跳至内容
跳至内容 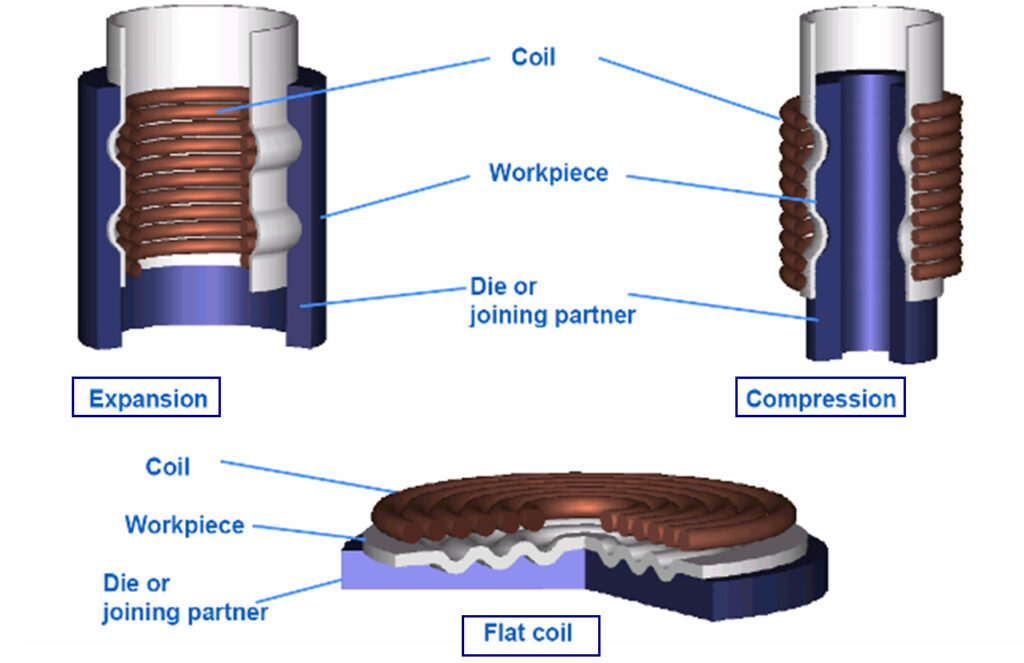
发现 电磁成形 (EMF) 是一种利用脉冲磁场进行高速制造的尖端非接触金属加工技术。了解其应用、设备设置以及如何高效地将铜和铝等导电材料转化为复杂形状。
电磁金属成型:非接触式高速制造
| 目录 |
| 导言 |
| 电磁成型工艺原理 |
| 电磁场中的材料行为 |
| 电磁场工具 |
| 电磁场的应用 |
| 结论 |
| 常见问题 |
文章 "电磁金属成形:非接触式高速制造 "涵盖了一系列主题,包括电磁成形 (EMF) 简介及其在现代金属加工中的重要性、电磁成形工艺原理(包括设备设置、工件变形机制和影响工艺可行性的因素)。文章进一步探讨了电磁成型过程中的材料行为,讨论了应变率、绝热加热产生的温升、材料构成模型以及变形后微观结构的变化。此外,文章还探讨了电磁场中使用的工具,包括电磁线圈设计、过程模拟、成型模具和工件夹持技术。文章详细介绍了电磁场的应用,重点是管材和板材金属成型、混合金属加工技术及其他用途。结论部分总结了电磁场技术的进步和未来潜力,而常见问题部分则解答了有关该技术的常见问题。
电磁成形(EMF)通常被称为脉冲磁成形,是一种尖端的非接触式金属加工技术,它利用电磁感应原理对导电材料进行成形。这种创新方法利用强大的洛伦兹力,实现了无机械接触的高速制造过程。EMF 对于铜、铝和低碳钢等高导电材料的空心型材、金属板材和管状部件的成型特别有效。
电磁场的基本操作包括产生高强度脉冲磁场,这种磁场是通过位于工件附近的线圈对大型电容器放电而产生的。这一过程会在工件内部诱发涡流,从而产生斥力磁场。这些对立磁场的相互作用产生的体积力能够克服材料的屈服强度,从而导致快速和高速变形。
电磁场广泛应用于成型和连接操作,可完成压缩或膨胀空心管、成型扁平或预成型金属板以及促进部件校准和装配等任务。虽然电磁场的最初应用仅限于较小的部件,但随着多级电磁场技术的发展,现在已能制造较大的平板和空心型材。与传统的机械成形相比,电磁场成形技术的优势非常明显,它可以提高材料的成形性,避免出现缩颈或开裂等问题,减少回弹,并通过非接触式加工保留表面涂层。
近几个月来,谷歌搜索 "电磁成形 "的次数急剧增加。这种在线兴趣的激增与利用脉冲磁力进行高速金属成型领域的创新相吻合。随着电磁成形等非接触成形技术的不断进步,它们为各行各业在突破材料极限的同时快速制造零件带来了新的机遇。
