 Zum Inhalt springen
Zum Inhalt springen 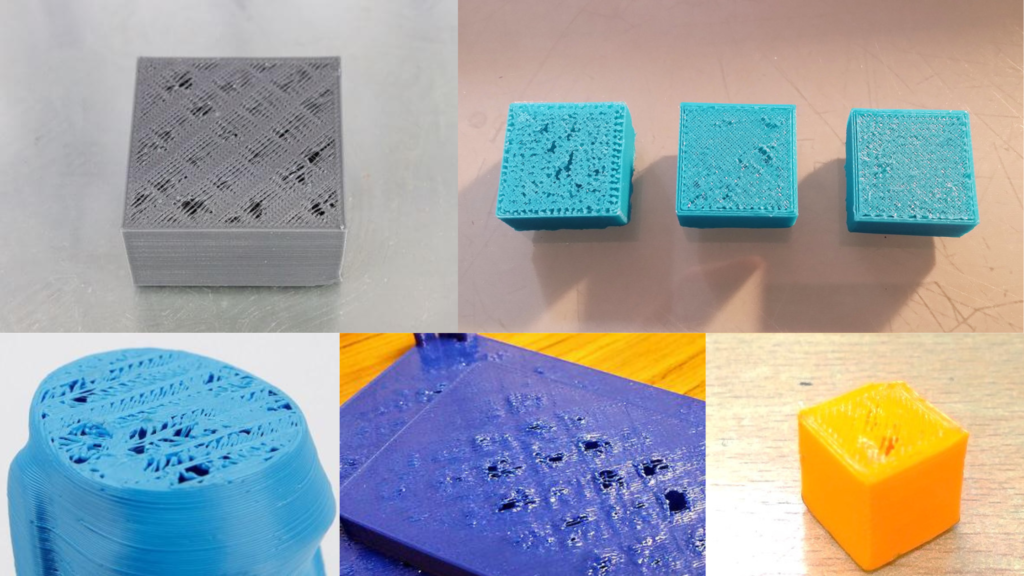
3D-Drucken Fixieren ist eine unglaubliche Technologie, aber selbst die besten Drucker können mit Problemen wie Schichtverschiebungen, Verformungen und unerwarteten Druckfehlern zu kämpfen haben. Diese Probleme können frustrierend sein, besonders wenn Sie an einem wichtigen Projekt arbeiten. Zum Glück können Sie mit den richtigen Techniken und Methoden zur Fehlerbehebung diese Probleme angehen und konsistent hochwertige Drucke erzielen. In diesem Leitfaden stellen wir Ihnen praktische Tipps und Lösungen vor, mit denen Sie häufige 3D-Druckprobleme beheben können, um jedes Mal reibungslose, präzise und zuverlässige Ergebnisse zu erzielen.
3D-Druck reparieren: Lösen von Schichtverschiebungen, Verwerfungen und Druckfehlern
Der 3D-Druck hat sich zu einem unverzichtbaren Werkzeug in der Fertigungsindustrie entwickelt, das von Designern und Ingenieuren für das Design von Produkten und die Herstellung von sehr detaillierten Gegenständen verwendet wird. Dennoch ist es wichtig zu erkennen, dass 3D-Druck Aufträge nicht immer reibungslos verlaufen und dass Probleme auftreten können, die zu minderwertigen Drucken oder sogar zu Druckfehlern führen. Die typischsten Probleme sind Schichtverschiebung, d.h. eine Situation, in der die Schichten des Drucks nicht richtig ausgerichtet sind, Verformung, d.h. wenn sich das gedruckte Teil verdreht und unförmig oder verformt wird, und Druckfehler in all ihren Formen.
Trotzdem ist es bei der Bekämpfung verschiedener 3D-Druckprobleme immer wichtig, nach den Ursachen des Problems zu suchen und die richtigen Maßnahmen zu ergreifen, um in den meisten Fällen ein konsistentes Ergebnis zu erzielen. Das Hauptziel dieses Artikels ist es, praktische Anleitungen zu geben, wie man mit verschiedenen häufigen Druckproblemen unter den 3D-Druckern umgeht. Die Ursachen und Abhilfemaßnahmen für Schichtverschiebungen, Verformungen und andere Fehler werden ebenfalls erläutert. Er enthält auch Empfehlungen zur Problemdiagnose und systematische Schritte zur Problemlösung. Bei richtiger Anwendung ist es möglich, mit einem 3D-Drucker qualitativ hochwertige Teile mit einer sehr geringen Fehlerquote bei den ersten Teilen herzustellen.
