Loncat ke konten
Loncat ke konten 
Pelajari cara mengoptimalkan pengaturan printer, seperti suhu, kecepatan, perataan alas, dan lainnya untuk memastikan lapisan awal yang sempurna setiap saat. Saran ahli tentang kalibrasi untuk berbagai bahan, masalah umum, dan trik seperti pinggiran dan perekat. Menguasai pencetakan 3D memperbaiki lapisan terpenting untuk hasil yang sukses dan berkualitas tinggi Pencetakan 3D.
Keberhasilan mencetak fase permulaan yang sempurna itu memerlukan pemahaman tentang bagaimana faktor kunci, seperti suhu, kecepatan, perataan alas dan pilihan bahan memengaruhi kualitas lapisan pertama yang diletakkan. Artikel ini akan menjelajahi pengaturan dan variabel penting ini secara mendalam. Pembaca akan mempelajari teknik kalibrasi untuk menghaluskan setiap ketidakteraturan atau ketidaksempurnaan. Dengan pengoptimalan yang tepat yang dibahas di sini, pengguna dapat menjamin fondasi yang mulus dan andal untuk semua komponen perbaikan pencetakan 3D mereka.
Penyebab Pencetakan 3D Memperbaiki Masalah Pembengkokan dan Lapisan Pertama
Masalah Suhu Tempat Tidur
Tempat Tidur Terlalu Dingin
Jika suhu bed terlalu rendah selama lapisan perbaikan pencetakan 3D awal, plastik tidak akan melekat dengan baik pada bed. Memiliki suhu tempat tidur setidaknya 10 ° C di bawah titik leleh filamen membantunya menempel dengan lancar. Untuk PLA, suhu tempat tidur 60 ° C umumnya direkomendasikan. Untuk ABS, suhu unggun yang lebih tinggi sekitar 80 ° C adalah yang terbaik.
Tempat Tidur Terlalu Panas
Di sisi lain, memiliki suhu tempat tidur yang terlalu tinggi dapat menyebabkan masalah lain seperti melengkung, terkulai atau efek kaki gajah. Ini karena plastik menjadi terlalu cair dan menyebar lebih dari yang diinginkan. Penting untuk menyeimbangkan suhu unggun untuk mendapatkan daya rekat yang tepat tanpa penyebaran yang berlebihan.
Masalah Suhu Filamen
Mencetak Terlalu Dingin
Jika suhu ekstruder yang mencetak lapisan awal terlalu rendah, plastik mungkin tidak sepenuhnya meleleh dan mengalir keluar dengan lancar dan merata. Hal ini menyebabkan perekatan lapisan yang buruk, riak atau bintik-bintik yang hilang pada lapisan. Umumnya pembuatan prototipe PLA mencetak paling baik pada suhu 185-210°C dan ABS pada suhu 210-240°C untuk ikatan lapisan yang baik.
Mencetak Terlalu Panas
Seperti halnya dengan alas, suhu ekstruder yang terlalu tinggi dapat menyebabkan keluarnya cairan berlebih atau terkulai pada plastik. Hal ini menyulitkan nosel untuk menyimpan garis yang bersih dan tajam. Hal ini juga dapat menyebabkan plastik melengkung saat mendingin jika tidak diberi waktu yang cukup untuk mengeras secara perlahan setelah pengendapan.
