Pular para o conteúdo
Pular para o conteúdo 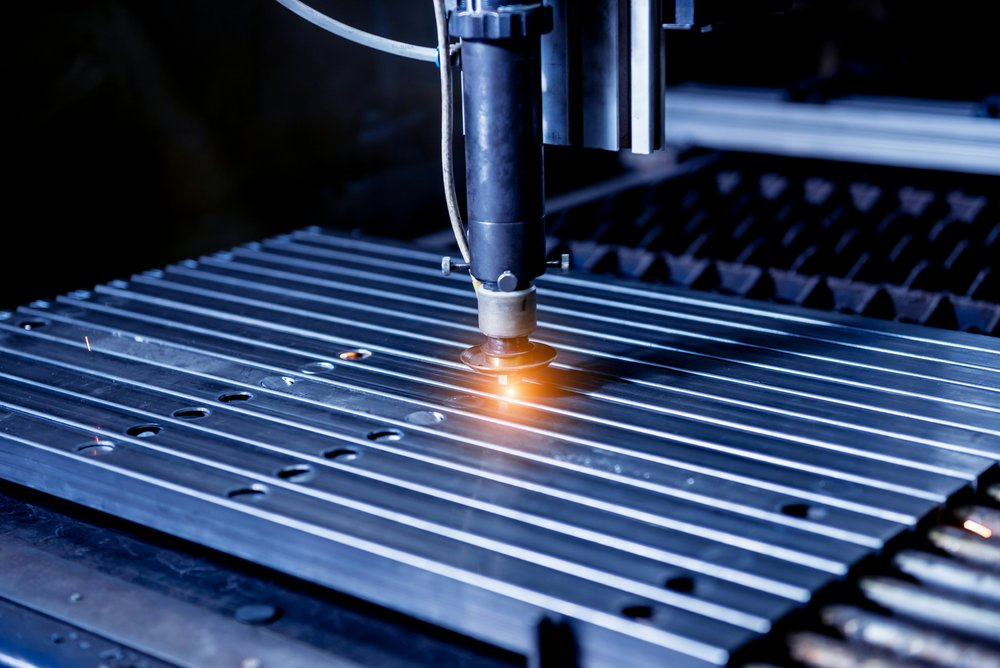
Descubra soluções eficazes para problemas comuns de fabricação de metais, incluindo técnicas de soldagem e corte. Saiba mais sobre preparação de materiais, configuração de equipamentos, automação e muito mais para obter resultados consistentes e de alta qualidade em metalurgia.
Problemas de fabricação de metais resolvidos: Melhor para técnicas de soldagem e corte

A fabricação de metais desempenha um papel fundamental em setores como o automotivo, aeroespacial e de manufatura. Os fabricantes cortam, dobram, soldam e transformam matérias-primas em componentes e estruturas precisos. No entanto, fabricação de chapas metálicas pode apresentar desafios: os cortes podem ser imperfeitos, as soldas podem conter falhas e os trabalhos podem sofrer atrasos. Os problemas surgem devido à configuração incorreta do equipamento, medidas de segurança inadequadas, treinamento insuficiente e falta de processos de controle de qualidade.
Este artigo apresenta soluções para problemas comuns de metalurgia com foco em técnicas de soldagem e corte. Abordaremos as práticas recomendadas para a preparação de materiais, configuração de equipamentos, desenvolvimento de habilidades e garantia de qualidade. Ao abordar os problemas de forma sistemática, os fabricantes podem minimizar os erros de produção, maximizar a eficiência e o rendimento e produzir peças de acordo com padrões rigorosos.
Preparação do material:
A preparação completa dos materiais de base é fundamental para o sucesso das técnicas de soldagem e corte. A sujeira, o óleo, a tinta e os óxidos devem ser removidos das superfícies dos materiais para permitir a fusão e a união adequadas. Os contaminantes introduzem inconsistências, causam porosidade ou rachaduras e impedem o desempenho do equipamento.
Para o aço, o esmerilhamento é o método de preparação mais eficaz. Ele cria uma superfície nova e uniformemente áspera, ideal para a soldagem. Rodas de arame ou discos abrasivos revestidos funcionam bem. Quando o esmerilhamento não for prático, considere lixar com papel de alta granulação ou palha de aço.
