 Ir al contenido
Ir al contenido 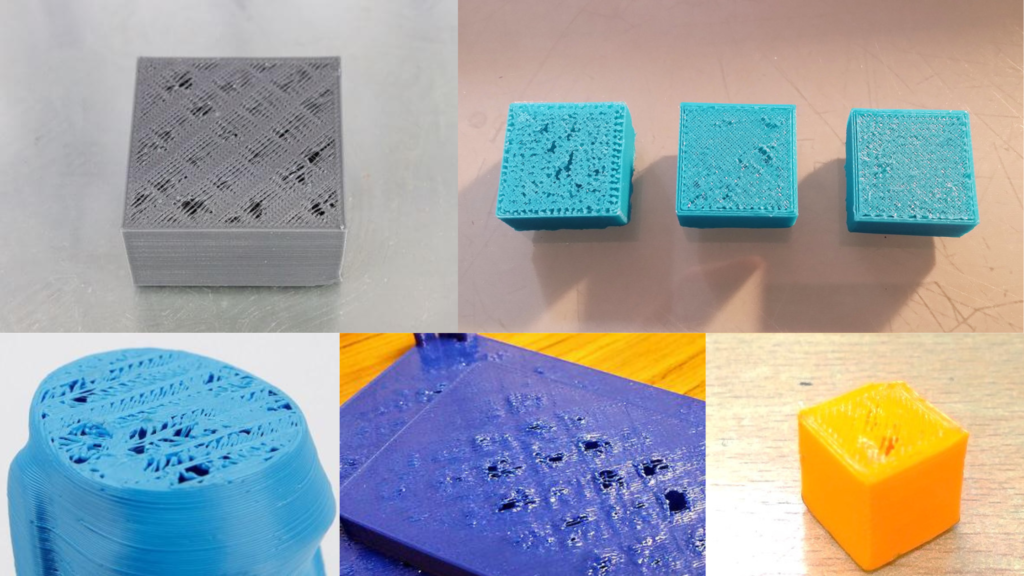
La impresión 3D Fixing es una tecnología increíble, pero incluso las mejores impresoras pueden enfrentarse a retos como el desplazamiento de capas, el alabeo y fallos de impresión inesperados. Estos problemas pueden ser frustrantes, especialmente cuando está trabajando en un proyecto crítico. Afortunadamente, con las técnicas y los métodos de solución de problemas adecuados, puede hacer frente a estos problemas y lograr impresiones de alta calidad de forma constante. En esta guía, exploraremos consejos prácticos y soluciones que le ayudarán a solucionar los problemas más comunes de la impresión 3D, garantizando siempre resultados suaves, precisos y fiables.
Arreglo de la impresión 3D: Cómo solucionar el desplazamiento de capas, la deformación y los fallos de impresión
La fijación de la impresión en 3D ha surgido como una herramienta esencial utilizada en la industria manufacturera, donde diseñadores e ingenieros la emplean en el diseño de productos y la fabricación de artículos muy detallados. Sin embargo, es importante reconocer que Impresión en 3D los trabajos no son siempre un camino de rosas y que pueden surgir problemas que provoquen impresiones de baja calidad o incluso el fallo total de la impresión. Los retos más típicos que surgen son el desplazamiento de capas, una situación en la que las capas de la impresión no están correctamente alineadas, el alabeo, que es cuando la pieza impresa se retuerce y queda deformada o deformada, y el fallo de impresión en todas sus formas.
A pesar de ello, a la hora de combatir los distintos arreglos de la impresión 3D siempre es clave buscar las causas del problema y aplicar los remedios adecuados para obtener un resultado consistente la mayoría de las veces. El objetivo principal de este artículo es dar instrucciones prácticas sobre cómo tratar varios problemas de impresión comunes entre los usuarios de impresión 3D. También se ilustrarán las causas y los remedios para el desplazamiento de capas, el alabeo y otros fallos. También contendrá recomendaciones relativas al diagnóstico de problemas y pasos sistemáticos para su solución. Si se utiliza adecuadamente, es posible fabricar piezas de alta calidad con una impresora 3D y con unos índices muy bajos de fallos en la primera pieza.
