlambat kecepatan cetak dapat memungkinkan pendinginan yang lebih bertahap. Menutup printer akan mempertahankan suhu yang merata. Menyesuaikan suhu ranjang secara bertahap sampai profil suhu yang ideal tercapai, juga membantu meminimalkan lengkungan. Anda juga bisa mencoba bahan yang berbeda-beda, yang sesuai untuk iklim Anda. Dengan penyetelan pengaturan dan lingkungan yang tepat, perbaikan pencetakan 3D dapat dilakukan untuk mempertahankan bentuk yang dimaksudkan.
Kegagalan Cetak:
Pencetakan 3D terkadang dirusak oleh cacat dan kegagalan yang mencegah penyelesaian yang sukses. Beberapa jenis yang umum terjadi termasuk bagian yang terlepas, merangkai atau mengalir, panas merambat, dan nozel tersumbat. Bagian yang terlepas terjadi ketika lapisan atau perimeter tidak melekat dengan benar, menyebabkan bagian-bagiannya terpisah Pencetakan logam 3D. Hal ini dapat disebabkan oleh daya rekat alas yang buruk, overhang yang terlalu curam atau masalah pendinginan. Memastikan tempat tidur yang bersih dan rata serta menggunakan perekat dapat membantu. Memperlambat kecepatan pemasangan pencetakan 3D atau menambahkan struktur pendukung di bawah overhang juga dapat mengatasi hal ini.
Stringing adalah filamen yang diekstrusi yang tidak diinginkan, yang menghubungkan bagian-bagian alih-alih memiliki pemisahan yang bersih. Hal ini berasal dari filamen yang keluar secara berlebihan selama penarikan. Mengurangi suhu, meningkatkan jarak/kecepatan retraksi dan mengeringkan filamen dapat meminimalkan penggulungan.
Heat creep melibatkan pelunakan dan perayapan kembali filamen ke dalam nosel saat panas mengalir ke rakitan ekstruder. Hal ini mengakibatkan kemacetan dan aliran yang tidak konsisten. Meningkatkan pendinginan, mengisolasi hotend dan mempertahankan suhu yang tepat dapat mengatasi rambat panas.
Blok nozzle adalah penyebab umum kegagalan dan muncul sebagai ekstrusi yang tidak konsisten, lapisan yang gatal, atau lapisan prima yang hilang. Hal ini terjadi karena akumulasi serpihan di dalam hotend. Pembersihan hotend secara teratur membantu. Memeriksa alat kelengkapan yang aus atau tabung PTFE yang rusak yang mencegah penyegelan yang benar juga disarankan. Mengganti nosel dapat mengatasi penyumbatan yang parah.
Pemeriksaan menyeluruh terhadap cetakan yang gagal adalah penting untuk mempersempit akar penyebabnya. Mulailah dengan pemecahan masalah sederhana seperti meratakan alas, mengeringkan filamen atau mengencangkan sabuk. Secara bertahap lanjutkan dengan memeriksa suhu, kecepatan, dan komponen ekstruder jika masalah terus berlanjut. Mendokumentasikan langkah-langkah membantu memecahkan masalah perbaikan pencetakan 3D secara metodis. Dengan latihan, analisis kegagalan menjadi lebih mudah.
Masalah Filamen:
Pilihan filamen dan penanganannya dapat secara signifikan memengaruhi proses dan kualitas pencetakan 3D Printer 3D. Masalah umum berasal dari kerusakan, penyerapan kelembapan dan kontaminan dalam filamen.
Penting untuk memeriksa filamen secara cermat untuk mengetahui adanya retakan, gelembung atau perubahan bentuk sebelum memuatnya. Filamen yang rusak atau kusut dapat memacetkan pemasangan pencetakan 3D. Jaga agar gulungan tetap tersegel saat tidak digunakan untuk menghindari debu dan kelembapan yang terkumpul. Sebagian besar filamen seperti PLA dan ABS bersifat higroskopis dan menyerap kelembapan sekitar dari waktu ke waktu yang memengaruhi kinerja cetak. Kelembaban yang terperangkap di dalamnya dapat menyebabkan suara berderak dan gelembung selama ekstrusi. Hal ini juga menghalangi ikatan yang tepat di antara berbagai lapisan. Menyimpan filamen di lingkungan dengan kelembapan rendah dan mengeringkan gulungan basah akan membantu. Untuk PLA, dehidrator makanan all-in-one pada suhu 50-60 ° C selama 4-6 jam sudah memadai.
Filamen yang terkontaminasi yang mengandung kotoran, serat kaca atau partikel asing lainnya dapat menyumbat nozel dan roda gigi strip. Sebaiknya cuci filamen baru secara menyeluruh untuk menghilangkan kontaminan dari pabrik sebelum digunakan. Menggunakan filamen dari produsen yang memiliki reputasi baik juga mengurangi risiko ini.
Variasi dalam diameter filamen di luar toleransi nominal dapat menyebabkan masalah kurang ekstrusi atau kemacetan. Filamen di luar merek yang murah lebih cenderung bervariasi. Mengukur diameter dan beralih ke alternatif akan membantu. Penanganan dan kualitas yang tepat Bahan cetak 3D menghasilkan cetakan yang konsisten dan bebas masalah. Mengambil tindakan pencegahan dasar dengan penyimpanan filamen, pencucian dan kontrol kelembapan akan sangat membantu.