O alumínio requer uma limpeza especial. Sua camada de óxido nativa é muito mais forte do que a do aço e não se desfaz facilmente. Os métodos químicos funcionam melhor. A imersão das peças em uma solução de hidróxido de sódio ou de potássio a 150-180°F dissolve os óxidos em poucos minutos. Sempre desengordure o alumínio primeiro usando solventes como álcool desnaturado. O aço inoxidável se beneficia de tratamentos mecânicos e químicos. Perfuração e esmerilhamento com um rebolo de óxido de alumínio ou de carbeto de silício prepara para técnicas de soldagem e corte. Em seguida, a imersão em uma solução de ácido cítrico ou nítrico grava a superfície e remove manchas.
Configuração do equipamento de soldagem:
A instalação e a configuração adequadas das fontes de energia e tochas de soldagem afetam significativamente o desempenho e os resultados do processo. Os operadores devem otimizar as configurações de tensão, velocidade do arame e fluxo de gás com base no tipo e na espessura do material.
Por exemplo, a soldagem MIG de aço normalmente usa uma tensão de 18 a 25 V e velocidades de alimentação de arame de 150 a 500 polegadas por minuto para seções finas a grossas. A adição de gás de proteção de celulose ou CO2 a 15-30 pés cúbicos por hora protege a poça de solda.
Soldagem por pulso magnético O alumínio requer uma tensão ainda mais baixa (10-15 V) para maior controle do fio. A mistura de gases inertes, como argônio-hélio, proporciona fusão superior em comparação com argônio puro. O fluxo extra de gás em torno de 1,5 vezes a taxa padrão do aço eliminou melhor a oxidação. As técnicas de soldagem e corte, a posição e a geometria da junta também determinam os ajustes do equipamento. As soldas verticais para cima acumulam respingos com facilidade, portanto, reduzir a tensão em 0,5-1V evita a formação de escória. As juntas de cantos externos em tubos grossos precisam de maior alimentação de arame para o preenchimento adequado do cordão? Mecanismos como os rolos de acionamento, o revestimento da tocha e a ponta de contato apresentam desgaste com o tempo.
Verifique regularmente se há aperto, rachaduras e acúmulo de sujeira que impeçam a alimentação do arame. Substitua os consumíveis antes da degradação do desempenho. Toda a fiação que alimenta o equipamento de técnicas de soldagem e corte deve ser dimensionada adequadamente para evitar superaquecimento sob uma carga de trabalho. A segurança contra incêndios também é fundamental - mantenha os espaços limpos e secos com extintores próximos. Com configurações de máquina otimizadas, os fabricantes produzem soldas mais fortes e de melhor qualidade.
Configuração do equipamento de corte:
Seja plasma, oxi-combustível, laser ou água ET, usinagem de ponta O equipamento de plasma requer calibração e configuração cuidadosas da máquina para obter resultados precisos. Para tochas de plasma, a corrente, a pressão do gás e a velocidade de corte trabalham em conjunto. As pressões adequadas do ar e do gás de plasma produzem o arco e a qualidade de corte ideais em velocidades de deslocamento maiores. Pressões muito restritas cortam muito lentamente, enquanto fluxos excessivos sopram o metal fundido e diminuem o controle do corte.
A configuração do oxicombustível concentra-se na mistura de gases e nas pressões. O acetileno corta bem o aço com 25-30 psi de oxigênio e 10-15 psi de acetileno na tocha. Ajuste as pressões para cima ou para baixo com base na espessura e no material que está sendo cortado para controlar o formato da chama e os efeitos da oxidação.
Os cortadores a laser envolvem o alinhamento dos espelhos, a focalização das lentes e a definição do tamanho do ponto, da potência e do gás auxiliar. Os materiais em folha mais densos exigem um ponto focalizado menor, enquanto as placas mais grossas são soldadas com feixes maiores e menos concentrados.
Corte por jato de água Os sistemas envolvem o ajuste do tamanho do bico, da taxa de alimentação do abrasivo e da pressão da água com base na dureza do material, na espessura e nos atributos de qualidade de corte desejados, como qualidade da borda versus velocidade.
Todos os cortadores precisam de tanques e componentes da tocha limpos e bem conservados, além de filtragem adequada e componentes de regulagem de pressão. A segurança contra incêndios continua sendo fundamental com tochas oxicombustíveis, independentemente da qualidade da configuração. Com máquinas otimizadas, os fabricantes cortam de forma repetitiva e produtiva.
Técnicas de soldagem:
O domínio das técnicas de soldagem e corte garante que as juntas resistentes e sem defeitos atendam aos requisitos da aplicação. Para SMAW técnicas de soldagem Em aço fino, mantenha um padrão de trama circular pequeno a 7-15 polegadas por minuto com 2-5 graus de inclinação da ponta do eletrodo. A amperagem depende do tamanho do eletrodo - hastes de 1/8″ funcionam bem com 80-120A.
