 İçeriğe geç
İçeriğe geç 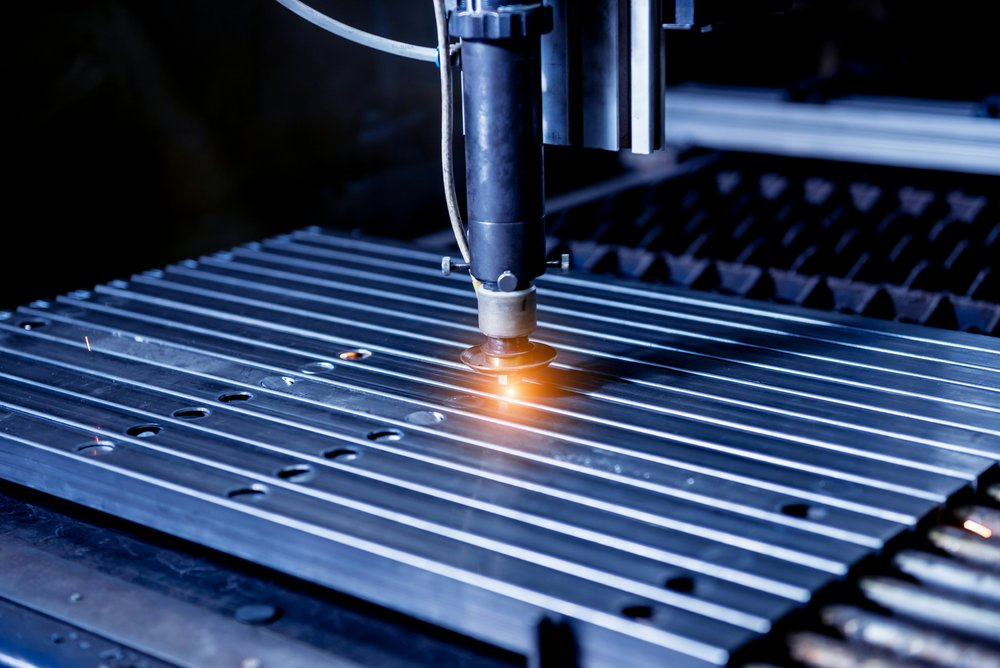
Kaynak ve kesme teknikleri de dahil olmak üzere yaygın metal imalat sorunları için etkili çözümleri keşfedin. Metal işlemede tutarlı ve yüksek kaliteli sonuçlar için malzeme hazırlama, ekipman kurulumu, otomasyon ve daha fazlası hakkında bilgi edinin.
Metal İmalat Problemleri Çözüldü: Kaynak ve kesme teknikleri için daha iyi

Metal imalatı otomotiv, havacılık ve imalat gibi sektörlerde hayati bir rol oynar. İmalatçılar ham maddeleri keser, büker, kaynak yapar ve hassas bileşenler ve yapılar haline getirir. Bununla birlikte, sac metal i̇malati zorluklar ortaya çıkarabilir: kesimler kusurlu olabilir, kaynaklar kusur içerebilir ve işler gecikmelerle karşılaşabilir. Sorunlar yanlış ekipman kurulumu, yetersiz güvenlik önlemleri, yetersiz eğitim ve kalite kontrol süreçlerinin eksikliğinden kaynaklanır.
Bu makale, kaynak ve kesme tekniklerine odaklanan yaygın metal işleme sorunlarına yönelik çözümler sunmaktadır. Malzemelerin hazırlanması, ekipmanın yapılandırılması, becerilerin geliştirilmesi ve kalitenin sağlanması için en iyi uygulamaları ele alacağız. Sorunları sistematik bir şekilde ele alarak, imalatçılar üretim hatalarını en aza indirebilir, verimliliği ve üretimi en üst düzeye çıkarabilir ve sıkı standartlara uygun parçalar üretebilir.