Pengaturan Perangkat Lunak:
Perangkat lunak perbaikan pencetakan 3D memungkinkan pengguna menyempurnakan berbagai pengaturan yang mengontrol proses dan kualitas pencetakan secara keseluruhan. Meskipun profil default memadai untuk sebagian besar cetakan dasar, namun penyesuaian manual memungkinkan penyelesaian masalah. Namun demikian, membuat terlalu banyak perubahan secara serentak, akan menyulitkan pemecahan masalah.
Pengaturan suhu untuk nozzle dan bed perlu dioptimalkan untuk bahan yang digunakan. Temperatur cetak yang terlalu rendah dapat menyebabkan ikatan yang buruk atau lengkungan, sementara temperatur yang terlalu tinggi menyebabkan luapan dan penurunan kekuatan. Ketinggian lapisan, ketebalan dinding dan persentase pengisi menentukan kepadatan dan kekuatan. Pengaturan kecepatan memengaruhi waktu cetak dan kualitas.
Pencetakan 3D yang terlalu cepat membuat motor menjadi stres dan mengurangi akurasi, sementara pencetakan yang lambat tidak efisien dalam hal waktu. Kecepatan lapisan awal memastikan daya rekat alas yang kokoh. Pengaturan retraksi menarik filamen ke belakang saat bergerak untuk mengurangi penggulungan. Terlalu banyak retraksi menyebabkan ekstrusi yang kurang, sementara terlalu sedikit akan menyisakan bahan yang berlebih. Menemukan jarak dan kecepatan yang seimbang membutuhkan uji coba. Pengaturan dukungan secara otomatis menambahkan struktur di bawah overhang untuk cetakan yang stabil. Mengaktifkan dukungan akan menghindari kegagalan pelepasan.
Sebaiknya memulai dengan profil default, kemudian secara bertahap mengubah satu per satu parameter melalui uji-coba cetakan. Catat hasil pengamatan setelah setiap perubahan dan kembalikan pengaturan jika masalah muncul kembali. Seiring waktu, profil khusus yang optimal dapat dicapai untuk model yang berbeda-beda. Mendokumentasikan proses pembelajaran melalui pengaturan dan hasil secara sistematis, akan memecahkan masalah filamen dan masalah spesifik mesin.
Kesimpulan:
Panduan ini telah menguraikan beberapa masalah perbaikan pencetakan 3D yang paling umum ditemui - pergeseran lapisan, lengkungan dan berbagai mode kegagalan selama proses. Dengan memahami akar penyebab masalah ini dan menerapkan teknik pemecahan masalah yang relevan, pengguna dapat meminimalkan cacat perbaikan pencetakan 3D dan mendapatkan hasil maksimal dari mesin mereka. Penting untuk mengambil pendekatan sistematis yang dimulai dengan solusi sederhana seperti meratakan, mengencangkan sabuk, atau mengeringkan filamen sebelum memeriksa faktor yang lebih kompleks.
Pemeliharaan rutin, seperti membersihkan dan mengganti komponen yang aus, juga memastikan pengoperasian yang konsisten. Dengan melakukan sejumlah eksperimen, profil dan pengaturan suhu optimal dapat dikembangkan untuk masing-masing kombinasi printer-filamen. Merekam pengamatan membantu menyempurnakan proses pada beberapa Perbaikan pencetakan 3D. Mengadopsi praktik terbaik seputar penanganan filamen, kontrol lingkungan dan pengaturan perangkat lunak, membantu memaksimalkan produktivitas pemasangan pencetakan 3D.
Pertanyaan yang Sering Diajukan:
T: Bagaimana cara mencegah pergeseran dan lengkungan lapisan sejak awal?
J: Pastikan untuk meratakan pelat cetak Anda secara hati-hati dan gunakan pengaturan perekat atau rakit/brim yang memberikan daya rekat yang lebih baik. Juga lampirkan printer Anda atau cetak di tempat yang stabil dan jauh dari angin.
T: Apa cara termudah untuk memecahkan berbagai masalah?
J: Mulai mencetak dengan menggunakan pengaturan default untuk mengisolasi masalah perangkat keras. Kemudian, lakukan perubahan satu per satu, catat apakah perubahan tersebut menyebabkan/memperbaiki masalah. Juga hubungi produsen perbaikan pencetakan 3D untuk pembaruan firmware.
T: Dapatkah nozel yang kotor menyebabkan masalah lain selain penyumbatan?
J: Ya, nosel yang tersumbat sebagian dapat menyebabkan inkonsistensi, seperti ekstrusi yang kurang atau perlekatan lapisan yang buruk. Sebaiknya bersihkan nozel secara rutin, khususnya ketika mengganti jenis filamen.
T: Berapa lama filamen harus dikeringkan?
J: Sebagian besar filamen membutuhkan 4-6 jam dalam dehidrator makanan yang diatur antara 50-60 ° C. PLA hanya membutuhkan ini jika terlihat lembab - ABS/PETG mendapat manfaat dari pengeringan setiap saat.
T: Apakah ada cara untuk mengetahui apakah filamen basah tanpa peralatan khusus?
J: Rasakan kelengketan atau aktifkan sensor beban filamen printer Anda untuk mendeteksi keretakan selama ekstrusi, keduanya menandakan bahwa kelembapan mungkin menjadi masalah.