 コンテンツへスキップ
コンテンツへスキップ 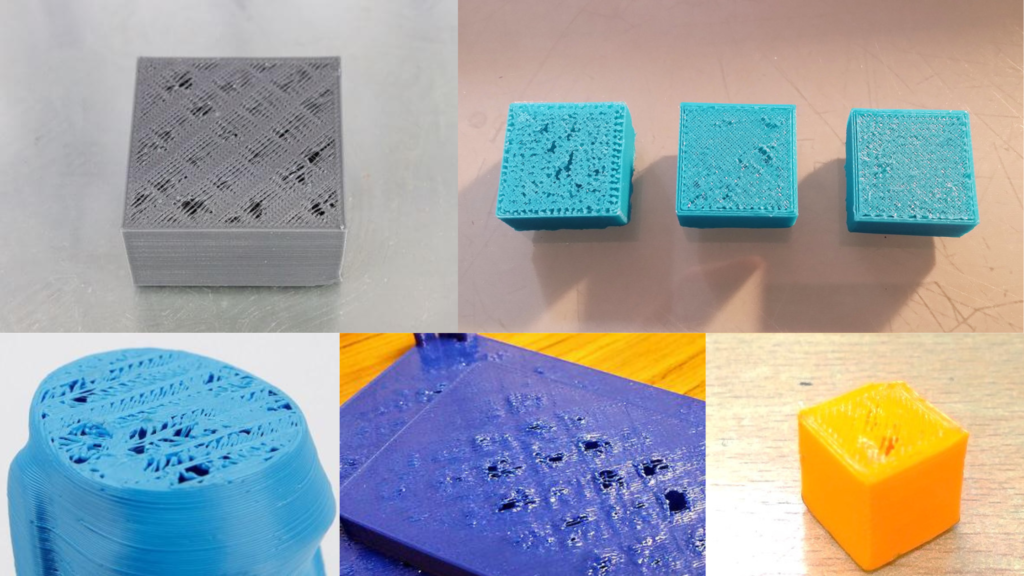
3Dプリンティング フィクシングは素晴らしい技術ですが、どんなに優れたプリンターでも、レイヤーのずれ、反り、予期せぬプリントの失敗などの問題に直面することがあります。このような問題は、特に重要なプロジェクトに取り組んでいるときには、フラストレーションがたまるものです。幸いなことに、適切なテクニックとトラブルシューティング方法を使えば、これらの問題に対処し、高品質の印刷を一貫して達成することができます。このガイドでは、一般的な3Dプリントの不具合を修正するのに役立つ実用的なヒントとソリューションを紹介します。
3Dプリントの修正:層ずれ、反り、プリント不良の解決
3Dプリンターによる固定は、デザイナーやエンジニアが製品の設計や非常に詳細なアイテムの製造に使用する、製造業界で使用される不可欠なツールとして登場しました。しかし、次のことを認識することが重要です。 3Dプリンティング 印刷の仕事は常に順風満帆というわけではなく、低品質の印刷、あるいは印刷の完全な失敗につながる問題が発生する可能性があります。最も典型的な課題は、印刷の層が正しく配置されていない状態である層ずれ、印刷された部品がねじれたり変形したりする反り、そしてあらゆる形の印刷不良です。
にもかかわらず、さまざまな3Dプリントの不具合に対処するには、常に問題の根本的な原因を探り、適切な対処法を適用することが重要です。この記事の主な目的は、3Dプリントユーザーの間でよくあるプリントの問題に対処する方法を実践的に説明することです。レイヤーのずれ、反り、その他の不具合の原因と対処法についても説明します。また、問題の診断と問題解決のための体系的な手順に関する推奨事項も記載します。適切に使用すれば、3Dプリンターで高品質のパーツを作ることができ、最初のパーツの不良率は非常に低くなります。
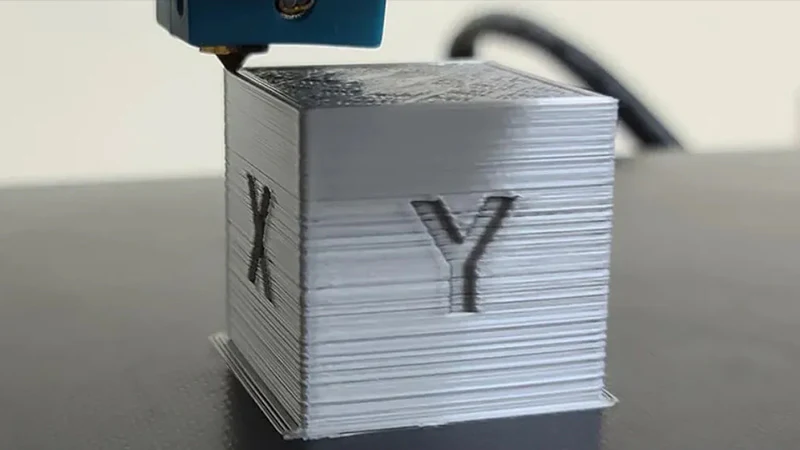
レイヤーシフト
レイヤー・シフトとは、3Dプリンティングの固定プロセスでレイヤーが1枚ずつ蒸着される際に、レイヤーの位置がずれることを指します。新しいレイヤーは、前のレイヤーの上に正確に配置されるのが理想的です。しかし、水平方向の位置がずれると、レイヤーが横方向にずれてしまい、欠陥や印刷品質の低下を招きます。
レイヤーがずれる一般的な原因には、経年劣化で緩んだり摩耗したベルトやギアがあります。連続したレイヤーを印刷するためにプリンターがプリントベッドまたはエクストルーダーアセンブリを上下に動かすため、摩耗したり緩んだりした部品は、レイヤー間で一貫性のない動きを引き起こす可能性があります。別の原因として考えられるのは、印刷中の過度の振動です。もし バクテリア3Dプリンティング がグラグラする表面に置かれたり、振動する機械の近くに置かれたりすると、表面の振動が可動部に伝わり、層がずれることがあります。