在有关电磁成形应用和工艺建模信息的总搜索量中,来自工业工程领域的搜索占主导地位。学术界对电磁金属加工基本原理的持续研究也产生了浓厚的兴趣。从地理位置上看,欧洲和亚洲发达经济体的搜索频率相对较高,这无疑是受到竞争激烈的汽车和工业领域技术进步的推动。 航空制造 要求新颖的行业 制造 解决方案
展望未来,随着增材制造技术的发展和三维打印与非接触成形混合技术的出现,人们对电磁成形的兴趣可能会进一步增长。随着科学界对电磁变形力学与有限元建模的不断深入了解,通过电磁加工实现曾经不可能实现的零件几何形状的机会在未来几年只会越来越多。
电磁成型工艺原理
电磁场设备设置
典型的电磁场系统由几个关键部件组成:一个能量存储和控制单元,内含高压电容器、一个放电开关、控制电子元件和一个电磁线圈转换器。此外,还有一个用于将工件插入线圈的工作站。这些部件的设置和调整是完成熟练和引人注目的塑形的基础。
能量储存装置负责收集电能,然后通过卷曲释放。卷曲构造可根据具体应用而改变,从而影响吸引力场的质量以及随后工件的变形。
.精确控制卸料时间和持续时间对优化成型工艺至关重要。
工件变形机制
在释放阶段,高卷曲气流通过电磁吸力在邻近工件上产生漩涡气流。这些被激发的气流会产生限制性吸引力场,对工件施加洛伦兹力。当这些力的大小超过材料的屈服强度时,就会发生快速变形。由此产生的速度可达每秒数百米,从而实现了传统方法无法实现的高速成型。
大部分变形发生在初始冲力之后,因为传给工件的动能推动了其塑性。这种高速工艺最大限度地缩短了散热时间,导致材料内部温度显著升高,在设计成型参数时必须考虑到这一点。
决定工艺可行性的因素
电磁场的可行性受多种因素影响,包括工件材料的导电性。例如,钢等材料可能需要导电驱动器来提高其对电磁场的适用性。此外,循环的有效性还受到线圈与工件之间距离的影响;限制气孔对于增强从卷曲到工件的能量移动至关重要。
需要注意的是,电容器中释放的能量只有一小部分转化为塑料变形。大量能量以强度的形式散布在工件内部,这就要求在能量信息和变形量之间保持谨慎的协调。
电磁场中的材料行为
电磁场中的应变率和速度
电磁场的主要特点之一是其产生的应变率高得惊人,可从 10310^3103 到 104 s-110^4 104s-1。由此产生的工件速度可达每秒数米,使材料进入超塑性系统,与半静态成型循环相比,其成型性得到了本质上的改善。在这一系统中,由于缩颈或开裂而导致失效的可能性大大降低,从而能够对使用传统方法通常难以成型的材料进行成型。
绝热加热产生的温升
