Zum Inhalt springen
Zum Inhalt springen Dieser Leitfaden beschreibt die Technologie der lasergestützten Bearbeitung und wie die Integration von Lasern in die herkömmliche Bearbeitung die Möglichkeiten verbessert. Es behandelt die Prinzipien der Interaktion zwischen Lasern und Materialien und wie Prozessparameter optimiert werden. Darüber hinaus werden reale Anwendungen in verschiedenen Branchen und die Zukunftsaussichten der Präzisionslaserfertigung untersucht.
Laserunterstützte Metallverarbeitung: Präzisionsschneiden und Oberflächenbehandlung

Laserbasierte hybride Bearbeitungsprozesse haben die Präzisionsfertigung in den letzten Jahrzehnten revolutioniert. Durch die Integration einer Hochleistungslaserquelle in herkömmliche subtraktive Werkzeuge erschließen diese Technologien neue Möglichkeiten der Materialbearbeitung, die weit über die Grenzen herkömmlicher Methoden hinausgehen.
Da die Wechselwirkungen zwischen Laser und Materie von den Lasereigenschaften und -einstellungen abhängen, werden bei diesen Prozessen thermische, physikalische und chemische Effekte für einen effizienten Materialabtrag, eine Modifizierung und Strukturierung genutzt. Die sorgfältige Steuerung der Laserparameter entsprechend den Eigenschaften des Werkstücks optimiert die Prozessresultate.
Dank dieser Flexibilität kann die lasergestützte Bearbeitung von problematischen Metallen, Legierungen, Keramiken und Verbundwerkstoffen erfolgen, die mit rein mechanischen Mitteln nur schwer zu bearbeiten sind. Über das einfache Schneiden und Bohren hinaus ermöglichen solche Hybridsysteme innovative Funktionen, die von gehärteten Oberflächen bis hin zu mikrostrukturierten Topographien reichen.
Branchenübergreifend verbessert die Laserhybridisierung die Prozesseffizienz, die Qualität und die Präzision bei hochpräzisen Produkten erheblich. Auch wenn noch viel an der Verbesserung der Technologie gearbeitet wird, hat sich die praktische Anwendung in den meisten Branchen bereits durchgesetzt, vor allem in der Automobilbranche, Luft- und Raumfahrt und medizinische Industrien. Dieser Artikel hat das Ziel, eine allgemeine Einführung in das relativ neue Gebiet der lasergestützten Bearbeitung zu geben. Er fasst die wichtigsten Prinzipien zusammen, gibt einen Überblick über Studien zur Prozessoptimierung und beleuchtet Anwendungen, die diese aufstrebende Technologie nutzen. Auch die Zukunftsaussichten der Präzisionslaserfertigung werden beleuchtet.
Laser Prozess Parameter
Die wichtigsten Laserparameter, die den Laserbearbeitungsprozess beeinflussen, sind Laserleistung, Wellenlänge, Pulsfrequenz usw. Die Laserleistung bestimmt die Energiemenge, die an das Werkstück abgegeben wird. Eine höhere Leistung ermöglicht einen schnelleren Materialabtrag, kann aber thermisch beeinflusste Zonen verursachen. Die Wellenlänge wirkt sich auch auf die Bearbeitung - kürzere Wellenlängen werden an der Oberfläche besser absorbiert, während längere Wellenlängen tiefer eindringen.
Die Pulsfrequenz ist bei gepulsten Lasern wichtig. Höhere Frequenzen ermöglichen höhere Spitzenleistungen für einen schnelleren Abtrag, aber niedrigere Frequenzen helfen, die hitzebeeinflusste Zone zu minimieren. Die richtige Optimierung dieser Parameter ist je nach Material und gewünschtem Ergebnis erforderlich.
Materielle Erwägungen
Die Materialeigenschaften wie Wärmeleitfähigkeit, Härte, Kaltverfestigungsverhalten usw. haben ebenfalls einen erheblichen Einfluss auf die Laserbearbeitung. Materialien mit höherer Wärmeleitfähigkeit lassen die Wärme schneller abfließen und reduzieren so die thermischen Spannungen. Aber sie sind auch schwieriger zu bearbeiten. Härtere Materialien benötigen eine höhere Energiedichte für den Abtrag.