ビルドプレートの準備やレベリングが不適切な場合も、レイヤーのずれにつながる可能性があります。印刷面に段差や欠陥があると、各層がしっかりと密着するための一貫した接触が得られません。これはレイヤーのスリップの原因となります。加熱されたビルドプレートがゆがんでいる場合も、層ずれの原因となります。レイヤーのずれに対処するには、まずプリンターの駆動ベルトやギアの状態をチェックし、緩んでいたり摩耗していたりする場合は、締め付けたり交換したりする必要があります。プリンターの下にゴム足を敷いたり、他の機器から隔離したりすることで、振動を抑えることができます。滑らかで水平な印刷面を確保することも重要です。プレートにビルドタックや接着剤を塗ると、接着しやすくなります。
特定の部品にメカニカルスタビライザーを使用すると、振動を抑えることができます。パーツの周囲につばを付けて固定する3Dプリントは、表面接触面積を増やし、レイヤー間の接着を向上させます。トラブルシューティングでは、印刷した個々のレイヤーを顕微鏡で検査し、ずれた部分を特定します。テストの実施 プロトタイピングにおける3Dプリンティング ベルトの張力を変えて、シフトが減少するかどうかを確認してください。また、移動速度などのプリンター設定を微調整することで、シフトにつながる振動を最小限に抑えることができるかもしれません。いくつかの実験を行うことで、レイヤーのずれの根本原因を特定し、修正することができます。
3Dプリントの反り:
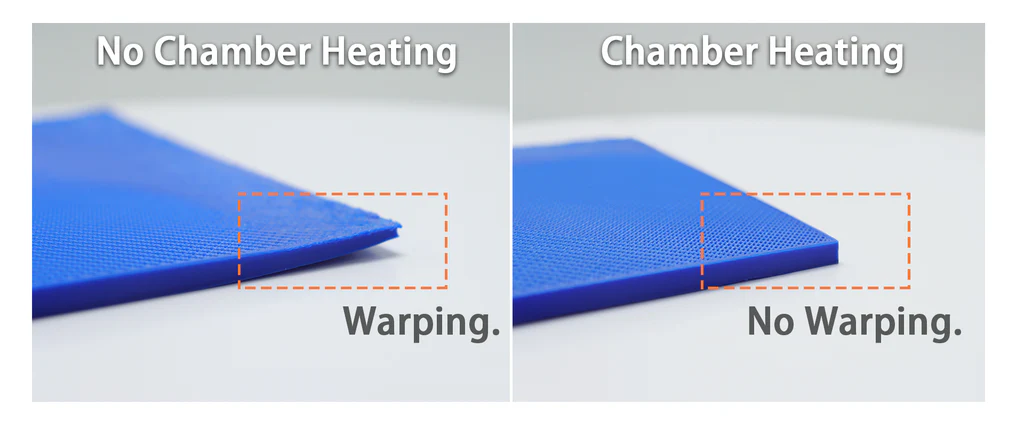
反りは、3Dプリントで固定された部品の一部が、意図した平面または立方体の形状から丸まったり歪んだりすることで発生します。これは、押し出し後に冷却する際にプラスチックに作用する力が不均等であるために起こります。プラスチックは、溶融状態から固体状態に冷却されるときに収縮しますが、異なる領域が異なる速度で冷却されると、部品全体の寸法変化が不均一になり、カールやねじれとして現れます。
反りの傾向を左右する主な要因はいくつかあります。室温が高いと、均一に冷却する時間が短くなります。また、ABSのような一部のプラスチックは、以下のものに比べて反りやすくなっています。 PLA。 温度調節が可能なエンクロージャーで印刷すれば、環境を整えることができます。
反りは、3Dプリンティングの各固定層の外側と内側の間の不均一な冷却にも起因します。外側は押し出し時にすぐに固まりますが、内側の領域はカプセル化されると冷却に時間がかかります。このため、レイヤーの中間に応力が発生します。この対策としては、ラフトやつばを追加してベース表面積を増やす方法や 3Dプリンティングの使用法 外層の冷却を遅らせるため、ベッド温度を高めに設定。
