 Перейти к содержимому
Перейти к содержимому 
Узнайте, как оптимизировать такие настройки принтера, как температура, скорость, выравнивание ложа и многое другое, чтобы каждый раз получать безупречные начальные слои. Советы экспертов по калибровке для различных материалов, распространенным проблемам и таким хитростям, как ободки и клеи. Мастер 3D-печати исправляет самый важный слой для успешной и качественной печати 3D-печать.
Для успешной печати безупречного начального этапа требуется понимание того, как такие ключевые факторы, как температура, скорость, выравнивание слоя и выбор материала, влияют на качество первого уложенного слоя. В этой статье мы подробно рассмотрим эти критические параметры и переменные. Читатели узнают о методах калибровки, позволяющих сгладить все неровности и недостатки. При правильной оптимизации, описанной здесь, пользователи смогут гарантировать гладкую и надежную основу для всех своих деталей, изготовленных методом 3D-печати.
Причины деформации и проблем с первым слоем при 3D-печати
Проблемы с температурой кровати
Слишком холодная кровать
Если температура слоя слишком низкая во время начального закрепляющего слоя 3D-печати, пластик не будет должным образом прилипать к слою. Температура слоя должна быть как минимум на 10°C ниже температуры плавления филамента, что способствует его гладкому прилипанию. Для PLA обычно рекомендуется температура слоя 60°C. Для ABS лучше всего подходит более высокая температура слоя - около 80°C.
Слишком горячая кровать
С другой стороны, слишком высокая температура ложа может привести к другим проблемам, таким как деформация, проседание или эффект "слоновьей ноги". Это происходит потому, что пластик становится слишком расплавленным и растекается больше, чем предполагалось. Важно сбалансировать температуру ложа, чтобы добиться нужной адгезии без излишнего растекания.
Проблемы с температурой филамента
Печатать слишком холодно
Если температура экструдера при печати начального слоя слишком низкая, пластик может не полностью расплавиться и вытекать плавно и равномерно. Это приводит к плохому сцеплению слоев, появлению ряби или пропусков в слое. Как правило, прототипирование PLA Печатать лучше всего при 185-210°C, а ABS - при 210-240°C для хорошего сцепления слоев.
Слишком горячая печать
Как и в случае со станиной, слишком высокая температура экструдера может привести к избыточному сочащемуся или капающему пластику. Это затрудняет нанесение соплом чистых и четких линий. Это также может привести к деформации пластика по мере его остывания, если не дать ему достаточно времени для медленного застывания после нанесения.
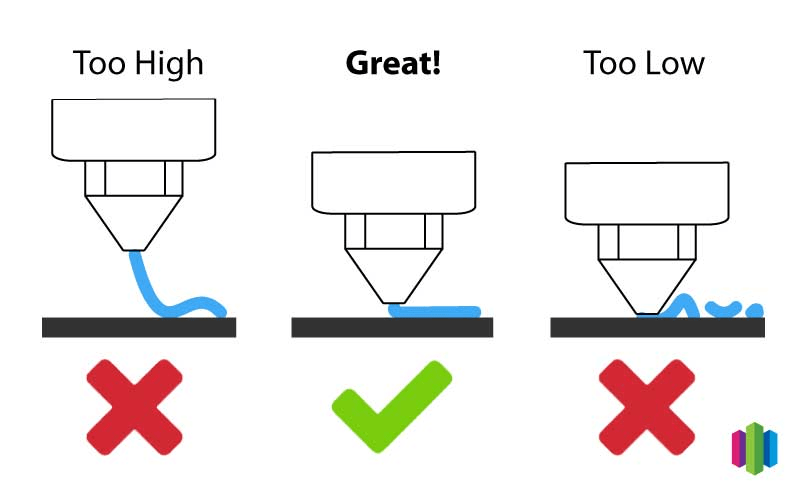
Насадка расположена слишком близко к кровати
Если сопло расположено слишком близко к поверхности печати, оно может выдавить слишком много пластика и заставить его неравномерно скрести по поверхности вместо того, чтобы ложиться ровным слоем. Это приводит к плохой адгезии или разрыву пластика. Как правило, для первого слоя лучше всего использовать зазор 0,1-0,2 мм.
Плохое выравнивание/адгезия
Правильное механическое выравнивание станины - ключевой момент для получения равномерного расстояния до сопла. Даже небольшая неровность может привести к тому, что один участок пластика ляжет слишком тонким слоем и не приклеится, в то время как другой будет выдавлен. Кроме того, такие поверхности, как стекло, нуждаются в правильных методах адгезии, таких как клей или лак для волос, чтобы добиться прочного приклеивания первого слоя.
