 Перейти к содержимому
Перейти к содержимому В этом руководстве рассказывается о технологии обработки с помощью лазера и о том, как включение лазеров в традиционную обработку повышает ее возможности. Здесь рассматриваются принципы взаимодействия лазеров с материалами и способы оптимизации параметров процесса. Также рассматриваются реальные применения в различных отраслях промышленности и будущие перспективы прецизионного лазерного производства.
Изготовление металла с помощью лазера: Прецизионная резка и обработка поверхности

Гибридные процессы обработки на основе лазера произвели революцию в прецизионном производстве за последние несколько десятилетий. Встраивая мощный лазерный источник в обычные субтрактивные инструменты, эти технологии открывают новые возможности для обработки материалов, выходящие далеко за пределы традиционных методов.
Благодаря взаимодействию лазера с веществом, которое регулируется свойствами и настройками лазера, эти процессы создают тепловые, физические и химические эффекты для эффективного удаления, модификации и структурирования материалов. Тщательный контроль параметров лазера в соответствии с характеристиками обрабатываемого материала оптимизирует результаты процесса.
Такая гибкость позволяет лазерной обработке справляться с проблемными металлами, сплавами, керамикой и композитами, которые ранее считались трудноразрезаемыми исключительно механическими средствами. Помимо базовой резки и сверления, такие гибридные системы позволяют выполнять инновационные функции - от упрочнения поверхностей до создания микрошаблонов.
Во всех отраслях промышленности лазерная гибридизация значительно повышает эффективность процесса, качество и точность высокоточных изделий. Несмотря на то, что над усовершенствованием технологии еще много работают, удобство ее применения уже получило широкое признание в большинстве отраслей промышленности, причем предпочтение отдается автомобильному производству, аэрокосмическая промышленность и медицинские отрасли. Цель этой статьи - дать общее представление об относительно новой области обработки с помощью лазера. В ней кратко изложены основные принципы, рассмотрены исследования по оптимизации процессов и освещены области применения этой развивающейся технологии. Также рассматриваются будущие перспективы прецизионного лазерного производства.
Параметры лазерного процесса
Ключевыми параметрами лазера, влияющими на процесс лазерной обработки, являются мощность лазера, длина волны, частота импульсов и т.д. Мощность лазера определяет количество энергии, подводимой к заготовке. Более высокая мощность позволяет быстрее удалять материал, но может вызвать появление зон термического воздействия. Длина волны также влияет на обработка - Более короткие волны лучше поглощаются на поверхности, в то время как более длинные волны проникают глубже.
Частота импульсов важна для импульсных лазеров. Более высокая частота позволяет увеличить пиковую мощность для более быстрого удаления, но более низкая частота помогает минимизировать зону теплового воздействия. Необходимо правильно оптимизировать эти параметры в зависимости от материала и желаемого результата.
Материальные соображения
Свойства материала, такие как теплопроводность, твердость, характер закалки и т.д., также оказывают значительное влияние на лазерную обработку. Материалы с более высокой теплопроводностью позволяют теплу рассеиваться быстрее, снижая тепловые напряжения. Но их также труднее обрабатывать. Более твердые материалы требуют более высокой плотности энергии для удаления.
Материалы, которые сильно затвердевают при работе, например, сталь, вызывают затвердевание поверхности при нагреве, требуя еще более высокой плотности энергии. Понимание этих взаимодействий между параметрами лазера и характеристиками материала помогает настроить процесс для достижения оптимальных результатов в каждом конкретном случае. Параметры процесса должны быть подобраны с учетом материала заготовки для эффективной обработки с хорошей чистотой поверхности и точностью размеров.
Преимущества лазерной обработки
Обработка с помощью лазера обладает рядом преимуществ по сравнению с традиционными процессами обработки без использования лазера. Среди основных преимуществ - снижение силы резания, уменьшение шероховатости поверхности, снижение износа инструмента и изменение микроструктуры и свойств материала.
Локализованная термообработка, вызванная лазером, значительно снижает силы резания на инструменте за счет размягчения и ослабления обрабатываемого материала перед инструментом. Это снижает механическую и тепловую нагрузку на инструмент. Размягченный материал также обеспечивает более качественную обработку поверхности с уменьшенной шероховатостью по сравнению с обычной обработкой.
