 コンテンツへスキップ
コンテンツへスキップ 
温度、速度、ベッドレベリングなどのプリンター設定を最適化し、毎回完璧な初期レイヤーを実現する方法をご紹介します。さまざまな材料のキャリブレーション、よくある問題、ブリムや接着剤などのトリックについて専門家がアドバイスします。3Dプリントを成功させ、高品質にするために最も重要なレイヤーを修正します。 3Dプリンティング.
完璧なスタートアップ段階での印刷を成功させるには、温度、速度、ベッドレベリング、材料の選択などの重要な要因が、最初に積層されるレイヤーの品質にどのように影響するかを理解する必要があります。この記事では、これらの重要な設定と変数について詳しく説明します。読者は、あらゆる不規則性や不完全性を平滑化するためのキャリブレーション技術を学ぶことができます。ここで取り上げた適切な最適化により、ユーザーは、3Dプリント修正パーツのすべてのための滑らかで信頼できる基礎を保証することができます。
3Dプリントの反りとファーストレイヤーの問題の原因
ベッド温度の問題
寒すぎるベッド
最初の3Dプリント定着層のベッド温度が低すぎると、プラスチックがベッドに適切に密着しません。ベッド温度をフィラメントの融点より少なくとも10℃低くすることで、フィラメントをスムーズに密着させることができます。PLAの場合、ベッド温度は一般的に60℃が推奨されます。ABSの場合は、80℃前後の高いベッド温度が最適です。
熱すぎるベッド
一方、ベッド温度が高すぎると、反りや垂れ下がり、象の足効果といった別の問題を引き起こす可能性があります。これは、プラスチックが溶融しすぎて、意図した以上に広がってしまうためです。過剰に広がることなく、ちょうど良い接着力を得るためには、ベッド温度のバランスが重要です。
フィラメント温度の問題
寒すぎる印刷
初期層を印刷する押出機の温度が低すぎると、プラスチックが完全に溶融せず、スムーズかつ均一に流れ出ない場合があります。その結果、層の密着性が悪くなり、層に波紋や欠落が生じます。一般的に プロトタイピング PLA は185~210℃、ABSは210~240℃が、良好な層接着のために最適です。
熱すぎる印刷
ベッドと同様に、押出機の温度が高すぎると、プラスチックの余分なにじみ出しや垂れ落ちの原因になります。これにより、ノズルがきれいでシャープなラインを描くことが難しくなります。また、析出後にゆっくりと固化するのに十分な時間が与えられないと、プラスチックが冷えて反る原因にもなります。
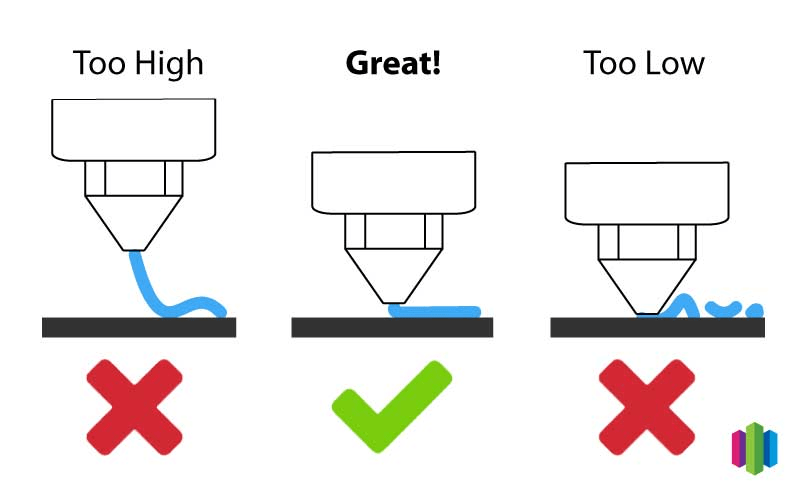
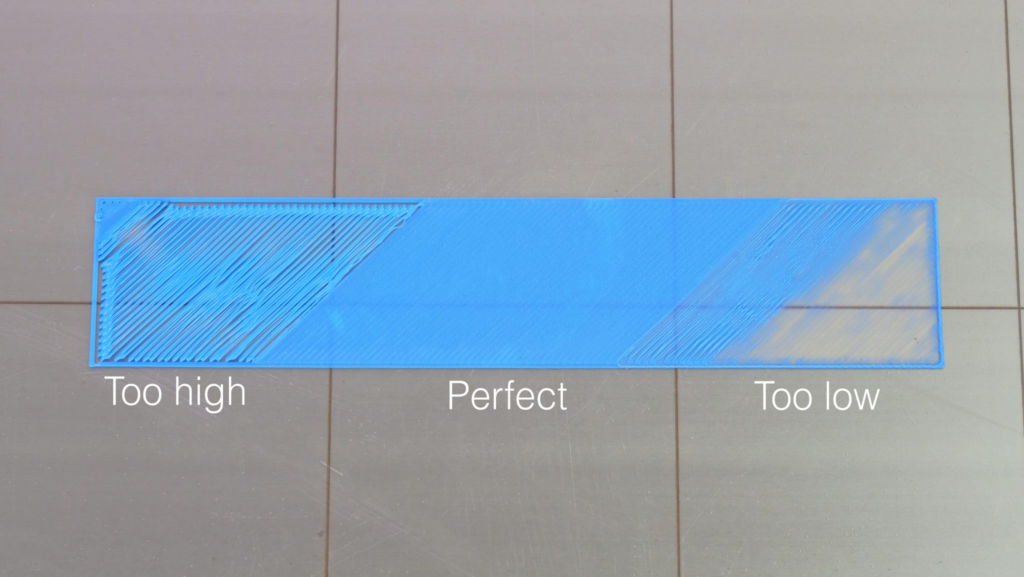
ノズルがベッドに近すぎる
ノズルが印刷面に近すぎると、プラスチックが絞り出されすぎて、平滑な層が形成されずに不均一に削られることがあります。その結果、密着性が悪くなったり、プラスチックがボロボロになったりします。一般的に、最初のレイヤーのクリアランスは0.1~0.2mmが最適です。
ベッドレベリング/接着不良
ノズルまでの距離を均等にするためには、ベッドを適切に機械的に水平にすることが重要です。わずかな凹凸でも、ある部分のプラスチックが薄くなりすぎてくっつかなくなったり、別の部分がつぶれてしまったりすることがあります。また、ガラスのような表面は、接着剤やヘアスプレーのような適切な接着方法が必要です。