В заключение следует сказать, что баланс таких факторов, как температура, расстояние между соплами и подготовка слоя, очень важен для получения гладких, ровных и хорошо прилипших первых слоев при 3D-печати, чтобы предотвратить последующие проблемы, такие как коробление, рябь или расслоение. При определенной настройке можно добиться очень надежных и качественных результатов первого слоя.
Устранение распространенных проблем с искривлением и первым слоем при 3D-печати
Настройки для предотвращения деформации
Правильная температура экструдера и станины - ключевые меры 3D-печати, предотвращающие деформацию при остывании отпечатка. Более низкая скорость печати также помогает деталям остывать постепенно. Для PLA попробуйте использовать температуру экструдера 205°C, слоя 60°C и скорость печати 40 мм/с.
Нанесите клей на монтажную плиту
Использование таких клеящих веществ, как клей-карандаш, лак для волос или клейкие листы, помогает деталям лучше приклеиться к пластинам по мере их остывания, чтобы избежать деформации. Наносите тонкий, равномерный слой перед каждой печатью.
Решения для грубых первых слоев
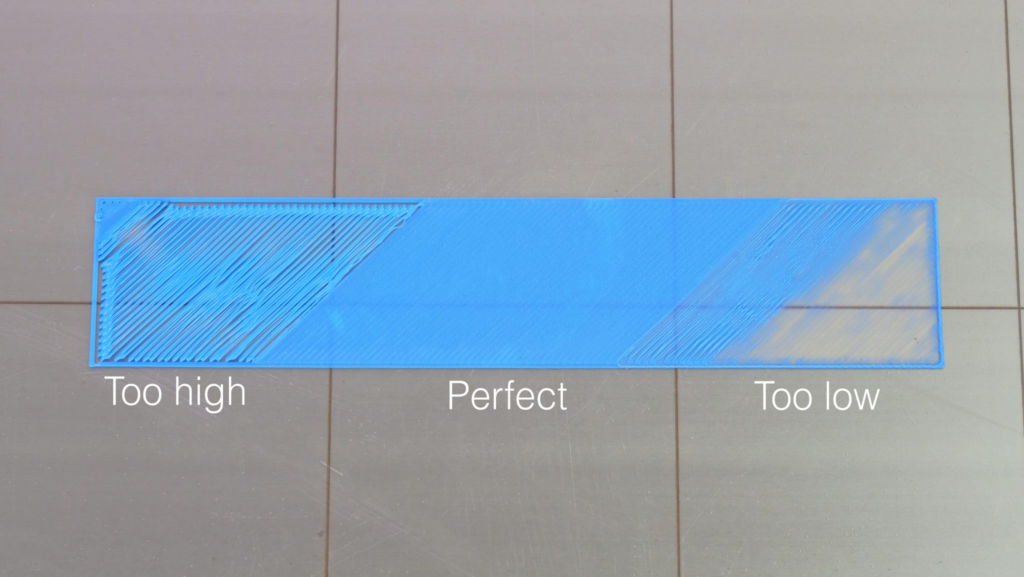
Откалибруйте Z-смещение, чтобы сопло находилось на нужном расстоянии от станины, обычно это 0,1-0,2 мм. Также настройте величину потока экструзии, чтобы не допустить пере- или недоэкструзии пластика, которая приводит к появлению неровных слоев.
Выровняйте печатный стол и очистите монтажную плиту
С помощью бумаги или щупов точно выровняйте четыре угла и центр подогреваемого фиксирующего слоя для 3D-печати. Также очистите все остатки, которые могут стать причиной плохой адгезии.
Предотвращение появления ряби на первом слое
Избегайте преждевременного охлаждения
Закрытие принтера или добавление ободка вокруг деталей помогает предотвратить образование ряби на первом слое от сквозняков, прежде чем он полностью скрепится со станиной.
Обеспечьте равномерный, ровный первый слой
Откалибруйте E-шаги, скорость потока и выравнивание ложа, чтобы уложить пластик равномерной толщины по всему ложу. Даже небольшое отклонение вызывает рябь.
Достижение адгезии первого слоя
Очистите монтажную пластину и используйте клеи
Протрите пластины для сборки изопропиловым спиртом, чтобы удалить масла перед каждым исправлением 3D-печати. Нанесите клей-карандаш или лак для волос, чтобы добиться прочного сцепления начального слоя.
Регулируйте температуру и скорость для оптимального склеивания
Определение правильной комбинации температуры ложа/экструдера и снижение скорости печати способствуют склеиванию. Это предотвращает плохое сцепление слоев, приводящее к неудачным отпечаткам.