Ebenenverschiebung
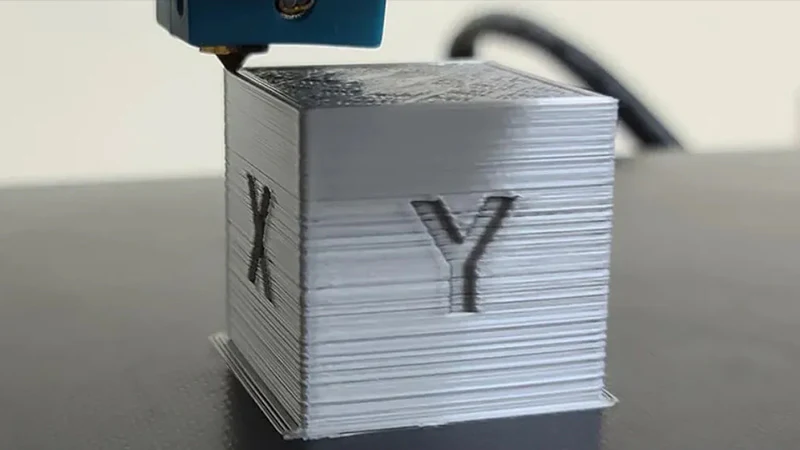
Schichtverschiebung bezieht sich auf die falsche Ausrichtung der Schichten, wenn sie während des 3D-Drucks nacheinander aufgetragen werden. Im Idealfall sollte jede neue Schicht genau auf der vorherigen Schicht positioniert werden. Verschiebungen in der horizontalen Positionierung können jedoch dazu führen, dass die Schichten seitlich verschoben werden, was zu Unregelmäßigkeiten und einer schlechteren Druckqualität führt.
Zu den häufigen Ursachen für das Verschieben von Schichten gehören Riemen oder Zahnräder, die im Laufe der Zeit locker geworden oder abgenutzt sind. Da der Drucker das Druckbett oder die Extruderbaugruppe auf und ab bewegt, um aufeinanderfolgende Schichten zu drucken, können verschlissene oder lockere Komponenten zu inkonsistenten Bewegungen zwischen den Schichten führen. Eine weitere mögliche Ursache sind übermäßige Vibrationen während des Drucks. Wenn die Bakterieller 3D-Druck auf eine wackelige Oberfläche oder in die Nähe einer vibrierenden Maschine gestellt wird, können sich diese Oberflächenvibrationen auf die beweglichen Teile übertragen und eine Verschiebung der Schichten verursachen.
Eine unsachgemäße Vorbereitung und Nivellierung der Druckplatte ist ein weiteres Problem, das zu Schichtverschiebungen führen kann. Wenn die Druckoberfläche Unebenheiten oder Unregelmäßigkeiten aufweist, kann sie keinen konsistenten Kontakt bieten, an dem jede Schicht fest haften kann. Dies kann zum Verrutschen der Schichten führen. Beheizte Bauplatten, die sich verzogen haben, können ebenfalls eine Verschiebung verursachen. Um das Verrutschen der Schichten zu verhindern, sollten Sie zunächst den Zustand der Antriebsriemen und Zahnräder des Druckers überprüfen und sie festziehen oder ersetzen, wenn sie locker oder abgenutzt sind. Vibrationen können durch Gummifüße unter dem Drucker oder durch Isolierung des Druckers von anderen Geräten reduziert werden. Eine glatte, ebene Druckoberfläche ist ebenfalls wichtig. Das Auftragen einer Schicht Kleber auf die Druckplatte verbessert die Haftung.
Mechanische Stabilisatoren für bestimmte Teile können helfen, Vibrationen zu unterdrücken. Das Fixieren von 3D-Drucken mit einem Rand um die Teile herum vergrößert die Kontaktfläche für eine bessere Haftung zwischen den Schichten. Untersuchen Sie bei der Fehlersuche einzelne gedruckte Schichten unter einem Mikroskop, um verschobene Bereiche zu lokalisieren. Test durchführen 3D-Druck im Prototyping mit verschiedenen Riemenspannungen, um zu sehen, ob sich die Verschiebung verringert. Eine Anpassung der Druckereinstellungen, wie z. B. der Bewegungsgeschwindigkeit, kann ebenfalls dazu beitragen, die Vibrationen zu minimieren, die zu Verschiebungen führen. Mit einigen Experimenten lässt sich die Ursache für die Verschiebung der Schichten ermitteln und beheben.