結論として、温度、ノズル距離、ベッド準備のような要素のバランスをとることは、3Dプリント修正において、反り、波紋、層間剥離のような下流の問題を防ぐために、滑らかで均一でよく接着した最初の層を得るために非常に重要です。いくつかのチューニングにより、非常に信頼性の高い高品質なファーストレイヤーを得ることができます。
一般的な3Dプリントの反りとファーストレイヤーの問題の修正
反りを防ぐ設定
適切なエクストルーダーとベッドの温度は、プリントの冷却による反りを防ぐための3Dプリントの重要な修正点です。また、プリント速度を遅くすると、パーツが徐々に冷えます。PLAの場合、エクストルーダー温度205℃、ベッド温度60℃、プリント速度40mm/秒を試してみてください。
接着剤をビルド・プレートに塗布
スティックのり、ヘアスプレー、粘着シートなどの接着剤を使用すると、パーツが冷めてもビルドプレートに密着しやすくなり、反りを防ぐことができます。各印刷の前に薄く均一に塗ります。
粗いファーストレイヤーのためのソリューション
通常0.1~0.2mmですが、ノズルがベッドから適切な距離になるようにZオフセットを調整します。また、押し出し量を調整して、プラスチックが過不足なく押し出され、粗い層ができないようにします。
プリントベッドを水平にし、ビルドプレートをきれいにします。
紙やフィーラーゲージを使って、加熱された3Dプリント用修正ベッドの四隅と中央を正確に水平にします。また、接着不良の原因となるゴミを取り除きます。
ファーストレイヤーの波打ち防止
早すぎる冷却を避ける
プリンターを密閉したり、パーツの周囲につばをつけたりすることで、ベッドに完全に接着する前の最初のレイヤーに冷却風による波紋ができるのを防ぐことができます。
一貫性のある水平なファーストレイヤー
ベッド全体に均一な厚さのプラスチックが敷かれるよう、Eステップ、流量、ベッドレベリングを調整してください。わずかなばらつきでも波紋が生じます。
ファーストレイヤー接着の達成
ビルドプレートのクリーニングと接着剤の使用
3Dプリントを修正する前に、ビルドプレートをイソプロピルアルコールで拭いて油分を取り除きます。スティックのりやヘアスプレーを使用して、最初のレイヤーを強力に接着します。
最適な接着のための温度と速度の調整
適切なベッド/押出機の温度コンボを決定し、印刷速度を遅くすることで、接着を助けます。これにより、レイヤーの接着不良による印刷不良を防ぐことができます。
要約すると、較正されたセッティング、均等なレイヤー、接着剤の使用は、反り、波紋、象の足などの一般的な問題を克服するための信頼性の高い最初のレイヤーの接着を作成します。多少の調整で、 3D金属プリンティング 完璧なファーストレイヤーができます。
完璧なファーストレイヤーのためのプリンタ設定の最適化
3Dプリント修正の最初のレイヤーは、モデル全体の基礎を作ります。設定を少し調整するだけで、滑らかでよく接着した最初のレイヤーを得るのに大きな違いが生まれます。ヒントをいくつか紹介します:
印刷/ベッド温度と速度の調整
フィラメントに適した温度を得ることが重要です。PLAの場合、プリント温度は200~210℃、ベッド温度は60~65℃が一般的です。ABSの場合は、230~250℃と80~90℃の高温が必要です。低すぎると接着不良の原因になり、高すぎると反りの原因になります。最初のレイヤーの速度を20mm/sまで遅くすると、接着性が向上します。
ファーストレイヤー固有の設定