まず、完成したプリントの寸法とエッジに曲がりがないか検査します。スライサーの設定でラフトを有効にしたり、つばを追加するなど、簡単な解決策を試してみてください。印刷速度を遅くすることで、より緩やかに冷却することができます。プリンターを密閉することで、温度を均一に保つことができます。理想的な温度プロファイルになるまでベッド温度を少しずつ調整することも、反りを最小限に抑えるのに役立ちます。また、気候に適したさまざまな材料を試すこともできます。設定と環境を適切に微調整することで、3Dプリントの固定は意図した形状を維持することができます。
印刷の失敗
3Dプリンティングは、時に不具合や失敗によって完成が妨げられることがあります。よくあるタイプには、パーツの剥離、糸引きやにじみ、ヒートクリープ、ノズルの詰まりなどがあります。パーツの剥離は、レイヤーまたは境界が適切に接着されず、一部が分離することで発生します。 3D金属プリンティング.これは、ベッドの接着不良、急すぎるオーバーハング、または冷却の問題が原因である可能性があります。きれいで水平なベッドを確保し、接着剤を使用することが役立ちます。3Dプリントの固定速度を遅くしたり、オーバーハングの下に支持構造を追加したりすることも、これを改善する可能性があります。
ストリンギングとは、不要に押し出されたフィラメントが、きれいに分離されずにパーツ同士をつないでしまうことです。ストリンギングは、引き込み中にフィラメントが過剰に滲み出ることに起因します。温度を下げ、引き込み距離/速度を上げ、フィラメントを乾燥させることで、ストリンギングを最小限に抑えることができます。
ヒートクリープとは、熱が押出機アセンブリを上昇するにつれてフィラメントが軟化し、ノズル内に這い戻ることを指します。その結果、詰まりや一貫性のない流れが発生します。冷却を改善し、ホットエンドを断熱し、適切な温度を維持することで、ヒートクリープに対処できます。
ノズルブロックは一般的な故障の原因であり、一貫性のない押出、スクラッチ層、またはプライムの損失として現れます。ノズルブロックは、ホットエンド内のゴミの堆積が原因で発生します。ホットエンドの定期的な清掃が有効です。また、継手の摩耗やPTFEチューブの損傷によって適切なシーリングが妨げられていないかチェックすることをお勧めします。ノズルを交換することで、深刻なブロックを解決できます。
失敗したプリントを徹底的に検査することは、根本的な原因を絞り込むために重要です。ベッドを水平にする、フィラメントを乾燥させる、ベルトを締めるなどの簡単なトラブルシューティングから始めます。問題が解決しない場合は、温度、速度、押出機のコンポーネントのチェックに徐々に移行します。ステップを文書化することで、3Dプリンティングの修正問題を体系的に解決することができます。練習すれば、故障解析は簡単になります。
フィラメントの問題
フィラメントの選択とその取り扱いは、3Dプリントの定着プロセスと品質に大きな影響を与えます。 3Dプリンター.一般的な問題は、損傷、吸湿、フィラメント内の汚染物質に起因します。