3D-Druck Verziehen:
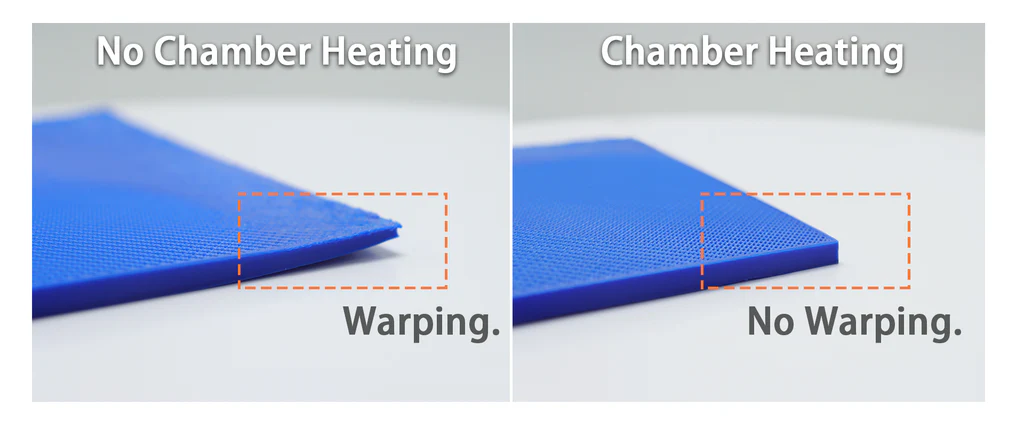
Verzug tritt auf, wenn sich Teile eines 3D-Druck-Fixierteils aufrollen oder von der beabsichtigten flachen oder quaderförmigen Form abweichen. Dies geschieht aufgrund ungleichmäßiger Kräfte, die auf den Kunststoff wirken, wenn er nach der Extrusion abkühlt. Kunststoffe schrumpfen beim Abkühlen vom geschmolzenen in den festen Zustand. Wenn jedoch verschiedene Bereiche unterschiedlich schnell abkühlen, führt dies zu ungleichmäßigen Dimensionsänderungen im gesamten Teil, die sich als Krümmung oder Verdrehung äußern.
Es gibt einige Schlüsselfaktoren, die die Tendenz zum Verziehen beeinflussen. Die Umgebungstemperatur spielt eine Rolle - höhere Raumtemperaturen lassen weniger Zeit für eine gleichmäßige Abkühlung. Einige Kunststoffe wie ABS sind auch anfälliger für Verformungen im Vergleich zu PLA. Das Drucken in einem Gehäuse mit Temperaturkontrolle kann helfen, die Umgebung zu regulieren.
Die Verformung ist auch auf die ungleichmäßige Abkühlung zwischen der Außen- und der Innenseite der einzelnen 3D-Druck-Fixierschichten zurückzuführen. Die äußere Schicht verfestigt sich bei der Extrusion schnell, während die inneren Bereiche länger brauchen, um abzukühlen, sobald sie verkapselt sind. Dies führt zu Spannungen in den mittleren Schichten. Einige Strategien, um dem entgegenzuwirken, sind das Hinzufügen eines Rafts oder Randes, der die Grundfläche vergrößert, und Nutzung des 3D-Drucks bei erhöhter Betttemperatur, um die Abkühlung der äußeren Schicht zu verlangsamen.
Prüfen Sie zunächst die Abmessungen und Kanten der fertigen Drucke auf eventuelle Biegungen. Versuchen Sie einfache Lösungen wie die Aktivierung eines Rafts oder das Hinzufügen eines Randes in den Slicer-Einstellungen. Eine Verlangsamung der Druckgeschwindigkeit kann eine allmähliche Abkühlung bewirken. Das Umschließen des Druckers sorgt für eine gleichmäßige Temperatur. Das Anpassen der Betttemperatur in kleinen Schritten, bis das ideale Temperaturprofil erreicht ist, trägt ebenfalls dazu bei, die Verformung zu minimieren. Sie können auch verschiedene Materialien ausprobieren, die für Ihr Klima geeignet sind. Mit der richtigen Feinabstimmung der Einstellungen und der Umgebung können Sie dafür sorgen, dass die 3D-Druck-Fixierung ihre beabsichtigte Form beibehält.