Malzeme Hazırlama:
Başarılı kaynak ve kesme teknikleri için temel malzemelerin kapsamlı bir şekilde hazırlanması çok önemlidir. Kir, yağ, boya ve oksitler, kaynaşmaya ve düzgün yapışmaya izin vermek için malzeme yüzeylerinden çıkarılmalıdır. Kirleticiler tutarsızlıklara yol açar, gözenekliliğe veya çatlamaya neden olur ve ekipman performansını engeller.
Çelik için taşlama en etkili hazırlık yöntemidir. Kaynak için en uygun taze, düzgün pürüzlü bir yüzey oluşturur. Tel tekerlekler veya kaplamalı aşındırıcı diskler iyi çalışır. Taşlama pratik olmadığında, yüksek kumlu kağıt veya çelik yünü ile zımparalamayı düşünün.
Alüminyum özel temizlik gerektirir. Doğal oksit tabakası çelikten çok daha güçlüdür ve kolayca aşınmaz. Kimyasal yöntemler en iyi sonucu verir. Parçaları 150-180°F sıcaklıkta sodyum veya potasyum hidroksit çözeltisine daldırmak oksitleri dakikalar içinde çözer. Her zaman önce alüminyumu denatüre alkol gibi çözücüler kullanarak yağdan arındırın. Paslanmaz çelik hem mekanik hem de kimyasal işlemlerden yararlanır. Delme ve Taşlama Alüminyum oksit veya silisyum karbür çark ile kaynak ve kesme teknikleri için hazırlar. Ardından sitrik veya nitrik asit çözeltisine daldırma yüzeyi aşındırır ve lekeleri giderir.
Kaynak Ekipmanı Kurulumu:
Kaynak güç kaynaklarının ve torçların doğru kurulumu ve yapılandırılması, proses performansını ve sonuçlarını önemli ölçüde etkiler. Operatörler malzeme türü ve kalınlığına göre voltaj, tel hızı ve gaz akışı ayarlarını optimize etmelidir.
Örneğin, çelik MIG kaynağı tipik olarak 18-25V voltaj ve ince ila kalın kesitler için dakikada 150-500 inç tel besleme hızları kullanır. Saatte 15-30 fit küp selüloz veya CO2 koruyucu gaz eklenmesi kaynak birikintisini korur.
Manyetik darbe kaynağı Alüminyum, daha fazla tel kontrolü için daha da düşük voltaj (10-15V) gerektirir. Argon-helyum gibi inert karışım gazları, saf argona kıyasla daha üstün füzyon sağlar. Standart çelik oranlarının yaklaşık 1,5 katı ekstra gaz akışı oksidasyonu daha iyi ortadan kaldırmıştır. Kaynak ve kesme teknikleri pozisyon ve birleştirme geometrisi de ekipman ayarlamalarını belirler. Dikey yukarı kaynaklar kolayca sıçrama biriktirir, bu nedenle voltajı 0,5-1V düşürmek cürufu önler. Kalın borulardaki dış köşe bağlantıları, yeterli kord dolgusu için daha yüksek tel beslemesine mi ihtiyaç duyar? Tahrik silindirleri, torç gömleği ve temas ucu gibi mekanizmalar zamanla aşınma gösterir.
Bunları sıkılık, çatlaklar ve tel beslemesini engelleyen kir birikimi açısından düzenli olarak kontrol edin. Performans düşmeden önce sarf malzemelerini değiştirin. Kaynak ve kesme teknikleri ekipmanına güç sağlayan tüm kablolar, iş yükü altında aşırı ısınmayı önlemek için uygun şekilde boyutlandırılmalıdır. Yangın güvenliği de kritik önem taşır - alanları temiz ve kuru tutun ve yakınlarda yangın söndürücüler bulundurun. Optimize edilmiş makine ayarları ile imalatçılar daha güçlü, daha yüksek kaliteli kaynaklar üretir.