Более низкие нагрузки на инструмент и температура приводят к меньшему износу инструмента и увеличению срока его службы. Эксперименты показывают значительное увеличение срока службы инструмента до 10 раз по сравнению с нелазерными процессами. Лазерная термоциклическая обработка также изменяет микроструктуру и твердость материалов на очень локальном уровне. Это позволяет применять такие технологии, как закалка поверхностей.
В целом, применение лазера повышает производительность, обеспечивая более высокую скорость съема материала и лучшее качество поверхности. В сочетании со снижением стоимости инструмента из-за меньшего износа, обработка с помощью лазера обеспечивает более высокую экономичность деталей по сравнению с традиционными методами, особенно для труднообрабатываемых материалов.
Исследования в области лазерной обработки специфических материалов
Никелевые сплавы
Никелевые сплавы широко используются в аэрокосмической и медицинской промышленности благодаря своей высокой прочности и коррозионной стойкости. Однако их плотная микроструктура делает их трудными для обработки. Исследования показывают, что лазеры Nd:YAG при мощности 150-300 Вт и скорости подачи 2-4 мм/мин оптимизируют качество реза в Inconel 718. Токарная обработка с помощью лазера снижает силу тяги на 40%, температуру резания на 30°C и достигает шероховатости поверхности 0,4 мкм по сравнению с обычной токарной обработкой.
Титановые сплавы
Титановые сплавы, такие как Ti6Al4V, широко используются в авиационных турбинах благодаря своей высокой прочности и коррозионной стойкости. Однако их химическая реактивность создает проблемы при обработке. Исследования оптимизируют фрезерование Ti6Al4V с помощью 1070-нм волоконного лазера при мощности 3 кВт и подаче 500 мм/мин. При этом вдвое снижаются силы резания и удельная энергия резания, а шероховатость поверхности составляет 0,8 мкм по сравнению с 2,5 мкм без лазерной поддержки.
Керамика
Нитрид кремния и алюмооксидная керамика находят применение, когда требуется высокая твердость и прочность. Однако из-за своей хрупкости они склонны к растрескиванию в нелазерных процессах. Лазеры позволяют проводить микро-ЭДМ-процессы при более низких энергиях для обработки керамики без трещин. Оптимизация Nd:YAG лазерного фрезерования нитрида кремния показала, что при мощности 200 Вт и подаче 50 мм/мин получаются поверхности с шероховатостью 0,2 мкм без трещин.
Композитные материалы
EPRI утверждает, что полимерные композиты, армированные углеродным и стеклянным волокном, продолжают широко использоваться, поскольку они обладают высокой жесткостью и соотношением прочности и веса. Лазер удаляет только полимерную матрицу, а благодаря высокой прочности цельные волокна обеспечивают чистую обработку краев. Исследования показывают, что CO2 Лазерная резка композитов из углеродного волокна при мощности 3 кВт и скорости подачи 300 мм/мин позволяет получать поверхности среза с шероховатостью <1 мкм без расслоения.
В итоге, оптимизация параметров лазера на основе свойств материалов позволяет эффективно и без повреждений обрабатывать трудно поддающиеся резке сплавы, керамику и композиты. Это повышает производительность и отвечает строгим требованиям аэрокосмической и медицинской промышленности. Дальнейшие исследования могут помочь расширить возможности лазерной обработки других материалов.
Передовые техники резки в лазерной обработке

Токарная и фрезерная обработка с помощью лазеров
Ниже перечислены некоторые из часто используемых процессов удаления металла; поворот и фрезерование. При токарной обработке режущий инструмент вращается, в то время как заготовка вращается, и в результате операции резания получаются обе цилиндрические поверхности. При фрезеровании фреза, имеющая множество зубьев, вращается, отрезая материал при подаче по торцу заготовки.