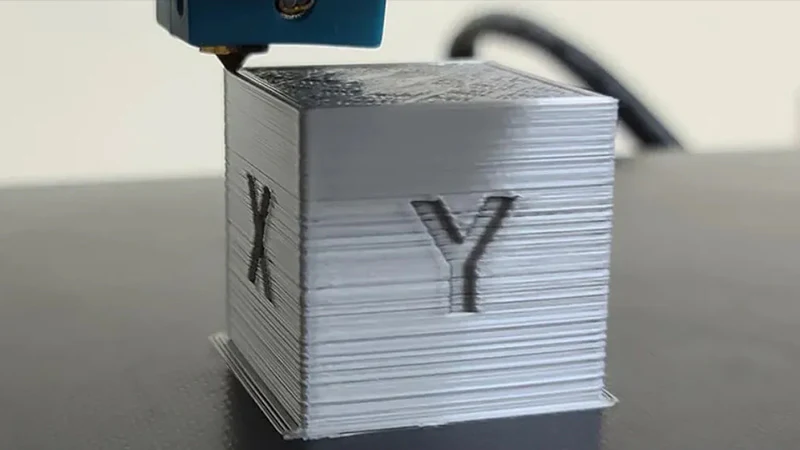
Cambio de capas
El desplazamiento de capas se refiere a la desalineación de las capas a medida que se depositan una a una durante el proceso de fijación de la impresión 3D. Idealmente, cada nueva capa debería colocarse con precisión sobre la capa anterior. Sin embargo, los desplazamientos en el posicionamiento horizontal pueden hacer que las capas se desplacen lateralmente, lo que provoca imperfecciones y una peor calidad de impresión.
Algunas causas comunes del desplazamiento de capas incluyen correas o engranajes que se han aflojado o desgastado con el tiempo. A medida que la impresora mueve el lecho de impresión o el conjunto del extrusor hacia arriba y hacia abajo para imprimir capas sucesivas, los componentes desgastados o sueltos pueden provocar movimientos incoherentes entre las capas. Otra posible causa es el exceso de vibración durante la impresión. Si la impresión 3D bacteriana se coloca sobre una superficie tambaleante o cerca de una maquinaria que vibra, estas vibraciones superficiales pueden trasladarse a las piezas móviles y hacer que las capas se desplacen.
Una preparación y nivelación inadecuadas de la plancha de impresión es otro problema que puede provocar el desplazamiento de las capas. Si la superficie de impresión tiene protuberancias o imperfecciones, no puede proporcionar un contacto consistente para que cada capa se adhiera firmemente. Esto puede provocar el deslizamiento de las capas. Las placas de impresión calentadas que se han deformado también pueden provocar el desplazamiento. Para solucionar el problema del desplazamiento de las capas, lo primero que hay que hacer es comprobar el estado de las correas de transmisión y los engranajes de la impresora y apretarlos o sustituirlos si están sueltos o desgastados. Las vibraciones pueden reducirse utilizando pies de goma debajo de la impresora o aislándola de otros equipos. También es importante garantizar una superficie de impresión lisa y nivelada. Añadir una capa de adhesivo o pegamento a la plancha ayuda a la adherencia.
Los estabilizadores mecánicos para piezas específicas pueden ayudar a suprimir las vibraciones. La fijación de la impresión 3D con un borde alrededor de las piezas aumenta la superficie de contacto para mejorar la adherencia entre las capas. Para la resolución de problemas, examine las capas impresas individuales con un microscopio para localizar cualquier zona desplazada. Realice pruebas La impresión 3D en la creación de prototipos con diferentes tensiones de la correa para ver si se reduce el desplazamiento. Ajustar los parámetros de la impresora, como la velocidad de movimiento, también puede ayudar a minimizar las vibraciones que provocan el desplazamiento. Con algo de experimentación, se puede identificar y rectificar la causa raíz del desplazamiento de las capas.
Deformación en impresión 3D:
El alabeo se produce cuando partes de una pieza de fijación de impresión 3D se curvan o distorsionan respecto a la forma plana o cuboidal prevista. Esto ocurre debido a las fuerzas desiguales que actúan sobre el plástico a medida que se enfría tras la extrusión. Los plásticos se encogen al enfriarse de un estado fundido a sólido, pero si las distintas regiones se enfrían a ritmos diferentes, se producen cambios dimensionales no uniformes en toda la pieza, que se manifiestan como curvatura o torsión.