电磁场的快速变化同样会促使工件内部产生显著的绝热升温。随着塑性变形的发生,在材料上所做的功有很大一部分完全转变为热功。温度的升高会影响材料的流动性,需要精确的预知模型来预测对屈服强度和柔韧性的影响。温度升高的分析模型考虑到了材料的应变流动行为,使工程师能够设计出在成型过程中优化材料性能的工艺。
构成材料建模
要准确预测材料在电磁场作用下的行为,需要大量的实验数据来建立各种应变率和温度下的流动曲线。通常采用约翰逊-库克模型等模型来捕捉屈服应力对应变、应变率和温度的依赖性。这些构成模型可集成到有限元(FE)模拟中,以模拟局部应力-应变状态,从而深入了解高速成形条件下的材料行为。
电磁场后的材料微观结构
对通过电磁场形成的材料进行的变形后分析表明,其微观结构发生了显著变化。对动态压缩样品进行的金相检查显示,位错密度增加,同时在失效点形成绝热剪切带。这些微观结构变化与准静态过程中观察到的微观结构变化明显不同,突出表明在使用电磁场时,需要采用量身定制的材料表征和分析方法。
电磁场工具
电磁线圈设计
电磁回路的规划是电磁场进步的基础。不同的环路计算取决于特定的应用:螺旋线圈通常用于包装圆形工件,而水平或缠绕线圈则用于金属板成型。最佳线圈设计必须兼顾磁场均匀性和气隙最小化,以提高压力效率。此外,磁通量集中器的集成可以在不增加存储能量的情况下放大磁场,从而提高成型工艺的整体效率。
过程模拟和建模
有限元分析(FEA)在电磁场过程的规划和简化中发挥着至关重要的作用。通过将电磁、温度和底层调查结合起来、 有限元分析 可以精确显示工件内部的节拍环流、漩涡流、电磁张力、温度上升和应力应变状态。通过模拟进行参数研究,工程师可以探索各种线圈和工件参数,从而优化成形工艺,提高材料性能。
EMF 成型模具
开发专门用于电磁场应用的成型模具是该技术的另一个关键方面。局部成型模具用于将电磁力集中在工件的目标区域,而复杂的几何形状可能需要使用多个线圈或模具进行多步成型。必须仔细选择工具材料,以承受与电磁场相关的极端负荷,同时在需要时进行经济的维修和更换。
工件夹持和驱动
工件在线圈内的有效定位是电磁场成功运行的关键。工作站利用专门的夹具和机器人穿梭系统,确保成型过程中的精确对准。此外,还采用执行器将 EMF 集成到自动化生产系统中,使磁冲与工件进料周期同步。这种能力可实现高速生产率,每分钟可生产数百个零件。
电磁场的应用
通过电磁场进行管材成型
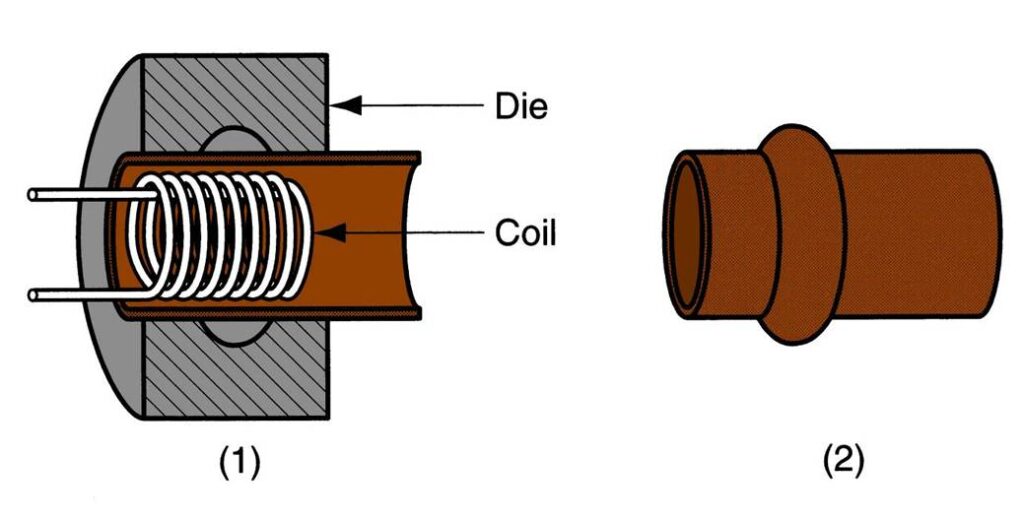
EMF 尤其适用于轴对称管状部件的成型。该工艺可用于压缩接合(管子在实心芯轴周围成型)或膨胀应用(管子插入模具并紧密接触)。可对频率、间距和线圈几何形状等关键工艺参数进行调整,以定制接头的机械性能。
