 跳至内容
跳至内容 
了解如何优化温度、速度、床面平整度等打印机设置,确保每次都能获得完美的初始图层。专家建议校准不同的材料、常见问题以及帽檐和粘合剂等技巧。掌握 3D 打印固定最重要的层,实现成功的高质量打印 三维打印.
要成功打印出完美无瑕的启动阶段,需要了解温度、速度、床面平整度和材料选择等关键因素如何影响第一层的质量。本文将深入探讨这些关键设置和变量。读者将学习到校准技术,以消除任何不规则或不完美之处。通过本文介绍的适当优化,用户可以保证为其所有 3D 打印固定部件打下平滑可靠的基础。
3D 打印修复翘曲和第一层问题的原因
床温问题
床太冷
如果在最初的 3D 打印固定层过程中床温过低,塑料将无法正常附着在床面上。床层温度至少要比长丝熔点低 10°C 才能使其顺利粘附。对于聚乳酸,一般建议床层温度为 60°C。对于 ABS,80°C 左右的较高床层温度效果最佳。
床太热
另一方面,床层温度过高会导致其他问题,如翘曲、下垂或象脚效应。这是因为塑料变得过于熔化,扩散得比预期的要多。重要的是要平衡模床温度,以获得恰到好处的粘合力,同时又不会过度铺展。
灯丝温度问题
印刷太冷
如果挤出机打印初始层的温度过低,塑料可能无法完全熔化并顺利均匀地流出。这将导致层间附着力差、层间出现波纹或缺失点。一般情况下 PLA 原型 在 185-210°C 和 210-240°C 的温度下打印效果最佳,以实现良好的层粘合。
印刷太热
与床身一样,挤出机温度过高也会导致塑料渗出或下垂。这样喷嘴就很难沉积出干净利落的线条。如果沉积后没有足够的时间慢慢凝固,还可能导致塑料在冷却过程中变形。
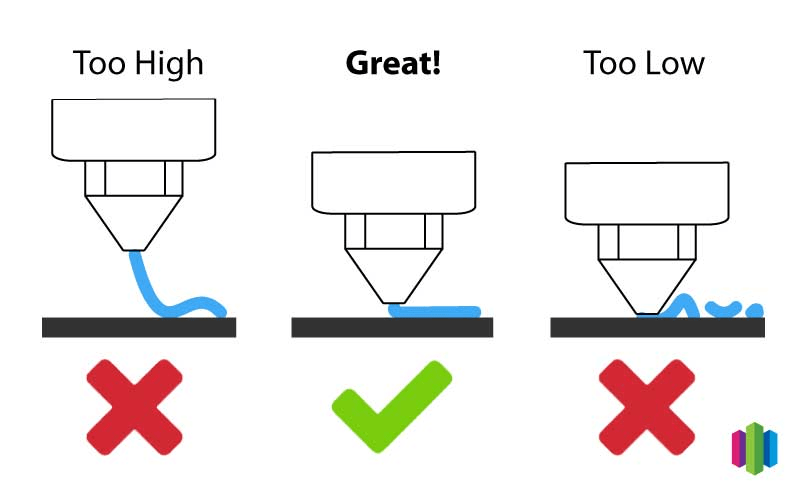
喷嘴太靠近床面
如果喷嘴离印刷表面太近,就会挤出过多的塑料,导致塑料刮擦不均匀,而不是铺上一层光滑的塑料。这将导致附着力差或塑料破裂。一般来说,第一层的间隙最好为 0.1-0.2 毫米。
床面平整度/附着力差
要使喷嘴的距离均匀,关键是要用机械将床身调平。即使是轻微的不平整也会导致一个区域的塑料铺得太薄而粘不住,而另一个区域则会被挤掉。此外,像玻璃这样的建筑表面也需要适当的粘合方法,如胶水或发胶,以获得第一层的牢固粘合。
总之,平衡温度、喷嘴距离和床层制备等因素对于在 3D 打印固定过程中获得平滑、均匀和附着良好的初始层以防止出现翘曲、波纹或分层等下游问题至关重要。只要稍加调整,就能获得非常可靠和高质量的首层效果。
常见 3D 打印翘曲和第一层问题的修复方法
防止翘曲的设置
适当的挤出机和床层温度是 3D 打印的关键,可防止打印件在冷却过程中变形。较慢的打印速度也有助于部件逐渐冷却。对于聚乳酸,可尝试将挤出机温度设定在 205°C,床层温度设定在 60°C,打印速度设定在 40mm/s。
在构建板上涂抹粘合剂
使用胶棒、发胶或胶片等粘合剂可帮助部件在冷却后更好地粘附在构建板上,避免翘曲。每次打印前,均匀地涂上薄薄一层。
粗糙第一层的解决方案
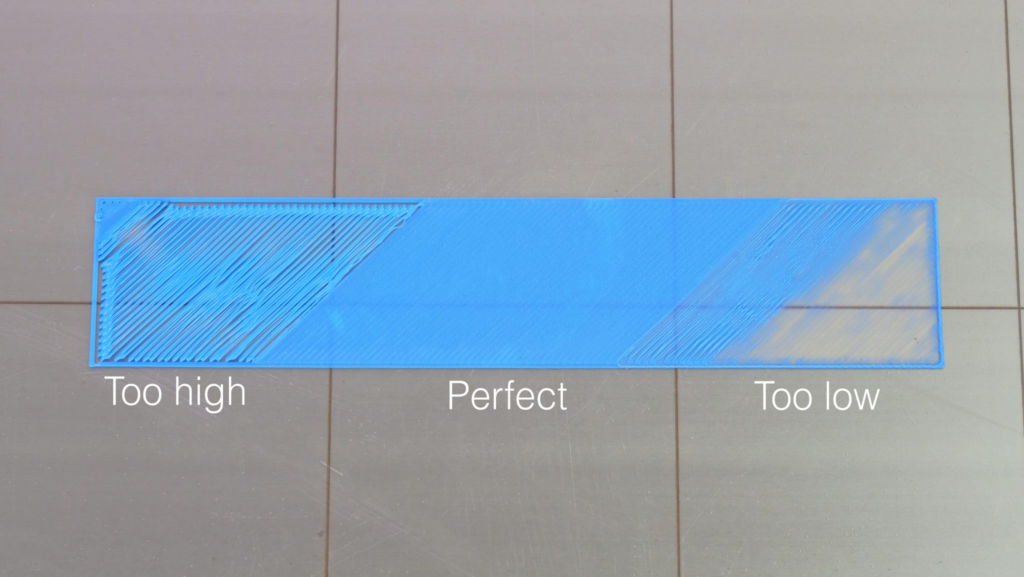
校准 Z 偏移,使喷嘴与料床的距离合适,通常为 0.1-0.2 毫米。还要调整挤出流量,避免塑料挤出过多或过少,造成粗糙层。
调平打印平台并清洁构建板
使用纸或塞尺精确找平加热的 3D 打印固定床的四个角和中心。同时清理可能导致粘合不良的任何碎屑。
防止第一层波纹
避免过早冷却
将打印机围起来或在部件周围加一个帽檐,有助于防止冷却气流在第一层完全粘合到打印床上之前在第一层上形成波纹。
确保第一层均匀一致