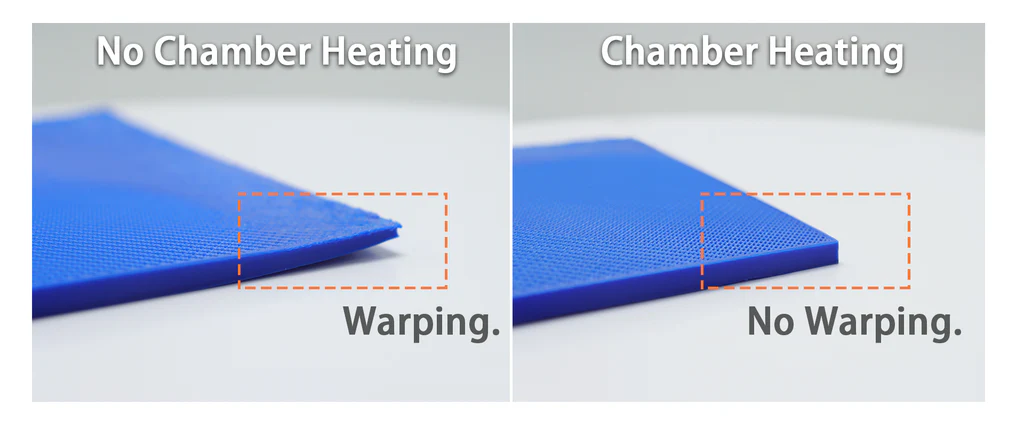
Hay algunos factores clave que influyen en la tendencia al alabeo. La temperatura ambiente juega un papel importante: las temperaturas ambiente más altas permiten menos tiempo para un enfriamiento uniforme. Algunos plásticos como el ABS también son más propensos al alabeo en comparación con el APA. Imprimir en un recinto con control de temperatura puede ayudar a regular el entorno.
El alabeo también se debe al enfriamiento desigual entre el exterior y el interior de cada capa de fijación de la impresión 3D. El exterior se solidifica rápidamente tras la extrusión, mientras que las zonas interiores tardan más en enfriarse una vez encapsuladas. Esto provoca tensiones en las capas intermedias. Algunas estrategias para contrarrestarlo son añadir una balsa o borde que aumente la superficie base y uso de la impresión 3D a una temperatura elevada del lecho para ralentizar el enfriamiento de la capa exterior.
En primer lugar, inspeccione las dimensiones y los bordes de las impresiones terminadas para comprobar si presentan alguna curvatura. Pruebe soluciones sencillas como habilitar una balsa o añadir un borde en los ajustes de la cortadora. Disminuir la velocidad de impresión puede permitir un enfriamiento más gradual. Encerrar la impresora mantiene una temperatura uniforme. Ajustar la temperatura de la cama en pequeños incrementos hasta conseguir el perfil de temperatura ideal también ayuda a minimizar el alabeo. También puede probar diferentes materiales adecuados para su clima. Con un ajuste adecuado de los parámetros y el entorno, se puede conseguir que la fijación de la impresión 3D conserve las formas previstas.
Fallos de impresión:
Las impresiones en 3D se ven a veces empañadas por defectos y fallos que impiden su finalización con éxito. Algunos tipos comunes son las piezas desprendidas, el encordado o la exudación, la fluencia térmica y las boquillas bloqueadas. Las piezas desprendidas se producen cuando las capas o los perímetros no se adhieren correctamente, lo que provoca que las partes se separen Impresión metálica en 3D. Esto puede deberse a una mala adherencia del lecho, a salientes demasiado pronunciados o a problemas de refrigeración. Garantizar un lecho limpio y nivelado y utilizar adhesivos puede ayudar. Disminuir la velocidad de fijación de la impresión 3D o añadir estructuras de soporte bajo los voladizos también puede remediarlo.
El encordado es el filamento extruido no deseado que conecta las piezas en lugar de tener una separación limpia. Tiene su origen en el exceso de filamento rezumado durante la retracción. Reducir las temperaturas, aumentar la distancia/velocidad de retracción y secar el filamento puede minimizar el "stringing".
La fluencia térmica consiste en el reblandecimiento y retroceso del filamento hacia la boquilla a medida que el calor asciende por el conjunto de la extrusora. Esto provoca atascos y un flujo incoherente. La mejora de la refrigeración, el aislamiento de los hotends y el mantenimiento de las temperaturas adecuadas solucionan el problema de la fluencia térmica.