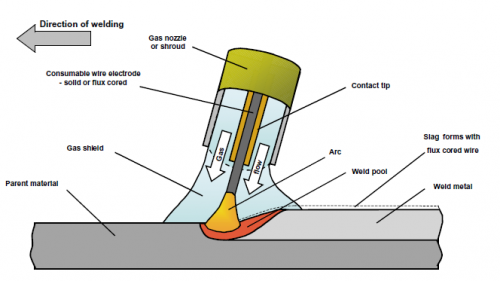
Com o GMAW, segure a tocha em um ângulo de impulso de 15 graus e mova-se em um padrão de tecelagem leve. Velocidades de deslocamento de 80 a 150 ipm produzem boas taxas de alimentação de arame para a fusão do material de preenchimento sem respingos excessivos. O deslocamento adequado da pistola mantém o formato da solda.
O FCAW é semelhante ao GMAW, mas o arame tubular emite mais fumaça. Dedique mais tempo para configurar a extração de fumaça adequada, especialmente em soldas horizontais. Segure a pistola perpendicularmente e faça de 3 a 5 passagens do cordão de soldagem a 60-100 ipm.
A SAW constrói materiais de apoio rígidos rapidamente usando o método de alimentação de fio síncrono e de dança de arco. Execute costuras planas ou verticais a 100-150ipm usando oscilações de tecelagem de 1/2-1″ de largura. Otimize o deslocamento para perfis completos. As técnicas de múltiplos passes aumentam a resistência. Para soldas de topo, passe um cordão de tecelagem na raiz, seguido por longarinas que adicionam enchimento para a tampa quente do segundo passe. As juntas sobrepostas exigem padrões de tecelagem leves que se sobrepõem a cada borda da solda.
O ajuste adequado da junta e a seleção do metal de adição completam soldas de qualidade. Use o E6013 para aço carbono e o E71T-1 para soldagem MIG de aço inoxidável. A contração ocorre, portanto, esmerilhe as juntas ligeiramente apertadas antes das técnicas de soldagem e corte. Permita o resfriamento entre os passes para evitar rachaduras e verifique a penetração total. Em todas as técnicas, pratique a manutenção de um comprimento de stickout constante e o desenvolvimento de uma força de ângulo de haste e velocidade de deslocamento estáveis para obter soldas suaves e uniformes que atendam aos códigos e aos requisitos de projeto.
Técnicas de corte:

Seja para corte reto, circular ou de precisão, os fabricantes de metal devem dominar as técnicas de plasma, oxicombustível, laser e sistema de jato de água. Para corte reto cortes de plasma Em aço macio de até 1/2″, o senhor pode trabalhar a uma velocidade de 15-25ipm, mantendo um pequeno corte de 1/8″. Incline a tocha em um ângulo de 10 a 15 graus e comece pelo canto superior para obter cortes limpos. Perfure os furos iniciais usando um arco cônico e, em seguida, faça um corte reto. Os cortes com oxicombustível são mais lentos, exigindo um deslocamento uniforme da tocha de 3 a 10 ipm.
Controle a chama focalizada de 6-8″ com pressão uniforme no disco de corte. Avance no corte com a ponta da chama neutra para evitar arrastamentos. Para chanfros, mova a tocha em conjunto com o ângulo do disco de corte. Cortadores a laser fornecem precisão abaixo de 0,005″ de tolerância. A Pierce começa pulsando o feixe por baixo e depois segue com potência de corte contínua. As velocidades de deslocamento de 80-400ipm dependem do material e do tamanho do bocal, mas mantêm o foco consistente. As técnicas de soldagem e corte com jato de água exigem o deslocamento perpendicular do fluxo denso a 30-125ipm. Ajuste o ângulo cônico e o fluxo abrasivo para obter um desempenho de corte dependente da dureza. Movimente-se suavemente ao longo dos raios em vez de linhas segmentadas para obter peças uniformes.
O corte total reforça a diminuição concêntrica da potência ou da pressão à medida que o furo é penetrado. As tochas de plasma cortam dentro de sua largura de corte para furos, enquanto a oxicorte pode exigir passagens aninhadas de discos de corte de diâmetro crescente de até 4″. Materiais adequadamente fixados proporcionam movimentos suaves e estáveis da tocha. Os sistemas controlados por CNC repetem as técnicas manuais de forma consistente em várias peças. Seguindo condições de corte otimizadas, os fabricantes moldam uma ampla variedade de chapas e placas com precisão.