Kesme Ekipmanı Kurulumu:
İster plazma, ister oksi-yakıt, lazer veya su ET olsun, son teknoloji̇ i̇şleme ekipman, hassas sonuçlar için dikkatli makine kalibrasyonu ve kurulumu gerektirir. Plazma torçları için akım, gaz basıncı ve kesme hızı birlikte çalışır. Uygun hava ve plazma gazı basınçları, artan hareket hızlarında optimum ark ve kesim kalitesi üretir. Aşırı kısıtlı basınçlar çok yavaş keserken, aşırı akışlar erimiş metali üfler ve kesim kontrolünü azaltır.
Oksi-yakıt kurulumu gaz karışımına ve basınçlara odaklanır. Asetilen, torçta 25-30psi oksijen ve 10-15psi asetilen ile çeliği iyi keser. Alev şeklini ve oksidasyon etkilerini kontrol etmek için kalınlığa ve kesilen malzemeye göre basınçları yukarı veya aşağı ayarlayın.
Lazer kesiciler aynaların hizalanmasını, merceklerin odaklanmasını ve nokta boyutunun, gücün ve yardımcı gazın ayarlanmasını içerir. Daha yoğun sac malzemeler daha küçük odaklanmış bir nokta gerektirirken, daha kalın plakalar daha büyük, daha az konsantre ışınlarla kaynaklanır.
Su jeti ile kesim sistemler, malzeme sertliği, kalınlığı ve hıza karşı kenar kalitesi gibi istenen kesim kalitesi özelliklerine göre nozul boyutunun, aşındırıcı besleme hızının ve su basıncının ayarlanmasını içerir.
Tüm kesiciler temiz, bakımlı tanklara ve torç bileşenlerine, ayrıca uygun filtreleme ve basınç düzenleme bileşenlerine ihtiyaç duyar. Kurulum kalitesinden bağımsız olarak oksi-yakıt torçlarında yangın güvenliği kritik önemini korumaktadır. Optimize edilmiş makinelerle, imalatçılar tekrarlanabilir ve verimli bir şekilde kesim yapar.
Kaynak Teknikleri:
Kaynak ve kesme tekniklerindeki ustalık, güçlü, hatasız bağlantıların uygulama gereksinimlerini karşılamasını sağlar. SMAW için kaynak tekni̇kleri̇ İnce çelik üzerinde, 2-5 derece elektrot ucu eğimi ile dakikada 7-15 inçlik küçük dairesel bir örgü deseni sağlayın. Amperaj elektrot boyutuna bağlıdır - 1/8″ çubuklar 80-120A'da iyi çalışır.
GMAW ile torcu 15 derecelik bir itme açısında tutun ve hafif bir dokuma düzeninde hareket edin. 80-150ipm'lik hareket hızları, aşırı sıçrama olmadan dolgu malzemesi füzyonu için iyi tel besleme hızları üretir. Uygun tabanca hareketi kaynak şeklini korur.
FCAW, GMAW'a benzer ancak akı özlü tel daha fazla duman çıkarır. Özellikle yatay kaynaklarda yeterli duman emişini ayarlamak için ekstra zaman ayırın. Tabancayı dik tutun ve 60-100ipm'de 3-5 kiriş boncuk geçişi yapın.
SAW, senkron tel besleme ve ark dansı yöntemini kullanarak sert destek malzemelerini hızlı bir şekilde oluşturur. 1/2-1″ genişliğindeki dokuma salınımlarını kullanarak 100-150ipm'de düz veya dikey dikişler yapın. Tam profiller için hareketi optimize edin. Çoklu geçiş teknikleri güç katar. Alın kaynakları için, kökte bir örgü boncuğu ve ardından sıcak ikinci geçiş kapağı için dolgu ekleyen kirişler çalıştırın. Bindirmeli bağlantılar, her kaynak kenarının üst üste binen hafif örgü desenleri gerektirir.
Doğru bağlantı yerleşimi ve dolgu metali seçimi kaliteli kaynakları tamamlar. Karbon çeliği için E6013 ve paslanmaz çelik MIG kaynağı için E71T-1 kullanın. Büzülme meydana gelir, bu nedenle kaynak ve kesme tekniklerinden önce bağlantıları biraz sıkı taşlayın. Çatlamayı önlemek ve tam nüfuziyeti doğrulamak için pasolar arasında soğumaya izin verin. Teknikler arasında, sabit bir çıkıntı uzunluğunu korumak ve kodları ve tasarım gereksinimlerini karşılayan pürüzsüz, düzgün kaynaklar elde etmek için sabit bir çubuk açısı kuvveti ve hareket hızı geliştirmek için pratik yapın.