Materialien, die sich stark verfestigen, wie z.B. Stahl, führen dazu, dass die Oberfläche bei der Erwärmung härter wird, was eine noch höhere Energiedichte erfordert. Das Verständnis dieser Wechselwirkungen zwischen Laserparametern und Materialeigenschaften hilft bei der Anpassung des Prozesses für optimale Ergebnisse bei jeder Anwendung. Für eine effiziente Bearbeitung mit guter Oberflächengüte und Maßgenauigkeit müssen die Prozessparameter auf das Material des Werkstücks zugeschnitten werden.
Vorteile der Laser-unterstützten Bearbeitung
Die lasergestützte Bearbeitung bietet mehrere Vorteile gegenüber konventionellen, nicht-lasergestützten Bearbeitungsprozessen. Einige der Hauptvorteile sind reduzierte Schnittkräfte, geringere Oberflächenrauhigkeit, geringerer Werkzeugverschleiß und Veränderung der Materialmikrostruktur und -eigenschaften.
Die durch den Laser hervorgerufene örtliche Wärmebehandlung reduziert die Schnittkräfte auf das Werkzeug erheblich, indem sie das Werkstückmaterial vor dem Werkzeug erweicht und schwächt. Dies reduziert die mechanische und thermische Belastung des Werkzeugs. Das erweichte Material führt außerdem zu einer besseren Oberflächengüte mit einer geringeren Oberflächenrauhigkeit als bei der herkömmlichen Bearbeitung.
Geringere Werkzeugbelastungen und -temperaturen führen zu geringerem Werkzeugverschleiß und längerer Lebensdauer der Werkzeuge. Experimente zeigen eine signifikante Erhöhung der Werkzeuglebensdauer um das bis zu 10-fache im Vergleich zu Nicht-Laser-Verfahren. Der thermische Zyklus des Lasers verändert auch die Mikrostruktur und die Härte von Materialien auf einer sehr lokalen Ebene. Dies ermöglicht Anwendungen wie das Härten von Oberflächen.
Insgesamt verbessert der Einsatz des Lasers die Produktivität, da er höhere Materialabtragsraten und eine bessere Oberflächenqualität ermöglicht. In Verbindung mit geringeren Werkzeugkosten aufgrund von weniger Verschleiß bietet die lasergestützte Bearbeitung eine bessere Wirtschaftlichkeit der Teile als herkömmliche Methoden, insbesondere bei schwer zu schneidenden Materialien.
Forschung über die Laserbearbeitung von spezifischen Materialien
Nickel-Legierungen
Nickellegierungen werden aufgrund ihrer hohen Festigkeit und Korrosionsbeständigkeit häufig in der Luft- und Raumfahrt sowie in der Medizintechnik eingesetzt. Aufgrund ihrer dichten Mikrostruktur sind sie jedoch schwer zu bearbeiten. Studien zeigen, dass Nd:YAG-Laser mit Leistungen zwischen 150-300 W und Vorschubgeschwindigkeiten von 2-4 mm/min die Schnittqualität bei Inconel 718 optimieren. Laserunterstütztes Drehen reduziert die Schubkräfte um 40%, die Schnitttemperatur um 30°C und erreicht eine Oberflächenrauheit von 0,4μm im Vergleich zum konventionellen Drehen.
Titan-Legierungen
Titanlegierungen wie Ti6Al4V werden aufgrund ihrer hohen Festigkeit und Korrosionsbeständigkeit häufig in Flugzeugturbinen verwendet. Ihre chemische Reaktivität stellt jedoch eine Herausforderung für die Bearbeitung dar. Studien optimieren das Fräsen von Ti6Al4V mit einem 1070nm Faserlaser bei 3kW Leistung und 500mm/min Vorschub. Dadurch werden die Schnittkräfte und die spezifische Schneidenergie halbiert und eine Oberflächenrauhigkeit von 0,8 μm im Vergleich zu 2,5 μm ohne Laserunterstützung erzielt.
Keramiken
Siliziumnitrid und Aluminiumoxidkeramik werden in Anwendungen eingesetzt, die eine hohe Härte und Festigkeit erfordern. Ihre Sprödigkeit macht sie jedoch anfällig für Risse in Prozessen ohne Laser. Laser ermöglichen mikro-EDM-ähnliche Prozesse bei niedrigeren Energien, um Keramiken rissfrei zu bearbeiten. Die Optimierung des Nd:YAG-Laserfräsens von Siliziumnitrid ergab, dass eine Leistung von 200 W und ein Vorschub von 50 mm/min Oberflächen mit einer Rauheit von 0,2 μm ohne Risse erzeugt.