Automação na fabricação:
Fabricação automação introduz ganhos de consistência e produtividade por meio de processos controlados por computador. As máquinas CNC de plasma, laser e jato de água cortam peças repetitivas a partir de trajetórias programadas quase sem as mãos. Os operadores carregam materiais em mesas automatizadas que se movimentam sob cabeçotes estacionários.
As células de soldagem robótica executam sequências pré-programadas que ensinam técnicas de soldagem e corte aos braços articulados. Os sistemas de visão orientam a correspondência e o encaixe para a soldagem automática em várias posições, sem a necessidade de reutilizar as peças. Os movimentos consistentes da tocha, as pressões e as velocidades do robô excedem a capacidade humana. Os sistemas de paletização oferecem produção ininterrupta. Os robôs carregam e descarregam paletes de materiais em branco e acabados de Máquinas CNC em esteiras transportadoras que vão para várias células de trabalho. O armazenamento de estoque próximo protege as linhas.
Os alimentadores de rolos automatizados fornecem material just-in-time aos robôs de corte a laser para uma produção enxuta. Da mesma forma, os alimentadores de barras fornecem estoque de barras para centros de torneamento e máquinas de tubulação. O software simplifica a interface das máquinas por meio de linguagens cinemáticas e de programação comuns. Os fluxos de trabalho baseados em modelos geram arquivos de corte aninhados e sequências de técnicas de soldagem e corte de código para personalização em massa. Os integradores auxiliam na implementação e na otimização.
Embora os altos custos de capital exijam grandes volumes, a automação oferece precisão, repetibilidade e manuseio de peças maiores/mais pesadas que as capacidades manuais. A produção híbrida equilibra a automação com conjuntos de habilidades humanas flexíveis para demandas de linhas mistas. Juntos, eles aumentam o rendimento e a qualidade para operações de fabricação competitivas.
Conclusão:
Este artigo descreveu várias áreas importantes que os fabricantes devem dominar para produzir consistentemente peças soldadas e cortadas de alta qualidade com o mínimo de problemas. A preparação completa dos materiais de base por meio de limpeza e qualquer tratamento de superfície necessário estabelece a base. A configuração adequada das técnicas de soldagem e corte, das fontes de energia e das taxas de fluxo de gás, bem como a otimização dos parâmetros da máquina de corte a plasma também são cruciais para o controle do processo e os resultados.
O desenvolvimento de habilidades manuais por meio de técnicas como tecer padrões e manter a velocidade da tocha permite produzir soldas fortes e sem defeitos e cortes de precisão. Complementar o trabalho prático com ferramentas como sistemas automatizados e robótica ajuda a melhorar o rendimento, a repetibilidade e a segurança nas fábricas. Seguir as práticas recomendadas no manuseio de materiais, na configuração de equipamentos e nas técnicas de corte e solda de fabricação resolve muitos problemas comuns de fabricação de metais. Isso permite que os fabricantes aumentem a eficiência das operações e forneçam produtos que atendam aos rigorosos padrões de qualidade, sempre.
Perguntas frequentes:
P: O que devo procurar ao comprar um equipamento de fabricação?
R: Considere a capacidade da máquina, os recursos de automação, o suporte da garantia e as opções de atualização. Procure marcas duráveis e veja unidades de demonstração.
P: O corte a plasma pode substituir o oxicorte em aplicações como o corte de tubos?
R: O plasma proporciona cortes mais rápidos e de melhor qualidade, mas tem custos operacionais mais altos. O oxicorte continua sendo o melhor para materiais espessos e cortes portáteis.
P: Quanto custam normalmente as células de soldagem robótica?
R: As células de nível básico podem começar em $150K, mas os sistemas de grande escala podem custar mais de $1M, dependendo do número de robôs, das ferramentas de soldagem e da proteção necessária.
P: Qual é o EPI necessário para a soldagem?
R: No mínimo, capacetes de soldagem, luvas, óculos de segurança e botas com biqueira de aço. Equipamentos de proteção adicionais, como jaquetas e telas, protegem contra faíscas e exposição aos raios UV.
P: Qual é a importância da preparação do material para a soldagem de alumínio?
R: A preparação do material é fundamental para o alumínio, pois sua camada de óxido deve ser completamente removida para obter a ligação adequada na solda.