Kesim Teknikleri:

Düz, dairesel veya hassas tam kesim olsun, metal imalatçıları plazma, oksi-yakıt, lazer ve wate rjet sistem tekniklerinde uzmanlaşmalıdır. Düz kesim için plazma kesimleri 1/2″'ye kadar yumuşak çelikte, 1/8″'lik küçük bir çentiği koruyarak 15-25ipm'de hareket edin. Torca 10-15 derece açı verin ve temiz kesimler için üst köşeden başlayın. Konik bir ark kullanarak başlangıç deliklerini delin ve ardından düz bir kesimle devam edin. Oksi-yakıt kesimleri daha yavaştır ve 3-10ipm'lik düzgün bir torç hareketi gerektirir.
Kesme çarkına eşit basınç uygulayarak 6-8″ odaklanmış alevi kontrol edin. Geri çekilmeleri önlemek için nötr alevin ucuyla kesime doğru ilerleyin. Eğimler için torcu kesme tekerleği açısıyla birlikte hareket ettirin. Lazer kesiciler 0,005″ toleransın altında doğruluk sağlar. Pierce, ışını alttan titreştirerek başlar ve ardından sürekli kesme gücü ile devam eder. 80-400ipm'lik hareket hızları malzemeye ve nozul boyutuna bağlıdır ancak tutarlı odaklanmayı korur. Su jeti kaynağı ve kesme teknikleri, yoğun akışın 30-125ipm'de dik olarak hareket ettirilmesini gerektirir. Sertliğe bağlı kesme performansı için konik açıyı ve aşındırıcı akışını ayarlayın. Düzgün parçalar için parçalı çizgiler yerine düzgün yarıçaplar boyunca hareket edin.
Tüm kesim, deliğe girildikçe gücü veya basıncı eş merkezli olarak azaltarak güçlendirir. Plazma torçları delikler için kendi çentik genişlikleri dahilinde kesim yaparken, oksi-yakıt 4″e kadar artan çaplı kesme disklerinin iç içe geçişlerini gerektirebilir. Düzgün şekilde kenetlenmiş malzemeler düzgün, sabit torç hareketleri sağlar. CNC kontrollü sistemler, manuel teknikleri çok sayıda parça üzerinde tutarlı bir şekilde tekrarlar. Optimize edilmiş kesme koşullarının ardından, imalatçılar çok çeşitli sac ve plakaları doğru bir şekilde şekillendirir.
Fabrikasyonda Otomasyon:
Fabrikasyon otomasyon bilgisayar kontrollü süreçler aracılığıyla tutarlılık ve verim kazanımları sunar. CNC plazma, lazer ve su jeti makineleri, programlanmış yollardan tekrarlayan parçaları neredeyse eller serbest olarak keser. Operatörler malzemeleri sabit kafaların altında manevra yapan otomatik masalara yükler.
Robotik kaynak hücreleri, mafsallı kollara kaynak ve kesme tekniklerini öğreten önceden programlanmış dizileri çalıştırır. Görme sistemleri, parçaları yeniden işlemeden otomatik çok konumlu kaynak için eşleştirme ve montajı yönlendirir. Robotun tutarlı torç hareketleri, basınçları ve hızları insan becerisini aşar. Paletleme sistemleri kesintisiz üretim sunar. Robotlar işlenmemiş ve bitmiş malzeme paletlerini CNC makineleri Birden fazla çalışma hücresine giden konveyörler üzerinde. Yakındaki envanter deposu hatları tamponlar.