Интеграция лазеров в эти операции помогает в обработке сложных материалов. При токарной обработке сфокусированный лазер предварительно нагревает материал перед инструментом, снижая силу и температуру резания. Это снижает напряжение инструмента и продлевает срок его службы при обработке сплавов. При фрезеровании сканирующий лазер выборочно размягчает обрабатываемый материал, который будет удален следующим, улучшая качество поверхности и обеспечивая более высокую скорость съема материала.
Исследования показали увеличение срока службы инструмента на 40-60% и снижение усилий при использовании лазеров в токарной обработке титановых и никелевых суперсплавов. Фрезерование Inconel 718 с использованием иттербиевых волоконных лазеров показало в 3 раза более высокую скорость съема материала по сравнению с традиционными методами.
Влияние импульсных лазеров на процесс резки
Импульсные лазеры, в отличие от лазеров с непрерывной волной, обеспечивают улучшенный контроль над тепловой обработкой во время резки. Высокая пиковая мощность импульсных лазеров обеспечивает быстрый локализованный нагрев, а межимпульсная задержка помогает рассеивать тепло между воздействиями.
Исследования показывают, что оптимизация длительности и частоты повторения лазерных импульсов позволяет поддерживать температуру в зоне резания ниже критического уровня и предотвращать повреждение инструмента. Более короткие импульсы с большими межимпульсными задержками создают минимальные зоны термического воздействия. Импульсные CO2-лазеры уменьшают окисление поверхности при фрезеровании титана по сравнению с непрерывными лазерами.
Импульсные волоконные лазеры максимально увеличивают скорость съема материала при токарной обработке твердой стали благодаря своей способности предварительно нагревать и резать отдельными точками микронного размера. Такой локализованный нагрев позволяет импульсным лазерам минимизировать тепловое воздействие на инструмент и поверхность по сравнению с непрерывными лазерами.
Текстурирование поверхности с помощью лазерной обработки
Лазерное упрочнение поверхности
Лазерная поверхностная закалка использует высокую плотность энергии лазерных лучей для быстрой термообработки тонких поверхностных слоев, не влияя на внутренние свойства основного материала. В результате на внешних поверхностях образуется твердый корпус, обеспечивающий износостойкость и коррозионную стойкость.
Исследования показывают, что лазерная закалка при использовании подходящих параметров лазера значительно повышает твердость, износостойкость и коррозионные характеристики обработанных поверхностей. Например, обработка лазером Nd:YAG стали AISI 4340 при мощности 1,5 кВт создает закаленный слой толщиной 0,5 мм с увеличением твердости на 50-60% по сравнению с основным материалом.
Аналогично, лазерная закалка титановых сплавов повышает поверхностную твердость на 30-40% и втрое увеличивает износостойкость. Быстрые скорости нагрева и охлаждения при лазерной обработке, превышающие 105 К/с, способствуют образованию неравновесных фаз, ответственных за закалку. Более быстрые циклы также минимизируют зоны термического влияния.
Лазерная закалка очень эффективна для зубчатых колес, штампов и других деталей, подверженных трению и износу. Этот процесс увеличивает срок службы и снижает потребность в обслуживании промышленных деталей. Он представляет собой экологически чистую и универсальную альтернативу другим методам поверхностной закалки.
Лазерное нанесение рисунка на поверхность
Точное текстурирование поверхности с помощью лазеров позволяет решать целый ряд задач, требующих улучшения или изменения свойств поверхности. Генерируемые лазером микро/наноструктуры изменяют смачиваемость, адгезию, трибологические и оптические свойства.
Исследования показывают, что фемтосекундное лазерное структурирование поверхности металлов с субмикронной геометрией улучшает коррозионную стойкость за счет нарушения диффузии окислителей. Самоочищающиеся Супергидрофобный поверхности создаются на таких металлах, как титан, путем лазерного формирования иерархических структур, имитирующих листья лотоса. Такие поверхности демонстрируют углы контакта с водой >160° и углы скольжения <10°.
Антибликовые и антигрязевые наногравюры на стекле с помощью лазерной интерференционной литографии создают массивы гребней субволновой длины. Биомедицинские имплантаты демонстрируют улучшенную остеоинтеграцию благодаря лазерным микрогравировкам с топографией, схожей с архитектурой трабекулярной кости.