Fehlschläge beim Drucken:
Der 3D-Druck wird manchmal von Defekten und Fehlern beeinträchtigt, die eine erfolgreiche Fertigstellung verhindern. Zu den häufigsten Fehlern gehören abgelöste Teile, Fadenbildung oder Nässen, Hitzeentwicklung und verstopfte Düsen. Abgelöste Teile entstehen, wenn Schichten oder Umrandungen nicht richtig haften, so dass sich Teile ablösen. 3D-Metalldruck. Dies könnte auf eine schlechte Haftung des Bettes, zu steile Überhänge oder Probleme mit der Kühlung zurückzuführen sein. Ein sauberes, ebenes Bett und die Verwendung von Klebstoffen können helfen. Das Verlangsamen der Fixiergeschwindigkeit des 3D-Drucks oder das Hinzufügen von Stützstrukturen unter Überhängen kann ebenfalls Abhilfe schaffen.
Stringing ist das unerwünschte extrudierte Filament, das die Teile miteinander verbindet, anstatt sie sauber voneinander zu trennen. Es entsteht durch überschüssigen Filamentschlamm während des Zurückziehens. Eine Senkung der Temperatur, eine Erhöhung des Rückzugsabstands/der Rückzugsgeschwindigkeit und eine Trocknung des Filaments können die Fadenbildung minimieren.
Beim Wärmekriechen wird das Filament weicher und kriecht in die Düse zurück, wenn die Hitze die Extruderbaugruppe hinaufwandert. Dies führt zu Verklemmungen und ungleichmäßigem Fluss. Die Verbesserung der Kühlung, die Isolierung der Hotends und die Aufrechterhaltung der richtigen Temperaturen wirken dem Wärmekriechen entgegen.
Düsenblockaden sind eine häufige Ursache von Fehlern und äußern sich in einer uneinheitlichen Extrusion, kratzenden Schichten oder verlorenem Primer. Sie entstehen durch die Ansammlung von Ablagerungen im Hotend. Regelmäßige Reinigung der Hotends hilft. Es ist auch ratsam, nach verschlissenen Fittings oder beschädigten PTFE-Schläuchen zu suchen, die eine ordnungsgemäße Abdichtung verhindern. Das Auswechseln der Düse behebt schwere Verstopfungen.
Eine gründliche Inspektion der fehlgeschlagenen Drucke ist wichtig, um die Ursache einzugrenzen. Beginnen Sie mit einer einfachen Fehlerbehebung wie dem Nivellieren der Betten, dem Trocknen des Filaments oder dem Spannen der Riemen. Gehen Sie allmählich dazu über, Temperaturen, Geschwindigkeiten und Extruderkomponenten zu überprüfen, wenn die Probleme weiterhin bestehen. Das Dokumentieren von Schritten hilft, Probleme beim 3D-Drucken methodisch zu lösen. Mit etwas Übung wird die Fehleranalyse einfacher.
Filament-Probleme:
Die Wahl des Filaments und seine Handhabung können den 3D-Druck-Fixierprozess und die Qualität der Produkte erheblich beeinflussen. 3D-Drucker. Häufige Probleme entstehen durch Beschädigung, Feuchtigkeitsaufnahme und Verunreinigungen im Filament.
Es ist wichtig, dass Sie Filamente vor dem Einlegen sorgfältig auf Risse, Blasen oder Verformungen untersuchen. Gebrochenes oder verheddertes Filament kann die 3D-Druckbefestigung blockieren. Halten Sie die Spulen verschlossen, wenn Sie sie nicht benutzen, um Staub und Feuchtigkeit zu vermeiden. Die meisten Filamente wie PLA und ABS sind hygroskopisch und nehmen mit der Zeit Feuchtigkeit aus der Umgebung auf, was die Druckleistung beeinträchtigt. Eingeschlossene Feuchtigkeit kann zu Knistergeräuschen und Blasenbildung während der Extrusion führen. Außerdem behindert sie die richtige Verbindung zwischen den Schichten. Die Lagerung von Filament in einer Umgebung mit niedriger Luftfeuchtigkeit und das Trocknen nasser Spulen helfen. Für PLA ist ein All-in-One-Lebensmitteltrockner bei 50-60°C für 4-6 Stunden ausreichend.