Verbundwerkstoffe
EPRI sagt, dass kohlenstofffaser- und glasfaserverstärkte Polymer-Verbundwerkstoffe nach wie vor weit verbreitet sind, da sie eine hohe Steifigkeit und ein gutes Verhältnis von Festigkeit zu Gewicht aufweisen. Der Laser entfernt nur die Polymermatrix, und aufgrund ihrer hohen Festigkeit bieten komplette Fasern eine saubere Kantenbearbeitung. Studien zeigen, dass CO2 Laserschneiden von Kohlefaserverbundwerkstoffen bei 3kW Leistung und 300mm/min Vorschubgeschwindigkeit erzeugt Schnittflächen mit <1μm Rauheit ohne Delamination.
Zusammenfassend lässt sich sagen, dass die Optimierung der Laserparameter auf der Grundlage der Materialeigenschaften eine effiziente und beschädigungsfreie Bearbeitung von ansonsten schwer zu schneidenden Legierungen, Keramiken und Verbundwerkstoffen ermöglicht. Dies verbessert die Produktivität und erfüllt die strengen Anforderungen der Luft- und Raumfahrt sowie der Medizintechnik. Weitere Forschung kann dazu beitragen, die Möglichkeiten der Laserbearbeitung auf andere Materialien auszuweiten.
Fortgeschrittene Schneidetechniken bei der laserunterstützten Bearbeitung

Drehen und Fräsen mit Hilfe von Lasern
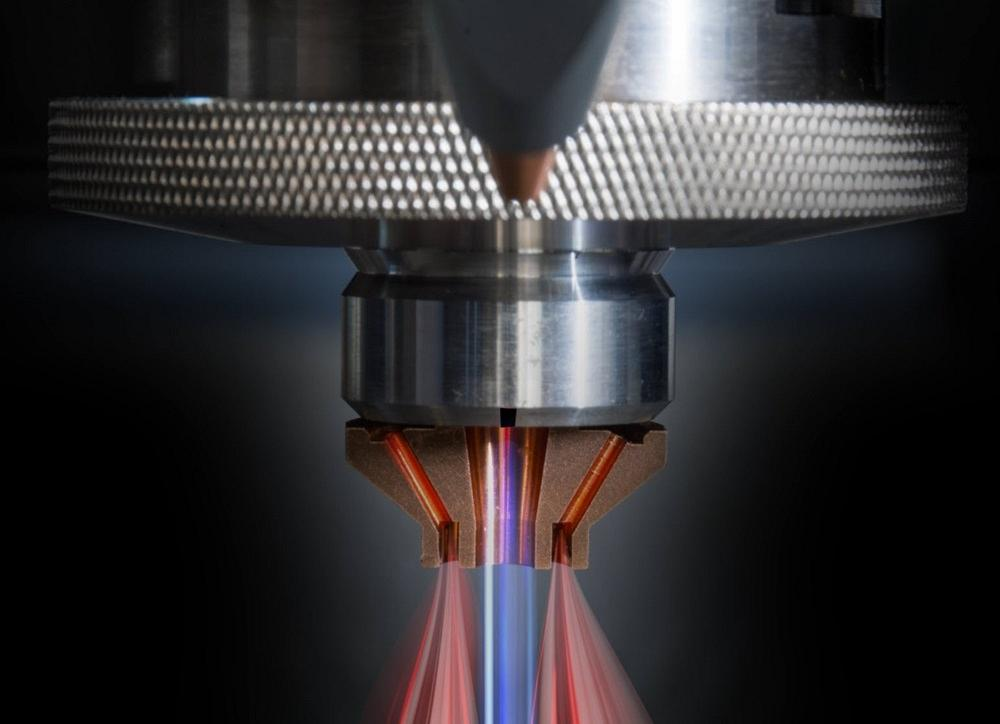
Im Folgenden finden Sie einige der häufig verwendeten Verfahren zur Metallentfernung; Drehen und Fräsen. Beim Drehen dreht sich ein Schneidwerkzeug, während sich das Werkstück dreht, und durch den Schneidvorgang werden beide zylindrischen Oberflächen hergestellt. Beim Fräsen dreht sich ein Fräser mit einer Vielzahl von Zähnen, um Material abzutragen, während er über die Oberfläche des Werkstücks geführt wird.
Die Integration von Lasern in diese Vorgänge hilft bei der Bearbeitung schwieriger Materialien. Beim Drehen wärmt ein fokussierter Laser das Material vor dem Werkzeug vor, wodurch die Schnittkräfte und die Temperatur gesenkt werden. Dies reduziert die Belastung des Werkzeugs und verlängert seine Lebensdauer bei der Bearbeitung von Legierungen. Beim Fräsen weicht ein abgetasteter Laser das als nächstes abzutragende Material selektiv auf, was die Oberflächenqualität verbessert und höhere Abtragsraten ermöglicht.