Лазеры могут быстро обрабатывать гладкие однородные узоры на больших площадях с контролируемым размером элементов. 3D-наношаблон позволяет добиться градиентных свойств поверхности и многофункциональности. Бесконтактный лазерный процесс позволяет избежать проблем с загрязнением.
В целом, лазерная инженерия поверхности открывает новые возможности для интеллектуального дизайна поверхности в таких отраслях, как автомобилестроение, производство потребительских товаров и биомедицинских имплантатов, благодаря настройке микроструктуры и свойств.
Заключение
Обработка с помощью лазера стала высокоэффективной технологией производства, предлагающей значительные преимущества по сравнению с традиционными методами. Прецизионный нагрев лазеров позволяет расширить возможности обработки широкого спектра материалов, которые ранее считались трудноразрезаемыми.
Оптимизируя параметры лазера вместе с параметрами резки на основе свойств обрабатываемого материала, можно добиться максимального повышения производительности процесса, качества деталей и срока службы инструмента. Импульсные лазеры, в частности, обеспечивают превосходный контроль над тепловыми эффектами для минимизации повреждений заготовки и износа инструмента.
Помимо основных операций резки, интеграция лазеров открывает новые возможности, такие как обработка твердости и создание индивидуальных текстур поверхности. Это расширяет сферу применения до функциональных компонентов во многих отраслях промышленности. Хотя обширные исследования продолжаются, промышленное внедрение лазерных технологий уже продемонстрировало их технические и экономические преимущества, особенно для сложных дорогостоящих приложений.
С дальнейшим развитием лазерная обработка будет все больше дополнять и даже заменять традиционные субтрактивные процессы. Ее гибкость и бесконтактность будут продолжать развивать передовые технологии производства. В целом, гибридные процессы на основе лазера демонстрируют огромный потенциал для будущего в эффективном изготовлении высокоточных функциональных деталей и инженерных поверхностей.
Вопросы и ответы
Q. Как происходит обработка металлов в лазерном станке?
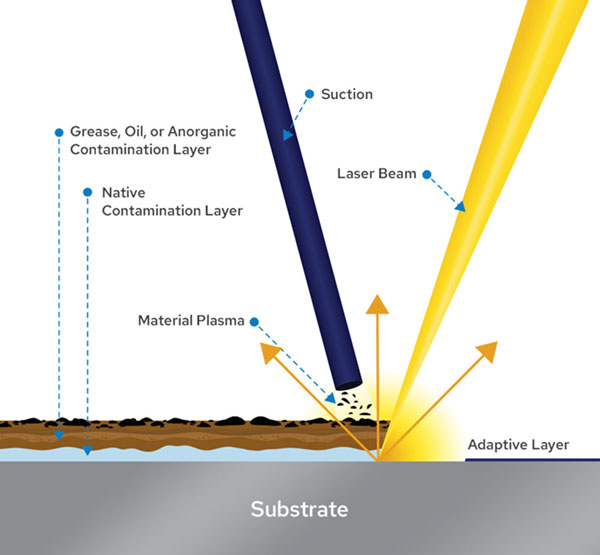
A. Лазер высокой мощности направляется на металлическую заготовку, таким образом, лазерная энергия используется для расплавления, испарения или удаления материала. Внизу можно создавать различные формы благодаря точным системам позиционирования:
Q. Какие лазерные технологии используются для обработки?
A. К распространенным типам относятся CO2, твердотельные (Nd:Доступные лазерные генераторы включают лазеры на красителях, эксимерные лазеры, YAG-лазеры и волоконные лазеры; они работают в инфракрасной и ультрафиолетовой областях. Многокиловаттные волоконные лазеры портативны и обладают высокой производительностью.
Q. Какие материалы можно обрабатывать лазером?
A. Обрабатывать можно все, что угодно: металлы и неметаллы, сталь, пластик, дерево и керамику, а также композитные материалы из графита.
Q. Каковы преимущества лазерной обработки?
A. Он обеспечивает бесконтактную нетермическую обработку, высокую точность и аккуратность. Среди других преимуществ - меньшая вибрация станка, отсутствие износа инструмента и возможность обработки сложных 3D-деталей без крепления деталей.