Verunreinigtes Filament, das Schmutz, Glasfasern oder andere Fremdpartikel enthält, verstopft die Düsen und beschädigt die Zahnräder. Es ist ratsam, neues Filament vor dem ersten Gebrauch gründlich zu waschen, um Verunreinigungen aus der Produktion zu entfernen. Die Verwendung von Filament von einem renommierten Hersteller verringert dieses Risiko ebenfalls.
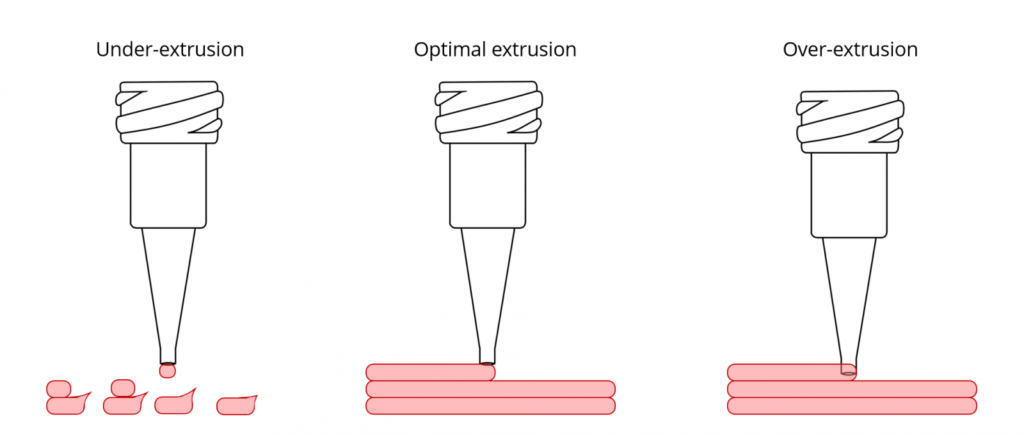
Abweichungen des Filamentdurchmessers über die Nominaltoleranz hinaus können zu Unterextrusion oder Verklemmungen führen. Bei billigem Filament von Drittanbietern ist die Wahrscheinlichkeit größer, dass der Durchmesser variiert. Messen Sie den Durchmesser und wechseln Sie zu Alternativen. Richtige Handhabung und Qualität 3D-Druck Materialien sorgen für konsistente, problemlose Drucke. Grundlegende Vorsichtsmaßnahmen bei der Lagerung des Filaments, beim Waschen und bei der Feuchtigkeitskontrolle sind von großer Bedeutung.
Software-Einstellungen:
Die 3D-Druck-Fixierungssoftware ermöglicht die Feinabstimmung verschiedener Einstellungen, die den gesamten Druckprozess und die Qualität steuern. Während die Standardprofile für die meisten einfachen Drucke ausreichen, können Sie mit manuellen Anpassungen Probleme beheben. Wenn Sie jedoch zu viele Änderungen gleichzeitig vornehmen, wird die Fehlersuche schwierig.
Die Temperatureinstellungen für die Düse und das Bett müssen für das verwendete Material optimiert werden. Zu niedrige Drucktemperaturen können zu schlechter Bindung oder Verformung führen, während zu hohe Temperaturen zu Überlauf und geringerer Festigkeit führen. Schichthöhe, Wandstärke und Füllungsgrad bestimmen Dichte und Festigkeit. Die Geschwindigkeitseinstellungen wirken sich auf die Druckzeit und die Qualität aus.
Ein zu schnelles 3D-Drucken belastet die Motoren und verringert die Genauigkeit, während langsame Drucke zeitineffizient sind. Die Geschwindigkeit der ersten Schicht sorgt für eine solide Bettadhäsion. Die Einstellungen für den Rückzug ziehen das Filament bei der Bewegung zurück, um Fadenbildung zu vermeiden. Ein zu starker Rückzug führt zu einer Unterextrusion, während ein zu geringer Rückzug überschüssiges Material hinterlässt. Um die richtige Balance zwischen Abstand und Geschwindigkeit zu finden, ist ein Versuch erforderlich. Die Stützeinstellungen fügen automatisch Strukturen unter Überhänge für stabile Drucke. Durch die Aktivierung der Stützen werden Abkopplungsfehler vermieden.
