简化生产流程,加快从设计到交付的时间进度。
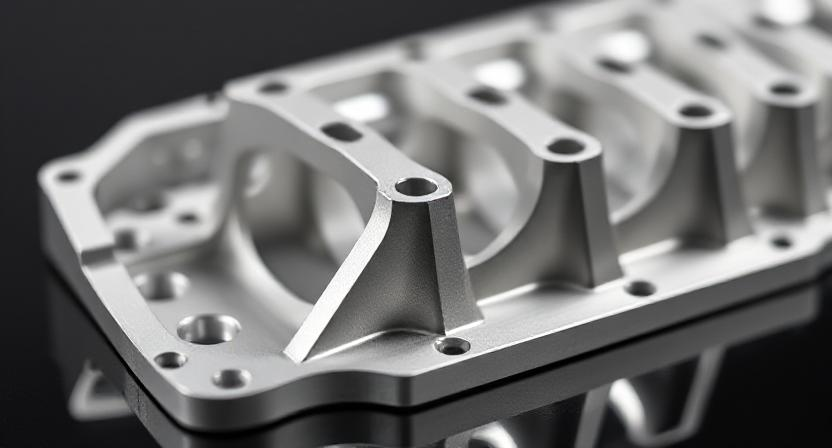
制造超过行业标准的精密零件。
快速开发和验证产品,为上市做好准备。
实现快速创新,最大限度地发挥性能潜力。
创新外壳,提高小批量生产效率。
开发符合严格医疗安全标准的原型和产品。
以稳定、高速的零件质量提高效率。
以卓越的机械交付提供竞争优势。
通过按需生产功能,加快产品上市时间。
加快创新和开发周期。
航空航天工业
利用我们的顶级制造技术提升航空航天项目。通过具有竞争力的按需服务,加快发射、降低风险并优化效率。通过 ISO 9001:2015 认证,并提供全天候工程协助。
提供超越行业标准的精密汽车零部件。我们的制造工艺确保您的车辆具有卓越的质量、可靠性和性能。请相信我们,我们将为您提供一流的汽车零部件和无与伦比的服务。
释放快速、经济高效的定制制造潜力,简化自动化行业的新产品开发。提高质量和灵活性
我们针对通信行业的需求,提供快速成型和加工专业技术,最大限度地发挥性能潜力。
利用我们的精密加工解决方案,将尖端消费电子产品迅速推向市场,确保小批量生产的效率和创新。
通过对医疗器械原型和生产部件进行精密加工,确保符合医疗安全标准,提供优质可靠的产品。
我们专为半导体行业设计的按需加工服务可加快产品上市时间。
利用我们的精密加工解决方案,加快新能源技术的创新周期,满足该行业的独特需求。
有 50 多种金属和塑料可供选择,以满足您的项目需求。
我们提供 30 多种优质饰面选择,让您的项目锦上添花。
随时了解行业趋势、公司新闻和产品更新。
注册获取 MXY Machining 的提示、新闻和见解。
访问年度趋势报告、海报和其他可下载内容。
探索产品开发、设计和制造资源。
了解与我们合作的创新型公司的成功案例。
访问我们大量的教育视频和教程。
材料
我们提供 30 多种优质饰面选择,可提高项目的美观度和耐用性。
通过我们富有洞察力的博客,了解最新的行业趋势、公司新闻和产品更新,并从中获得灵感。
订阅 MXY Machining 的时事通讯,获取符合您兴趣的宝贵提示、新闻和见解。
获取年度趋势报告、信息海报和其他可下载内容等宝贵资源。
通过我们全面的知识库,拓展您对产品开发、设计原理和制造技术的理解。
与我们合作将创意变为现实的创新型公司的成功故事将激励您。
我们收集了大量教育视频和教程,涵盖广泛的主题,可提高您的技能和知识水平。
铝、合金钢 ± 0.3% 从 ± 0.3 毫米开始 (0.012 英寸) 准备时间5 个工作日
激光切割。弯曲、后处理 公差低至 ± 0.04 英寸(0.1 毫米) 准备时间5 个工作日
原型和生产工具 零件复杂程度和尺寸范围广 1 至 1M 部分
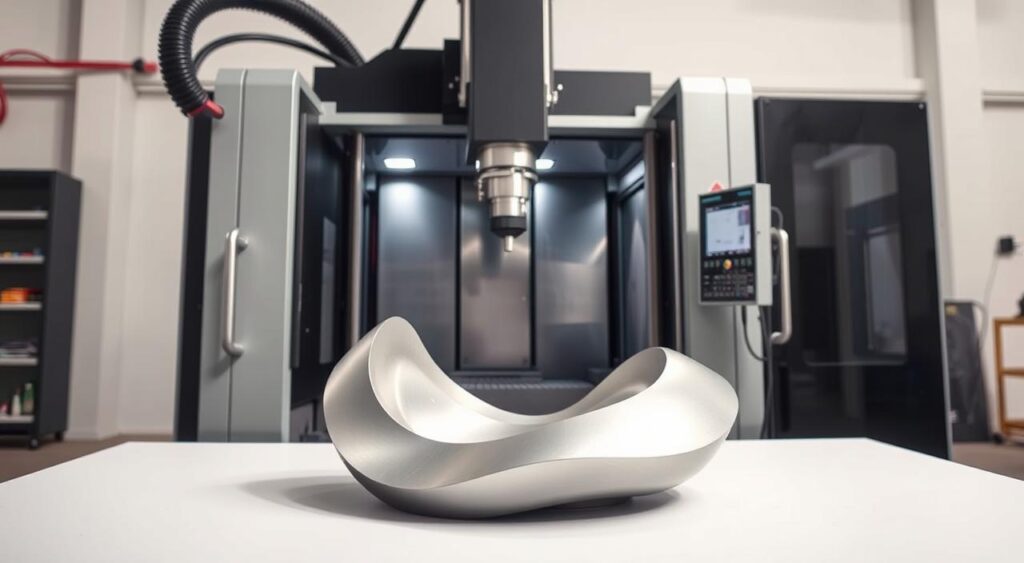
铣削、车削和后处理 公差小至 ±.020 毫米(±.001 英寸) 交货时间从 5 个工作日起
财务和行政司、劳工和社会事务司、财务和行政司 ± 0.3%,下限为 ± 0.3 毫米(± 0.012 英寸) 交付时间为 1 个工作日
质量检查
顶级精度
定制加工
提高效率
快速生产
期限管理
了解我们客户的真实经历。他们的话比我们的声明更有分量。了解我们如何超越期望,满足独特要求。
MXY Machining 的板材切割服务一直是我们制造流程的基石。他们能够提供干净、精确的切割,使我们能够在产品装配操作中保持高标准。绝对可靠和专业。
Olivia P.