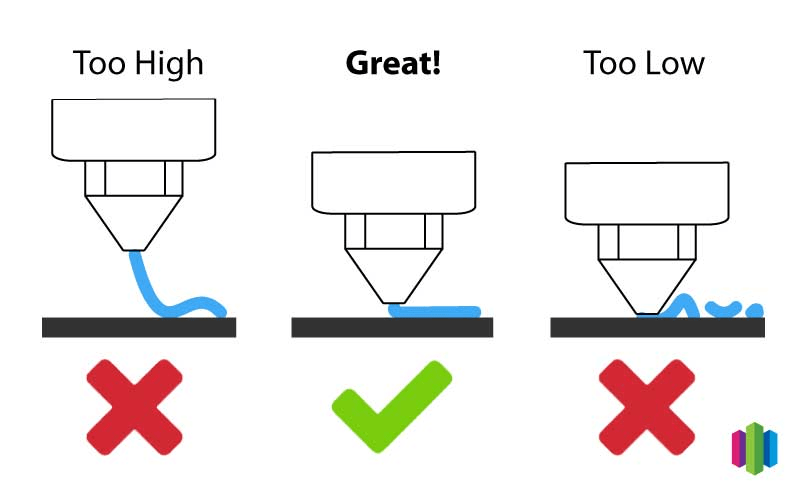
Nosel Terlalu Dekat dengan Tempat Tidur
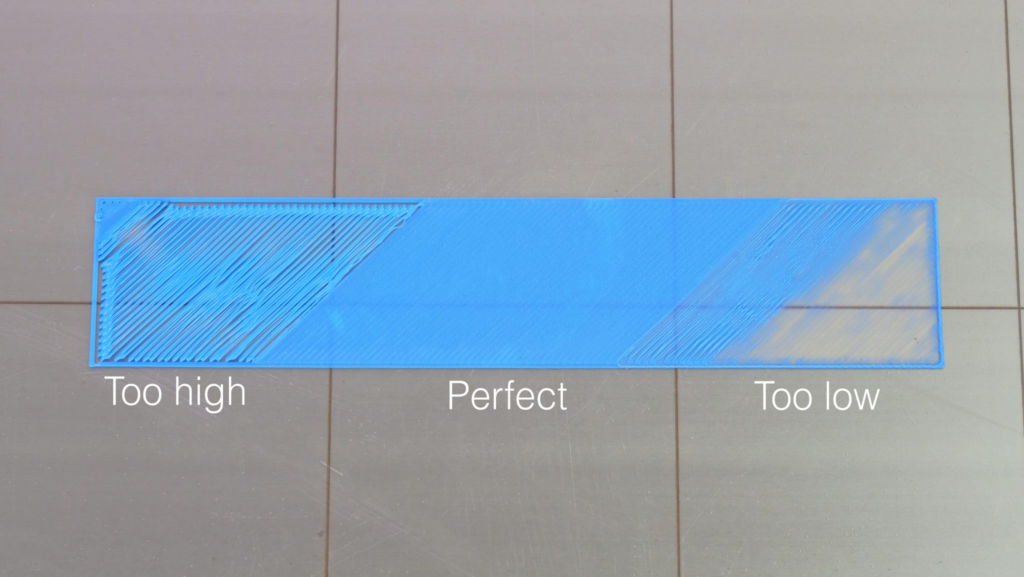
Jika nosel terlalu dekat ke permukaan pencetakan, ini bisa memeras terlalu banyak plastik dan menyebabkannya mengikis secara tidak merata, alih-alih meletakkan lapisan yang halus. Hal ini menyebabkan daya rekat yang buruk atau plastik robek. Pada umumnya, jarak bebas 0,1-0,2 mm adalah yang terbaik untuk lapisan pertama.
Perataan / Adhesi Tempat Tidur yang Buruk
Meratakan alas secara mekanis yang tepat adalah kunci untuk mendapatkan jarak yang rata ke nozzle. Bahkan sedikit saja ketidakrataan bisa menyebabkan satu area plastik terlalu tipis dan tidak menempel, sementara area lainnya tertekan. Permukaan bangunan seperti kaca juga membutuhkan metode perekatan yang tepat seperti lem atau hairspray untuk mendapatkan ikatan yang kuat pada lapisan pertama.
Kesimpulannya, faktor penyeimbang seperti suhu, jarak nozzle, dan persiapan bed sangat penting untuk mendapatkan lapisan awal yang halus, rata dan melekat dengan baik dalam perbaikan pencetakan 3D untuk mencegah masalah hilir seperti lengkungan, riak atau delaminasi. Dengan beberapa penyetelan, seseorang dapat mencapai hasil lapisan pertama yang sangat andal dan berkualitas tinggi.
Perbaikan untuk Masalah Umum Pencetakan 3D yang Melengkung dan Lapisan Pertama
Pengaturan untuk Mencegah Pembengkokan
Suhu extruder dan bed yang tepat adalah kunci perbaikan pencetakan 3D untuk mencegah lengkungan saat cetakan mendingin. Kecepatan cetak yang lebih lambat juga membantu komponen mendingin secara bertahap. Untuk PLA, cobalah suhu ekstruder 205 ° C, tempat tidur 60 ° C dan kecepatan pencetakan 40mm / s.