Beginnen Sie am besten mit den Standardprofilen und optimieren Sie dann schrittweise einen Parameter nach dem anderen durch Testdrucke. Notieren Sie sich die Beobachtungen nach jeder Änderung und ändern Sie die Einstellungen, wenn Probleme auftauchen. Mit der Zeit lässt sich für verschiedene Modelle ein optimales benutzerdefiniertes Profil erzielen. Wenn Sie den Lernprozess anhand von Einstellungen und Ergebnissen dokumentieren, können Sie filament- und maschinenspezifische Probleme systematisch lösen.
Fazit:
In diesem Leitfaden werden einige der am häufigsten auftretenden Probleme beim 3D-Drucken beschrieben - Schichtverschiebung, Verformung und verschiedene Fehlerarten während des Prozesses. Wenn Sie die Ursachen dieser Probleme verstehen und die entsprechenden Techniken zur Fehlerbehebung anwenden, können Sie die Fehler beim 3D-Druck minimieren und das Beste aus Ihren Maschinen herausholen. Es ist wichtig, systematisch vorzugehen. Beginnen Sie mit einfachen Lösungen wie dem Nivellieren, Spannen von Riemen oder Trocknen von Filament, bevor Sie komplexere Faktoren untersuchen.
Regelmäßige Wartung wie Reinigung und Austausch verschlissener Teile sorgt ebenfalls für einen gleichmäßigen Betrieb. Mit einigen Experimenten lassen sich optimale Temperaturprofile und Einstellungen für einzelne Drucker-Filament-Kombinationen entwickeln. Die Aufzeichnung von Beobachtungen hilft, den Prozess über mehrere Jahre hinweg zu verfeinern. 3D Druck Korrekturen. Die Anwendung von Best Practices für die Handhabung von Filamenten, Umgebungskontrollen und Software-Einstellungen hilft, die Produktivität der 3D-Drucker zu maximieren.
FAQs:
F: Wie kann ich das Verschieben und Verziehen von Ebenen von Anfang an verhindern?
A: Stellen Sie sicher, dass Sie Ihre Bauplatte sorgfältig nivellieren und einen Kleber oder eine Floß-/Randeinstellung verwenden, die eine bessere Haftung bietet. Schließen Sie außerdem Ihren Drucker ein oder drucken Sie in einem stabilen Bereich, der vor Zugluft geschützt ist.
F: Wie kann ich am einfachsten mehrere Probleme beheben?
A: Beginnen Sie mit den Ausdrucken mit den Standardeinstellungen, um Hardwareprobleme zu isolieren. Nehmen Sie dann eine Änderung nach der anderen vor und achten Sie darauf, ob sie das Problem verursacht/behebt. Wenden Sie sich auch an den Hersteller des 3D-Druckers, um Firmware-Updates zu erhalten.
F: Können verschmutzte Düsen neben Verstopfungen auch andere Probleme verursachen?
A: Ja, eine teilweise verstopfte Düse kann zu Unregelmäßigkeiten wie Unterextrusion oder schlechter Schichthaftung führen. Es ist am besten, die Düsen regelmäßig zu reinigen, insbesondere wenn Sie den Filamenttyp wechseln.
F: Wie lange sollte das Filament getrocknet werden?
A: Die meisten Filamente benötigen 4-6 Stunden in einem auf 50-60°C eingestellten Lebensmitteltrockenschrank. PLA braucht dies nur, wenn es sichtbar feucht ist - ABS/PETG profitieren von der Trocknung jedes Mal.
F: Gibt es eine Möglichkeit, ohne spezielle Ausrüstung festzustellen, ob das Filament nass ist?
A: Prüfen Sie, ob das Filament klebrig ist, oder aktivieren Sie den Filament-Lastsensor Ihres Druckers, um ein Knistern während der Extrusion zu erkennen - beides Anzeichen dafür, dass Feuchtigkeit ein Problem sein könnte.