フィラメントを装填する前に、亀裂、気泡、変形がないか注意深く検査することが重要です。折れたフィラメントや絡まったフィラメントは、3Dプリントの固定を妨害する可能性があります。ほこりや湿気を避けるため、使用しないときはスプールを密閉しておいてください。PLAやABSなどのほとんどのフィラメントは吸湿性があり、時間の経過とともに周囲の湿気を吸収し、プリント性能に影響を与えます。内部に閉じ込められた水分は、押出成形中にパチパチという音や気泡の原因となります。また、レイヤー間の適切な結合を妨げます。フィラメントを低湿度の環境で保管し、濡れたスプールを乾燥させることが有効です。PLAの場合、オールインワン食品脱水機を50~60℃で4~6時間使用するのが適切です。
汚れ、ガラス繊維、その他の異物を含む汚染されたフィラメントは、ノズルを詰まらせ、ギアを剥がします。最初に使用する前に、新しいフィラメントを十分に洗浄し、製造上の汚染物質を取り除くことが賢明です。信頼できるメーカーのフィラメントを使用することも、このリスクを軽減します。
公称公差を超えるフィラメント径のばらつきは、押し出し不足や詰まりの原因となります。安価なオフブランドのフィラメントはばらつきが出やすいです。直径を測定し、代替品に切り替えることが有効です。適切な取り扱いと品質 3Dプリント材料 安定した、問題のないプリントを実現します。フィラメントの保管、洗浄、湿気の管理について基本的な注意を払うことは、長い道のりを歩むことになります。
ソフトウェアの設定:
3Dプリント修正ソフトウェアでは、プリントプロセス全体と品質を制御するさまざまな設定を微調整できます。デフォルトのプロファイルは、ほとんどの基本的なプリントには十分ですが、手動調整によって問題を解決することができます。しかし、同時に多くの変更を行うと、トラブルシューティングが困難になります。
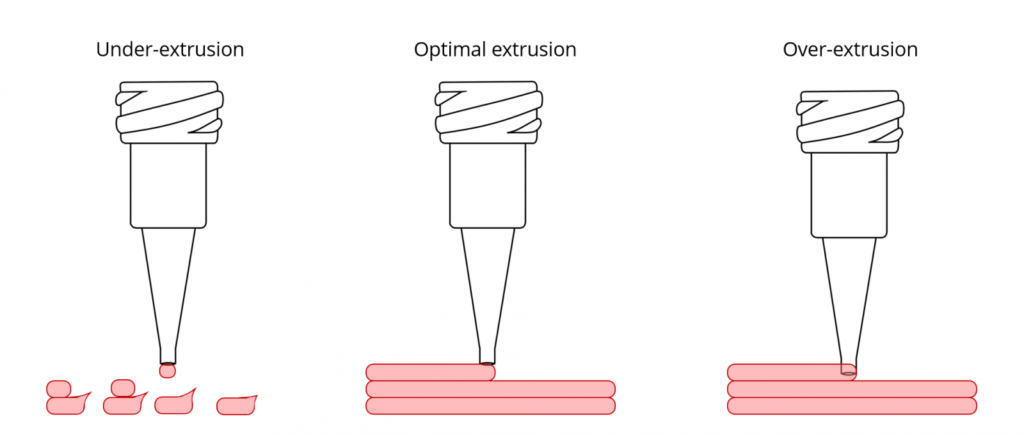
ノズルとベッドの温度設定は、使用する材料に合わせて最適化する必要があります。印刷温度が低すぎると接着不良や反りの原因となり、高すぎるとオーバーフローや強度低下の原因となります。レイヤーの高さ、壁の厚さ、インフィルの割合は、密度と強度を決定します。速度設定は印刷時間と品質のトレードオフに影響します。
高速すぎる3Dプリントはモーターにストレスを与え、精度を低下させます。初期レイヤーの速度は、ベッドとの強固な接着を保証します。引き込み設定は、移動時にフィラメントを引き戻し、糸引きを減らします。後退が大きすぎると押し出し不足になり、小さすぎると余分な材料が残ります。バランスの取れた距離と速度を見つけるには試行錯誤が必要です。サポート設定により 安定したプリントのためのオーバーハング.サポートを有効にすることで、切り離しの失敗を回避できます。