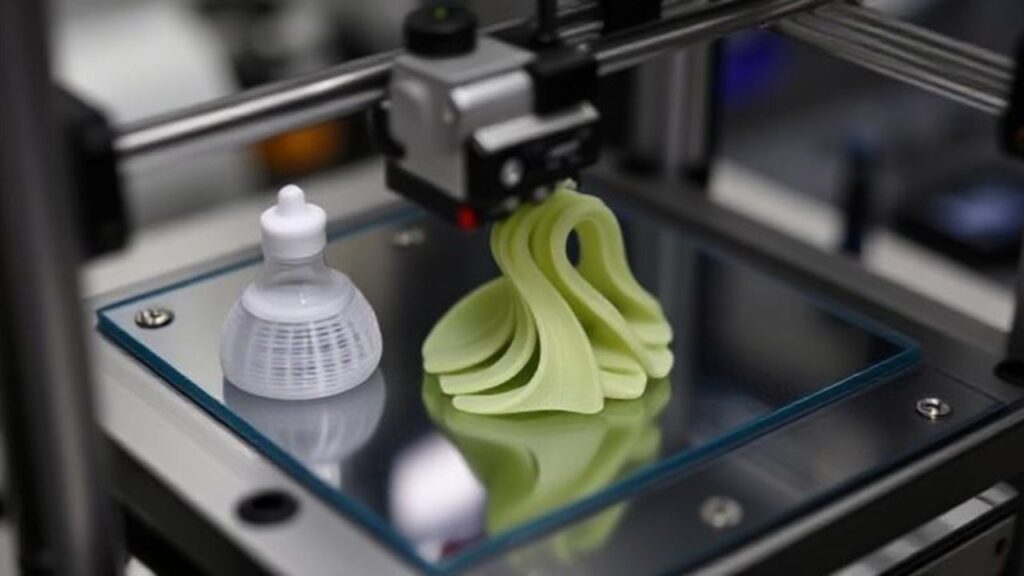
MXY Machining 的 SLA 服务在我们的设计验证过程中起到了至关重要的作用。成品零件的质量和他们的技术所实现的细节清晰度确实令人印象深刻。
卡洛斯
MXY Machining 在 FDM 方面的专业知识改变了我们的原型设计需求。他们在材料选择和设计调整方面的建议帮助我们以比预期快得多的速度完成了功能原型。
亚伦.
我们需要一个能够满足我们定制水刀切割需求的合作伙伴,而 MXY Machining 超出了我们的预期。他们既能加工坚硬材料,又能保持高精度,极大地改善了我们的生产线。
Sandra T.
MXY Machining 的数控加工技术无与伦比。他们以惊人的精度和速度将我们复杂的设计变为现实。与一个真正了解工程细节重要性的团队合作,令人耳目一新。
詹姆斯.
Neutrino detection allows contactless 3D mapping of opaque internal features with micrometer precision. This emerging technology provides major
This article summarizes the current literature on light sensitive bioinks for 3D bioprinting applications to enable transparency of
目录 引言 反物质研究的历史 湮灭能与增材制造 反物质 3D 的现状
目录 引言 石墨烯量子点 (GQDs) 数控反馈机制的挑战 量子点传感器的应用
探索革命性的金属等离子加工技术,在极端条件下实现先进制造。探索以下领域的应用
探索 DNA 引导的数控加工在纳米制造中的变革潜力。探索动态 DNA 纳米机器和
利用 3D 打印、数控加工和注塑成型等尖端技术,精确地制作出栩栩如生的原型。
快速迭代和完善设计,确保每个原型都符合准确的规格和高精度标准。
促进快速测试和验证流程,简化从概念到市场准备就绪的过程。
我们的数字化生态系统缩短了从概念到生产的时间,提高了效率并保持了高标准。
拥有庞大的合作伙伴网络和现代化设施,善于管理小型和大型项目。
凭借创新的报价和强大的制造工艺,始终如一地按时交付高质量的成果。

















 跳至内容
跳至内容