Otomatik rulo besleyiciler, yalın üretim için lazer kesim robotlarına tam zamanında malzeme teslimatı sağlar. Çubuk besleyiciler de benzer şekilde çubuk stoğunu torna merkezleri ve boru makineleri. Yazılım, ortak programlama ve kinematik dilleri aracılığıyla makineler arasında arayüz oluşturmayı kolaylaştırır. Şablon tabanlı iş akışları, toplu özelleştirme için iç içe geçmiş kesim dosyaları ve kod kaynağı ve kesme teknikleri dizileri oluşturur. Entegratörler uygulama ve optimizasyonda yardımcı olur.
Yüksek sermaye maliyetleri yüksek hacimler gerektirirken, otomasyon manuel yeteneklerin ötesinde hassasiyet, tekrarlanabilirlik ve daha büyük/ağır parçaların işlenmesini sağlar. Hibrit üretim, karışık hat talepleri için otomasyonu esnek insan beceri setleriyle dengeler. Birlikte, rekabetçi üretim operasyonları için verimi ve kaliteyi artırırlar.
Sonuç:
Bu makalede, imalatçıların sürekli olarak en az sorunla yüksek kaliteli kaynaklı ve kesilmiş parçalar üretmek için ustalaşması gereken birkaç temel alan özetlenmiştir. Temizlik ve gerekli yüzey işlemleri yoluyla temel malzemelerin kapsamlı bir şekilde hazırlanması temel oluşturur. Kaynak ve kesme tekniklerinin güç kaynaklarının ve gaz akış hızlarının uygun şekilde ayarlanmasının yanı sıra plazma kesme makinesi parametrelerinin optimize edilmesi de proses kontrolü ve sonuçlar için çok önemlidir.
Desen dokuma ve torç hızlarını koruma gibi teknikler aracılığıyla manuel becerilerin geliştirilmesi, güçlü, hatasız kaynaklar ve hassas kesimler üretilmesini sağlar. Uygulamalı çalışmaların otomatik sistemler ve robotik gibi araçlarla tamamlanması, fabrikalarda verimin, tekrarlanabilirliğin ve güvenliğin iyileştirilmesine yardımcı olur. Malzeme taşıma, ekipman kurulumu ve imalat kaynak ve kesme tekniklerinde en iyi uygulamaların takip edilmesi, birçok yaygın metal imalat sorununu çözer. Bu, imalatçıların operasyon verimliliklerini artırmalarına ve her seferinde katı kalite standartlarını karşılayan ürünler sunmalarına olanak tanır.
SSS:
S: İmalat ekipmanı satın alırken nelere dikkat etmeliyim?
C: Makine kapasitesini, otomasyon yeteneklerini, garanti desteğini ve yükseltme seçeneklerini göz önünde bulundurun. Dayanıklı marka isimleri için alışveriş yapın ve tanıtım ünitelerini görün.
S: Plazma kesim, boru kesimi gibi uygulamalar için oksi yakıtın yerini alabilir mi?
C: Plazma daha yüksek kalitede daha hızlı kesimler sağlar ancak daha yüksek işletme maliyetlerine sahiptir. Oksi-yakıt, kalın malzemeler ve taşınabilir kesim için en iyisi olmaya devam etmektedir.
S: Robotik kaynak hücrelerinin maliyeti genellikle ne kadardır?
C: Giriş seviyesi hücreler $150K'dan başlayabilir, ancak büyük ölçekli sistemler robot sayısına, kaynak araçlarına ve gerekli korumaya bağlı olarak $1M'nin üzerinde bir maliyete sahip olabilir.
S: Kaynak için hangi KKD gereklidir?
C: En azından kaynak kaskları, eldivenler, güvenlik gözlükleri ve çelik burunlu botlar. Ceket ve paravan gibi ek koruyucu ekipmanlar kıvılcım ve UV ışınlarına karşı koruma sağlar.
S: Alüminyum kaynağı için malzeme hazırlığı ne kadar önemlidir?
C: Alüminyum için malzeme hazırlığı kritik öneme sahiptir, çünkü kaynakta düzgün bir yapışma elde etmek için oksit tabakasının tamamen çıkarılması gerekir.