Terapkan Perekat untuk Membangun Pelat
Menggunakan perekat seperti lem, hairspray atau lembaran perekat akan membantu bagian-bagiannya melekat lebih baik pada pelat cetakan saat mendingin agar tidak melengkung. Oleskan lapisan tipis dan rata sebelum setiap kali mencetak.
Solusi untuk Lapisan Pertama yang Kasar
Kalibrasi Z-offset sehingga nosel berada pada jarak yang tepat dari bed, biasanya 0,1-0,2 mm. Juga setel jumlah aliran ekstrusi sehingga plastik tidak diekstrusi secara berlebihan atau kurang yang menyebabkan lapisan kasar.
Tempat Tidur Cetak Tingkat dan Pelat Bangun Bersih
Gunakan kertas atau pengukur peraba untuk meratakan keempat sudut dan bagian tengah alas pencetakan 3D yang sudah dipanaskan secara tepat. Bersihkan juga semua kotoran yang dapat menyebabkan daya rekat yang buruk.
Mencegah Riak Lapisan Pertama
Hindari Pendinginan Dini
Menutup printer atau menambahkan pinggiran di sekeliling komponen, membantu mencegah aliran udara pendingin membentuk riak pada lapisan pertama sebelum printer sepenuhnya terikat ke alas.
Memastikan Lapisan Pertama yang Konsisten dan Setingkat
Kalibrasi E-step, laju aliran, dan perataan alas untuk meletakkan ketebalan plastik yang seragam di seluruh alas. Bahkan sedikit saja perbedaan dapat menyebabkan riak.
Mencapai Adhesi Lapisan Pertama
Bersihkan Pelat Bangunan dan Gunakan Perekat
Bersihkan pelat cetakan dengan isopropil alkohol untuk menghilangkan minyak sebelum setiap perbaikan pencetakan 3D. Oleskan lem atau hairspray untuk membantu mencapai ikatan yang kuat pada lapisan awal tersebut.
Sesuaikan Suhu, Kecepatan untuk Ikatan Optimal
Menentukan kombo suhu bed/ekstruder yang tepat dan memperlambat kecepatan cetak akan membantu pengikatan. Hal ini mencegah perekatan lapisan yang buruk, yang menyebabkan cetakan gagal.
Singkatnya, pengaturan yang dikalibrasi, lapisan yang rata dan penggunaan perekat menciptakan daya rekat lapisan pertama yang andal untuk mengatasi masalah umum, seperti lengkungan, riak dan kaki gajah. Dengan beberapa penyetelan, Pencetakan logam 3D dapat menghasilkan lapisan pertama yang sempurna.
Mengoptimalkan Pengaturan Printer untuk Lapisan Pertama yang Sempurna
Lapisan pertama dari perbaikan pencetakan 3D meletakkan dasar untuk seluruh model. Penyesuaian kecil pada pengaturan bisa membuat perbedaan besar dalam menghasilkan lapisan awal yang mulus dan terikat dengan baik. Berikut ini ada beberapa saran:
Sesuaikan Suhu dan Kecepatan Cetak/Ranjang
Mendapatkan suhu yang tepat untuk filamen Anda adalah kuncinya. Untuk PLA, suhu cetak 200-210°C dan bed 60-65°C biasanya bekerja dengan baik. ABS membutuhkan suhu yang lebih tinggi yaitu 230-250°C dan 80-90°C. Suhu yang terlalu rendah dapat menyebabkan ikatan yang buruk, sementara suhu yang terlalu tinggi dapat menyebabkan lengkungan. Memperlambat kecepatan lapisan pertama hingga 20mm/s akan meningkatkan daya rekat.
Mengonfigurasi Pengaturan Khusus Lapisan Pertama
Banyak printer yang memungkinkan penyesuaian pada lapisan pertama saja. Penyesuaian seperti meningkatkan lebar ekstrusi oleh 5-10% memastikan pengisian yang tepat di antara garis. Mengurangi kecepatan hingga 15mm/s memungkinkan plastik terikat dengan kuat sebelum menambahkan lapisan berikutnya. Menambah tinggi lapisan sebesar 0,05-0,1 mm juga dapat membantu.