Studien haben gezeigt, dass der Einsatz von Lasern beim Drehen von Titan und Nickelsuperlegierungen die Werkzeugstandzeit um 40-60% erhöht und die Kräfte reduziert. Beim Fräsen von Inconel 718 mit Ytterbium-Faserlasern wurde im Vergleich zu konventionellen Methoden ein 3-fach höherer Materialabtrag festgestellt.
Wirkung von gepulsten Lasern auf das Schneiden
Gepulste Laser bieten im Gegensatz zu Dauerstrichlasern eine bessere Kontrolle über die thermische Verarbeitung beim Schneiden. Die hohen Spitzenleistungen von gepulsten Lasern ermöglichen eine schnelle lokale Erwärmung, während die Verzögerung zwischen den Impulsen dazu beiträgt, die Wärme zwischen den Belichtungen abzuleiten.
Die Forschung zeigt, dass die Optimierung der Laserpulsdauer und -wiederholrate die Temperatur in der Schneidzone unter kritischen Werten hält, um Werkzeugschäden zu vermeiden. Kürzere Pulse mit größeren Verzögerungen zwischen den Pulsen erzeugen minimale wärmebeeinflusste Zonen. Gepulste CO2-Laser reduzieren die Oberflächenoxidation beim Fräsen von Titan im Vergleich zu kontinuierlichen Lasern.
Gepulste Faserlaser maximieren die Materialabtragsrate beim Drehen von Hartstahl, da sie in der Lage sind, einzelne Punkte im Mikrometerbereich vorzuwärmen und zu schneiden. Dank dieser lokalisierten Erwärmung minimieren gepulste Laser im Vergleich zu kontinuierlichen Lasern die thermischen Auswirkungen auf Werkzeuge und Oberflächen.
Oberflächenstrukturierung durch Laserbearbeitung
Laser-Oberflächenhärtung
Bei der Laseroberflächenhärtung wird die hohe Energiedichte von Laserstrahlen genutzt, um dünne Oberflächenschichten schnell wärmezubehandeln, ohne die inneren Eigenschaften des Grundmaterials zu beeinträchtigen. Dadurch entsteht eine harte Hülle über den Außenflächen, die Verschleiß- und Korrosionsbeständigkeit gewährleistet.
Die Forschung zeigt, dass die Laserhärtung mit geeigneten Laserparametern die Härte, den Verschleiß und die Korrosionsleistung der behandelten Oberflächen deutlich erhöht. Zum Beispiel erzeugt die Nd:YAG-Laserbehandlung von AISI 4340 Stahl bei 1,5 kW Leistung eine 0,5 mm dicke gehärtete Schicht mit einer um 50-60% höheren Härte im Vergleich zum Ausgangsmaterial.
In ähnlicher Weise steigert das Laserhärten von Titanlegierungen die Oberflächenhärte um 30-40% und verdreifacht die Verschleißfestigkeit. Die schnellen Aufheiz- und Abkühlraten der Laserbehandlung von über 105 K/s fördern die für die Härtung verantwortlichen Nicht-Gleichgewichtsphasen. Schnellere Zyklen minimieren auch die wärmebeeinflussten Zonen.
Das Laserhärten ist äußerst effektiv bei Zahnrädern, Werkzeugen und anderen Komponenten, die Reibung und Verschleiß ausgesetzt sind. Das Verfahren verbessert die Funktionsdauer und reduziert den Wartungsbedarf von Industrieteilen. Es ist eine umweltfreundliche und vielseitige Alternative zu anderen Oberflächenhärtungstechniken.
Laser Surface Patterning
Die präzise Oberflächenstrukturierung mit Lasern ermöglicht eine Reihe von Anwendungen, die verbesserte oder maßgeschneiderte Oberflächeneigenschaften erfordern. Mit dem Laser erzeugte Mikro-/Nanostrukturen verändern Benetzung, Haftung, tribologische und optische Eigenschaften.
Studien zeigen, dass die Femtosekundenlaser-Oberflächenstrukturierung von Metallen mit Submikrongeometrien die Korrosionsbeständigkeit verbessert, indem sie die Diffusion von Oxidationsmitteln unterbricht. Selbstreinigend superhydrophob Oberflächen werden auf Metallen wie Titan durch Laserbildung hierarchischer Strukturen erzeugt, die Lotosblättern ähneln. Solche Oberflächen weisen Wasserkontaktwinkel >160° und Gleitwinkel <10° auf.