まずはデフォルトのプロファイルから始め、テストプリントを通して徐々にパラメータを微調整していくのがベストです。変更のたびに観察結果を記録し、問題が再発した場合は設定を元に戻します。時間をかけて、さまざまなモデルに最適なカスタムプロファイルを達成することができます。設定と結果を通じて学習プロセスを文書化することで、フィラメントとマシン固有の問題を体系的に解決できます。
結論
このガイドでは、3Dプリントの修正で最もよく発生する問題(レイヤーのずれ、反り、プロセス中のさまざまな不具合モード)を概説しています。これらの問題の根本原因を理解し、関連するトラブルシューティング技術を適用することで、ユーザーは3Dプリントの修正不良を最小限に抑え、マシンを最大限に活用することができます。より複雑な要因を検査する前に、レベリング、ベルトの締め付け、フィラメントの乾燥などの簡単な解決策から始める体系的なアプローチを取ることが重要です。
クリーニングや摩耗した部品の交換など、定期的なメンテナンスも安定した動作を保証します。いくつかの実験を行うことで、個々のプリンターとフィラメントの組み合わせに最適な温度プロファイルと設定を開発することができます。観察結果を記録することで、複数回にわたってプロセスを改良することができます。 3Dプリントの修正.フィラメントの取り扱い、環境制御、ソフトウェア設定に関するベストプラクティスを採用することで、3Dプリントの生産性を最大限に高めることができます。
よくある質問
Q: レイヤーのずれや反りを最初から防ぐにはどうしたらいいですか?
A: ビルドプレートを慎重に水平にし、接着剤またはラフト/ブリムセッティングを使用してください。また、プリンターを密閉するか、隙間風が入らない安定した場所で印刷してください。
Q: 複数の問題をトラブルシューティングする最も簡単な方法は何ですか?
A: ハードウェアの問題を切り分けるために、デフォルトの設定でプリントを始めます。その後、一度に1つずつ微調整を行い、それが問題を引き起こしたり、解決したりするかどうかを確認します。また、ファームウェアのアップデートについては、3Dプリントの固定メーカーに問い合わせてください。
Q:ノズルが汚れていると、詰まり以外の問題が発生することがありますか?
A: はい、ノズルが部分的に詰まっていると、押し出し不足やレイヤーの接着不良などの不都合が生じます。特にフィラメントの種類を変えるときは、定期的にノズルを清掃することをお勧めします。
Q: フィラメントの乾燥時間はどのくらいですか?
A: ほとんどのフィラメントは、50~60℃に設定した食品用脱水機で4~6時間乾燥させる必要があります。PLAは目に見えて湿っている場合のみ必要ですが、ABS/PETGはその都度乾燥させるのが効果的です。
Q:フィラメントが濡れているかどうかを、特別な装置なしで見分ける方法はありますか?
A: フィラメントの粘着性を感じるか、またはプリンターのフィラメント負荷センサーを有効にして、押し出し中に発生する亀裂を検知してください。