多くのプリンターでは、最初のレイヤーのみをカスタマイズできます。以下のような調整が可能です。 押出幅 5-10%を使用することで、ライン間を確実に充填することができます。速度を15mm/sに下げると、次の層を追加する前にプラスチックがしっかりと接着します。層の高さを0.05~0.1mm高くするのも効果的です。
ファーストレイヤー・ヘルパーの実装
ベッドにスティックのりやヘアスプレーを薄く塗ると、プラスチックがくっつきやすい表面になります。模型の周りにつばをつけると、外側のリングができ、ゆがみを防ぎます。ラフトを使用すると、最初のレイヤーの下に余分な材料を敷くことができ、より良いサポートが得られます。
フィラメントタイプのマスターテクニック
PLAでは、60℃前後の低いベッド温度が効果的です。ABSの場合は、カールを防ぐために80°C前後の温めたベッドが必要です。3Dプリント修正TPUのような柔軟なフィラメントは、適切なスクイッシュのために、より低い温度と厚い最初の層が必要です。実験することで、特定のフィラメントに最適な設定を導き出すことができます。 3Dプリント材料.
これらのファーストレイヤー設定をキャリブレーションし、微調整することで、プリントは、最初の接着不良から、モデル全体の成功を左右する完璧なファーストレイヤーに変わります。正確な調整に時間をかけることで、完璧な土台を作ることができます。
結論
最初のレイヤーを完璧に仕上げることは、3Dプリントの修正を成功させるために非常に重要です。しかし、正しい設定を得るには試行錯誤が必要です。そのため、温度、印刷速度、流量、ノズルの高さ、ベッドの水平度など、最初のレイヤーの品質に影響するすべての要因を理解することが重要です。この知識で武装すれば、プリンターを綿密に校正することができます。
にじみや反り、層間剥離などの問題を発生させることなく、モデルを何層にも重ねていくためには、最初の層がプリント表面に対して優れた接着性を持っていなければなりません。さまざまなフィラメントでテストを行い、それに応じて温度や速度を調整する必要があります。また、必要に応じて、ブリム、接着剤、ラフトなどのヘルパーを作動させることも重要です。これらの主な設定をいくつか調整することで、パラメータを最適化し、完璧なファーストレイヤーを作ることができます。
ファーストレイヤーを完璧に仕上げるには時間がかかりますが、剥離や反りのない信頼性の高いプリントによって利益を得ることができます。綿密なキャリブレーションによって基礎を正しくすることで、下流の問題を排除することができます。 3Dプリンティングツール 熱狂的なファンは、成功率と部品品質の全体的な大幅な改善を目の当たりにするために、これらの微調整に重点を置くべきです。セッティングの最適化に必要な忍耐力があれば、完璧なファーストレイヤーは可能です。
よくあるご質問
Q: ベッドはいつ水平にすればいいですか?
A: ベッドは毎回印刷前に水平にする必要があります。水平が悪いとレイヤーの問題が発生します。
Q: ノズルはどのくらい近づけるべきですか?
A: ベッドから約0.1~0.2mmが、ほとんどの素材にとってスイートスポットです。近すぎても遠すぎても品質が低下します。
Q: PLAに最適な温度は?
A: ほとんどのPLAフィラメントは、50~60℃のベッドで180~210℃の間でうまく印刷できます。色やブランドによって多少の差はあります。
Q: ガラスの吸引音を抑えるにはどうしたらいいですか?
A: 接着剤をごく薄く塗布するか、テクスチャー付きのビルドシートに変更し、速度を落とし、吸引せずに接着できるようにブリムやラフトを有効にしてください。