Antireflektierende und wischfeste Nanobeschichtungen auf Glas verwenden Laserinterferenzlithographie für Anordnungen von Rillen im Subwellenlängenbereich. Biomedizinische Implantate zeigen eine verbesserte Osteointegration durch lasergestützte mikrogerillte Topographien, die der trabekulären Knochenarchitektur ähneln.
Laser können schnell glatte, gleichmäßige Muster über große Flächen mit kontrollierter Strukturgröße erzeugen. Die 3D-Nanomusterung ermöglicht gradiente Oberflächeneigenschaften und Multifunktionalität. Der berührungslose Laserprozess vermeidet Kontaminationsprobleme.
Insgesamt eröffnet die Laseroberflächentechnik neue Wege für intelligentes Oberflächendesign in Branchen wie der Automobilindustrie, Konsumgütern und biomedizinischen Implantaten durch die Abstimmung von Mikrostruktur und Eigenschaften.
Fazit
Die lasergestützte Bearbeitung hat sich zu einer äußerst effektiven Fertigungstechnologie entwickelt, die erhebliche Vorteile gegenüber herkömmlichen Methoden bietet. Die präzisen Wärmeeffekte des Lasers ermöglichen verbesserte Bearbeitungsmöglichkeiten für eine Vielzahl von Materialien, die bisher als schwer zu schneiden galten.
Durch die Optimierung der Laserparameter zusammen mit den Schneidparametern auf der Grundlage der Eigenschaften des Werkstücks lassen sich maximale Verbesserungen bei der Prozessproduktivität, der Teilequalität und der Werkzeugstandzeit erzielen. Insbesondere gepulste Laser bieten eine exzellente Kontrolle über thermische Effekte zur Minimierung von Werkstückschäden und Werkzeugverschleiß.
Über die grundlegenden Schneidvorgänge hinaus eröffnet die Integration von Lasern neue Möglichkeiten wie Härtebehandlungen und kundenspezifische Oberflächenstrukturen. Dies erweitert die Anwendungen auf funktionalisierte Komponenten in vielen Branchen. Obwohl die Forschung noch nicht abgeschlossen ist, haben industrielle Anwendungen von Lasertechnologien bereits ihre technischen und wirtschaftlichen Vorteile gezeigt, insbesondere bei anspruchsvollen, hochwertigen Anwendungen.
Mit weiteren Fortschritten wird die Laserbearbeitung die traditionellen subtraktiven Verfahren zunehmend ergänzen und sogar ersetzen. Ihre Flexibilität und Berührungslosigkeit wird die Entwicklung fortschrittlicher Fertigungsmöglichkeiten weiter vorantreiben. Insgesamt bieten laserbasierte Hybridverfahren ein enormes Zukunftspotenzial für die effiziente Herstellung von hochpräzisen Funktionsteilen und technischen Oberflächen.
FAQs
Q. Wie funktioniert ein Lasergerät mit Metallen?
A. Ein Hochleistungslaser wird auf das Metallwerkstück gerichtet, wobei die Laserenergie zum Schmelzen, Verdampfen oder Abtragen von Material verwendet wird. Darunter ist es möglich, dank der exakten Positionierungssysteme verschiedene Formen zu formen:
Q. Welche Lasertechnologien werden für die Bearbeitung eingesetzt?
A. Zu den gängigen Typen gehören CO2, Festkörperlaser (Nd:Die verfügbaren Lasergeneratoren umfassen Farbstofflaser, Excimerlaser und YAG-Laser sowie Faserlaser, die im infraroten bis ultravioletten Bereich arbeiten. Multikilowatt-Faserlaser sind tragbar und haben eine hohe Leistung.
Q. Welche Arten von Materialien können mit dem Laser bearbeitet werden?
A. Alles von Metallen und Nichtmetallen über Stahl bis hin zu Kunststoff, Holz und Keramik sowie Verbundwerkstoffen aus Graphit kann bearbeitet werden.
Q. Was sind die Vorteile der Laserbearbeitung?
A. Sie bietet berührungslose, nicht-thermische Bearbeitung, hohe Präzision und Genauigkeit. Weitere Vorteile sind geringere Maschinenvibrationen, kein Werkzeugverschleiß und die Möglichkeit, komplizierte 3D-Teile ohne Vorrichtungen zu bearbeiten.