В итоге, выверенные настройки, равномерные слои и использование клея обеспечивают надежную адгезию первого слоя, что позволяет преодолеть такие распространенные проблемы, как коробление, рябь и "слоновья нога". С некоторыми настройками, 3D-печать металлом может дать безупречный первый слой.
Оптимизация настроек принтера для получения идеальных первых слоев
Первый слой при 3D-печати закладывает основу для всей модели. Небольшие изменения в настройках могут существенно повлиять на получение гладкого, хорошо скрепленного начального слоя. Вот несколько советов:
Регулировка температуры и скорости печати/краски
Правильный подбор температуры для Вашего филамента - ключевой момент. Для PLA обычно хорошо подходит температура печати 200-210°C и температура подложки 60-65°C. Для ABS нужны более высокие температуры - 230-250°C и 80-90°C. Слишком низкая температура может привести к плохому сцеплению, а слишком высокая - к короблению. Снижение скорости печати первого слоя до 20 мм/с улучшает адгезию.
Настройте параметры, специфичные для первого уровня
Многие принтеры позволяют настраивать только первый слой. Такие настройки, как увеличение ширина экструзии 5-10% обеспечивает правильное заполнение между линиями. Снижение скорости до 15 мм/с позволяет пластику прочно скрепиться перед добавлением последующих слоев. Увеличение высоты слоя на 0,05-0,1 мм также может помочь.
Внедрите помощников первого уровня
Нанесите тонкий слой клейстера или лака для волос на кровать, чтобы обеспечить поверхность, к которой пластик легко прилипает. Использование ободка вокруг моделей добавляет внешнее кольцо, которое предотвращает деформацию. Включение плота укладывает дополнительный материал под первый слой для лучшей поддержки.
Мастер-техники для типов нитей
Для PLA хорошо подходит более низкая температура слоя - около 60°C. ABS нуждается в более теплом слое при температуре около 80°C, чтобы предотвратить скручивание. Гибкие филаменты, такие как TPU для 3D-печати, требуют более низких температур и более толстых первых слоев для правильного сминания. Экспериментирование поможет подобрать оптимальные настройки для конкретных Материалы для 3D-печати.
Калибровка и настройка параметров первого слоя превращает печать из плохого начального склеивания в безупречный первый слой, от которого зависит или зависит успех всей модели. Время, потраченное на точную настройку, гарантирует идеальную основу.
Заключение
Получение идеального первого слоя имеет решающее значение для успешной 3D-печати. Однако для получения правильных настроек может потребоваться некоторое количество проб и ошибок. Вот почему важно понимать все факторы, влияющие на качество первого слоя, такие как температура, скорость печати, скорость потока, высота сопла и выравнивание ложа. Вооружившись этими знаниями, можно тщательно откалибровать принтеры.
Первый слой должен обладать отличной адгезией к поверхности печати, чтобы модель можно было собирать слой за слоем без таких проблем, как сочащийся, деформирующийся или расслаивающийся слой. Следует провести тесты с разными нитями и соответственно отрегулировать температуру и скорость. Также полезно иметь помощников, таких как ободки, клей или плоты, активируемые при необходимости. Немного подкорректировав эти основные настройки, можно оптимизировать параметры для получения безупречных первых слоев.
Совершенствование первого слоя требует времени, но приносит свои плоды в виде надежных отпечатков, которые не отклеиваются и не деформируются. Правильная калибровка основы позволяет избежать проблем в дальнейшем. Оснастка для 3D-печати Энтузиасты должны сделать эти настройки предметом своего внимания, чтобы добиться значительного улучшения показателей успешности и качества деталей в целом. Идеальные первые слои возможны при наличии терпения, необходимого для оптимизации настроек.
Вопросы и ответы
В: Когда я должен выравнивать свою кровать?
О: Подложку следует выравнивать перед каждой печатью, а также каждый раз, когда она регулируется или снимается. Плохое выравнивание вызывает проблемы со слоем.
В: Как близко должна располагаться насадка?
О: Приблизительно 0,1-0,2 мм от поверхности - это, как правило, оптимальный вариант для большинства материалов. Слишком близкое или далекое расстояние ухудшит качество.
В: Какая температура лучше всего подходит для PLA?
О: Большинство PLA-филаментов хорошо печатают при температуре 180-210°C, при этом температура ложа составляет 50-60°C. Небольшие вариации подходят для разных цветов или брендов.
В: Как уменьшить шум при всасывании на стекле?
О: Нанесите очень тонкий слой клея или перейдите на текстурированные строительные листы, снизьте скорость и включите бортики или рафты для лучшего сцепления без присасывания.