Menerapkan Pembantu Lapisan Pertama
Menerapkan lapisan tipis lem atau hairspray pada tempat tidur akan memberikan permukaan yang mudah menempel pada plastik. Menggunakan pinggiran di sekeliling model akan menambahkan cincin luar yang mencegah lengkungan. Mengaktifkan rakit akan memberikan bahan tambahan di bawah lapisan pertama untuk penyangga yang lebih baik.
Teknik Utama untuk Jenis Filamen
Dengan PLA, suhu tempat tidur yang lebih rendah sekitar 60 ° C bekerja dengan baik. ABS membutuhkan tempat tidur dengan suhu yang lebih hangat sekitar 80°C untuk mencegah pengeritingan. Filamen fleksibel seperti perbaikan pencetakan 3D TPU memerlukan suhu yang lebih rendah dan lapisan pertama yang lebih tebal untuk squish yang tepat. Bereksperimen membantu menyetel pengaturan optimal untuk Bahan cetak 3D.
Mengkalibrasi dan menyetel pengaturan lapisan pertama ini mengubah cetakan dari pengalaman ikatan awal yang buruk, menjadi lapisan pertama yang sempurna, yang menentukan keberhasilan seluruh model. Meluangkan waktu untuk penyesuaian yang tepat akan memastikan fondasi yang sempurna.
Kesimpulan
Mencapai lapisan pertama yang sempurna itu sangat penting untuk memastikan perbaikan pencetakan 3D yang berhasil. Namun, untuk mendapatkan pengaturan yang tepat, diperlukan beberapa kali uji coba. Inilah sebabnya mengapa penting untuk memahami semua faktor yang memengaruhi kualitas lapisan awal, seperti suhu, kecepatan cetak, laju aliran, ketinggian nozzle, dan perataan bed. Berbekal pengetahuan ini, printer bisa dikalibrasi secara cermat.
Lapisan pertama harus memiliki daya rekat yang sangat baik pada permukaan cetakan agar model dapat dibangun di atas lapisan demi lapisan tanpa terjadi masalah, seperti cairan yang keluar, lengkungan atau delaminasi. Pengujian harus dilakukan dengan filamen yang berbeda dan penyesuaian dilakukan pada suhu dan kecepatan yang sesuai. Sebaiknya juga memiliki alat bantu seperti pinggiran, lem, atau rakit yang diaktifkan apabila diperlukan. Dengan penyetelan pada pengaturan utama ini, parameter bisa dioptimalkan untuk menghasilkan lapisan pertama yang sempurna.
Menguasai kesempurnaan lapisan pertama memerlukan waktu, tetapi menghasilkan keuntungan melalui cetakan yang andal, yang tidak mudah lepas atau melengkung. Mendapatkan fondasi yang tepat melalui kalibrasi yang cermat, akan menghilangkan masalah di bagian hilir. Perkakas pencetakan 3D Para penggemar harus menjadikan penyesuaian ini sebagai area fokus untuk menyaksikan peningkatan besar dalam tingkat keberhasilan dan kualitas komponen secara keseluruhan. Lapisan pertama yang sempurna dapat dicapai dengan kesabaran yang diperlukan untuk menetapkan optimalisasi.
Pertanyaan Umum
T: Kapan saya harus meratakan tempat tidur saya?
J: Ranjang harus diratakan sebelum setiap kali mencetak dan kapan pun ranjang disesuaikan atau dilepas. Perataan yang buruk menyebabkan masalah lapisan.
T: Seberapa dekat jarak nosel seharusnya?
J: Kira-kira 0,1-0,2 mm dari alas biasanya merupakan titik manis untuk sebagian besar bahan. Terlalu dekat atau jauh akan menurunkan kualitas.
T: Berapa suhu yang terbaik untuk PLA?
J: Sebagian besar filamen PLA mencetak dengan baik antara 180-210 ° C dengan alas 50-60 ° C. Variasi kecil dapat digunakan untuk warna atau merek yang berbeda-beda.
T: Bagaimana cara mengurangi kebisingan hisap pada kaca?
J: Oleskan lapisan perekat yang sangat tipis atau ubahlah ke lembaran build sheet yang bertekstur, kecepatan lambat, dan aktifkan pinggiran atau rakit untuk daya rekat yang lebih baik tanpa pengisapan.