校准 E 步、流速和床面平整度,以便在整个床面铺设厚度均匀的塑料。即使是微小的差异也会造成波纹。
实现第一层粘合
清洁构建板并使用粘合剂
在每次 3D 打印固定之前,用异丙醇擦拭构建板,以去除油污。使用胶棒或发胶帮助实现初始层的牢固粘合。
调整温度和速度,实现最佳粘接效果
确定合适的打印床/挤出机温度组合并降低打印速度有助于粘合。这样可以防止层粘合不良导致打印失败。
总之,校准设置、均匀分层和使用粘合剂可产生可靠的首层粘合力,从而克服翘曲、波纹和象脚纹等常见问题。只需稍加调整即可、 三维金属打印 可以产生完美无瑕的第一层。
优化打印机设置,实现完美的第一层效果
3D 打印固定的第一层为整个模型奠定了基础。对设置稍作调整,就能使初始层变得平滑、粘合良好。以下是一些提示:
调整打印/印版温度和速度
关键是要根据灯丝的温度来选择合适的温度。聚乳酸的打印温度一般为 200-210°C,床温为 60-65°C。ABS 需要 230-250°C 和 80-90°C 的较高温度。温度过低会导致粘合不良,而温度过高则会导致翘曲。将第一层速度减慢到 20 毫米/秒可以提高粘合力。
配置第一层特定设置
许多打印机只允许自定义第一层。调整,如增加 挤出宽度 5-10% 可确保线与线之间的适当填充。在添加后续层之前,将速度降低到 15 毫米/秒可使塑料牢固粘合。将层高增加 0.05-0.1 毫米也会有所帮助。
实施第一层帮助程序
在床面上涂上一层薄薄的胶水或发胶,塑料就很容易粘在上面了。在模型周围使用帽檐可以增加一个外圈,防止翘曲。在第一层下面铺上一层额外的材料,以提供更好的支撑。
长丝类型的主要技术
对于聚乳酸(PLA),60°C 左右的较低床温效果很好。ABS 则需要 80°C 左右的较高加热床温,以防止卷曲。柔性长丝(如 3D 打印固定 TPU)需要较低的温度和较厚的第一层,以获得适当的挤压效果。试验有助于针对具体情况调整最佳设置。 3D 打印材料.
校准和调整这些首层设置可将打印从糟糕的初始粘合体验转变为完美无瑕的首层,从而决定整个模型的成败。花时间进行精确调整可确保完美的基础。
结论
实现完美的第一层对于确保成功的 3D 打印修复至关重要。然而,正确的设置需要反复试验。因此,了解影响初始层质量的所有因素(如温度、打印速度、流速、喷嘴高度和床面平整度)非常重要。掌握了这些知识,就可以对打印机进行细致的校准。
第一层必须与打印表面有良好的附着力,这样才能一层一层地制作模型,而不会出现渗出、翘曲或分层等问题。应使用不同的长丝进行测试,并相应调整温度和速度。此外,在需要时还应启动帽檐、胶水或筏子等辅助工具。通过对这些主要设置进行调整,可以优化参数,从而获得完美无瑕的第一层。
掌握完美的第一层需要时间,但通过可靠的打印,不会出现脱落或翘曲,从而获得收益。通过细致的校准打好基础,就能消除下游问题。 3D 打印工具 爱好者应将这些调整作为重点领域,以见证成功率和零件质量的整体大幅提升。只要有优化设置所需的耐心,完美的第一层是有可能实现的。
常见问题
问:我应该何时平整床铺?
答:每次打印前以及调整或拆卸床时都应调平。找平不良会导致层问题。
问:喷嘴应该离多近?
答:对于大多数材料来说,离床面约 0.1-0.2 毫米通常是最佳位置。太近或太远都会降低质量。
问:什么温度最适合聚乳酸?
答:大多数聚乳酸长丝的打印温度为 180-210°C,床层温度为 50-60°C。对于不同颜色或品牌的产品,温度变化较小。
问:如何降低玻璃上的吸力噪音?
答:涂上一层很薄的粘合剂,或改用有纹理的建筑板材,放慢速度,并启用边缘或筏子,以便在没有吸力的情况下更好地粘合。