使用 EMF 进行金属板成型
在金属板成形方面,电磁场可以克服传统成形工艺中通常使用的均压线圈的一些限制。顺序式或增量式电磁场成形允许逐步成形大型平板,从而能够在不超过系统额定电压或电流的情况下生产复杂零件。
混合金属加工技术
EMF 与其他成型工艺的结合可显著提高整体效率和材料性能。例如,电磁场可与液压成形、挤压和滚压成形相结合,以利用材料的各向异性。通过对这些方法进行策略性排序,制造商可以扩展成形极限并实现复杂的几何形状,同时充分利用每种技术的优势。
其他电磁场应用
除了传统的成型应用外,电磁场还在其他制造工艺中展示了多功能性,例如电磁脉冲焊接,它利用受控磁流体冲击来连接材料。此外,电磁场还可用于增量板材成型、磁脉冲矫直和导电材料的超塑性切割。EMF 能够经济地处理几何形状和材料的可变性,因此成为批量生产环境中一个极具吸引力的选择。
结论
通过电磁场进行脉冲磁力成型是非接触式高速制造技术的一大进步。这种方法的优点包括提高材料成型性、降低缺陷风险和保护表面涂层,使其成为现代金属加工的重要工具。技术的不断进步为电磁成形技术在广泛的连接、成型和制造应用中实现工业规模铺平了道路。
持续的研究与开发,再加上复杂的工艺建模,对于进一步拓展电磁金属成型的界限至关重要。随着各行各业不断寻求高效、精确和多功能的制造技术,电磁成形技术将在未来的先进制造业中发挥举足轻重的作用。
常见问题
问:什么是电磁成形?
答:电磁成形是一种高速金属加工技术,它利用脉冲磁场使导电工件变形,而无需机械接触。工件中感应出的强涡流与磁场相互作用,产生洛伦兹力,从而对金属进行永久成形。
问:使用电磁场可以形成哪些材料?
答:电磁成形最适合铜、铝和低碳钢合金等高导电性材料。不过,如果将非导电材料固定在与金属基体相连的导电载体中,也有可能进行成形。工件电阻率会影响磁压力的穿透深度。
问:脉冲磁场是如何产生的?
答:大型电容器组通过放置在工件附近的电磁线圈快速放电。这会产生一个强烈但短暂的磁场,能够以极高的应变率加速塑性变形。存储的能量只有一小部分用于实际成形,其余部分则以热量形式散失。
问:变形机制是什么?
答:洛伦兹力在几毫秒内将工件加速到超过 100 米/秒的超高速。当这种动能传导到脉冲后的材料微观结构中时,会产生进一步的塑性加工。与准静态成形相比,应变速率可达每秒数千次。
问:材料特性如何影响成形?
答:在如此短暂的绝热加热下,材料会发生应变硬化和热软化。考虑到应变速率和温度敏感性的结构模型能更好地预测电磁脉冲的成形结果。