Los bloqueos de boquilla son una causa común de fallos y se presentan como una extrusión inconsistente, capas rayadas o pérdida de imprimación. Se producen debido a la acumulación de residuos en el interior del hotend. La limpieza regular de los hotends ayuda. También se aconseja comprobar si hay racores desgastados o tubos de PTFE dañados que impidan un sellado correcto. La sustitución de la boquilla resuelve los bloqueos graves.
La inspección minuciosa de las impresiones fallidas es importante para reducir la causa raíz. Comience con la resolución de problemas sencillos como nivelar las camas, secar el filamento o tensar las correas. Pase gradualmente a comprobar las temperaturas, las velocidades y los componentes del extrusor si los problemas persisten. Documentar los pasos ayuda a resolver metódicamente los problemas de fijación de la impresión 3D. Con la práctica, el análisis de fallos resulta más sencillo.
Problemas con el filamento:
La elección del filamento y su manipulación pueden influir significativamente en el proceso de fijación de la impresión 3D y en la calidad de Impresora 3D. Los problemas más comunes provienen de daños, absorción de humedad y contaminantes en el filamento.
Es importante inspeccionar cuidadosamente el filamento en busca de grietas, burbujas o deformidades antes de cargarlo. El filamento roto o enredado puede atascar la fijación de la impresora 3D. Mantenga las bobinas selladas cuando no las utilice para evitar que acumulen polvo y humedad. La mayoría de los filamentos, como el PLA y el ABS, son higroscópicos y absorben la humedad ambiental con el tiempo, lo que afecta al rendimiento de la impresión. La humedad atrapada puede provocar crujidos y burbujas durante la extrusión. También dificulta la correcta unión entre capas. Almacenar el filamento en un entorno de baja humedad y secar las bobinas húmedas ayuda. Para el PLA, un deshidratador de alimentos a 50-60°C durante 4-6 horas es adecuado.
El filamento contaminado que contiene suciedad, fibras de vidrio u otras partículas extrañas obstruye las boquillas y desgasta los engranajes. Es aconsejable lavar a fondo el filamento nuevo para eliminar cualquier contaminante de fabricación antes de su uso inicial. Utilizar filamento de un fabricante reputado también reduce este riesgo.
Las variaciones en el diámetro del filamento más allá de la tolerancia nominal pueden causar problemas de subextrusión o atascos. Es más probable que varíe el filamento barato de otras marcas. Medir el diámetro y cambiar a alternativas ayuda. Manipulación adecuada y calidad Materiales de impresión 3D consiguen impresiones consistentes y sin problemas. Tomar precauciones básicas con el almacenamiento del filamento, el lavado y el control de la humedad ayudan mucho.
Configuración del software:
El software de fijación de la impresión 3D permite a los usuarios ajustar con precisión diversos parámetros que controlan el proceso general de impresión y la calidad. Aunque los perfiles predeterminados son adecuados para la mayoría de las impresiones básicas, los ajustes manuales permiten resolver problemas. Sin embargo, realizar demasiados cambios simultáneamente dificulta la resolución de problemas.
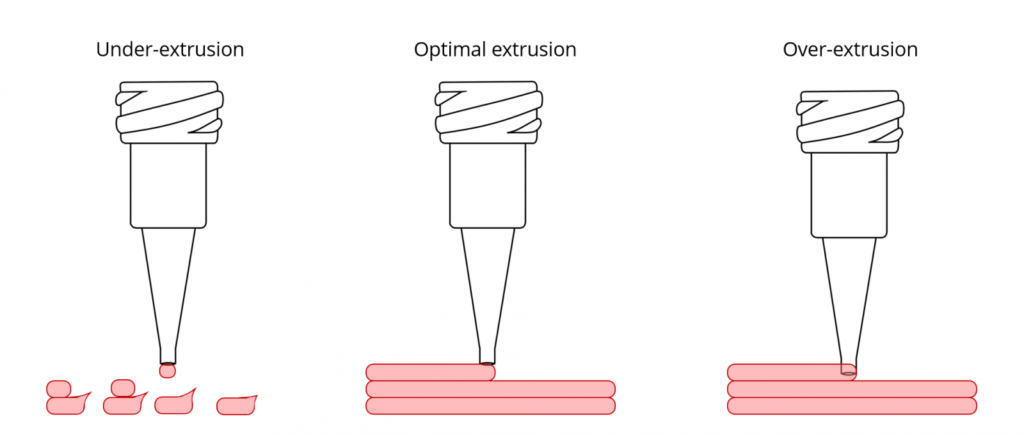
Los ajustes de temperatura de la boquilla y la cama deben optimizarse para el material utilizado. Las temperaturas de impresión demasiado bajas pueden provocar una mala adherencia o alabeo, mientras que las demasiado altas causan desbordamiento y disminución de la resistencia. La altura de las capas, el grosor de las paredes y el porcentaje de relleno determinan la densidad y la resistencia. Los ajustes de velocidad influyen en el tiempo de impresión y en la calidad.
La fijación demasiado rápida de la impresión 3D estresa los motores y reduce la precisión, mientras que las impresiones lentas son ineficaces en términos de tiempo. La velocidad de la capa inicial garantiza una adherencia sólida del lecho. Los ajustes de retracción tiran del filamento hacia atrás cuando se mueve para reducir el encordado. Demasiada retracción provoca subextrusión, mientras que demasiado poca deja exceso de material. Encontrar la distancia y la velocidad equilibradas requiere ensayo. Los ajustes de soporte añaden automáticamente estructuras bajo voladizos para impresiones estables. Habilitar los soportes evita fallos de desprendimiento.
Lo mejor es empezar con los perfiles predeterminados y, a continuación, ajustar gradualmente un parámetro cada vez mediante impresiones de prueba. Anote las observaciones después de cada cambio y revierta los ajustes si vuelven a surgir problemas. Con el tiempo, se puede conseguir un perfil personalizado óptimo para diferentes modelos. Documentar el proceso de aprendizaje a través de los ajustes y los resultados resuelve sistemáticamente los problemas específicos del filamento y de la máquina.
Conclusión:
En esta guía se han esbozado algunos de los problemas de fijación más comunes de la impresión 3D: desplazamiento de capas, alabeo y diversos modos de fallo durante el proceso. Al comprender las causas fundamentales de estos problemas y aplicar las técnicas de solución de problemas pertinentes, los usuarios pueden minimizar los defectos de fijación de la impresión 3D y sacar el máximo partido a sus máquinas. Es importante adoptar un enfoque sistemático empezando por soluciones sencillas como nivelar, apretar las correas o secar el filamento antes de inspeccionar factores más complejos.
El mantenimiento regular, como la limpieza y la sustitución de las piezas desgastadas, también garantiza un funcionamiento constante. Con algo de experimentación, pueden desarrollarse perfiles y ajustes de temperatura óptimos para combinaciones individuales de impresora y filamento. Registrar las observaciones ayuda a perfeccionar el proceso a lo largo de múltiples Soluciones de impresión 3D. La adopción de las mejores prácticas en torno a la manipulación del filamento, los controles medioambientales y la configuración del software ayuda a maximizar la productividad de la fijación de la impresión 3D.
Preguntas frecuentes:
P: ¿Cómo puedo evitar el desplazamiento y la deformación de las capas desde el principio?
R: Asegúrese de nivelar cuidadosamente su placa de impresión y utilice un adhesivo o un ajuste de balsa/brida que proporcione una mejor adherencia. Encierre también su impresora o imprima en una zona estable y alejada de corrientes de aire.
P: ¿Cuál es la forma más sencilla de solucionar varios problemas?
R: Empiece a imprimir utilizando los ajustes por defecto para aislar los problemas de hardware. A continuación, realice un ajuste cada vez, observando si causa/resuelve el problema. Póngase también en contacto con el fabricante de la fijación de impresión 3D para obtener actualizaciones del firmware.
P: ¿Pueden las boquillas sucias causar otros problemas además de los atascos?
R: Sí, una boquilla parcialmente obstruida puede provocar incoherencias como una subextrusión o una mala adherencia de la capa. Lo mejor es limpiar rutinariamente las boquillas, especialmente cuando se cambia de tipo de filamento.
P: ¿Durante cuánto tiempo debe secarse el filamento?
R: La mayoría de los filamentos necesitan de 4 a 6 horas en un deshidratador de alimentos a una temperatura de entre 50 y 60ºC. El PLA sólo lo necesita cuando está visiblemente húmedo - el ABS/PETG se benefician del secado cada vez.
P: ¿Hay alguna forma de saber si el filamento está húmedo sin un equipo especializado?
R: Palpe si el filamento está pegajoso o active el sensor de carga de filamento de su impresora para detectar crujidos durante la extrusión, ambos signos de que la humedad puede ser un problema.





