Pular para o conteúdo
Pular para o conteúdo Este guia discute a tecnologia de usinagem assistida por laser e como a incorporação de lasers na usinagem tradicional melhora os recursos. Ele aborda os princípios de interação entre lasers e materiais e como os parâmetros do processo são otimizados. Também são examinadas as aplicações reais em vários setores e as perspectivas futuras da fabricação de precisão a laser.
Fabricação de metais assistida por laser: Corte de precisão e tratamento de superfície

Os processos de usinagem híbrida baseados em laser revolucionaram a fabricação de precisão nas últimas décadas. Ao incorporar uma fonte de laser de alta potência em ferramentas subtrativas convencionais, essas tecnologias liberam novos recursos para o processamento de materiais muito além dos limites dos métodos tradicionais.
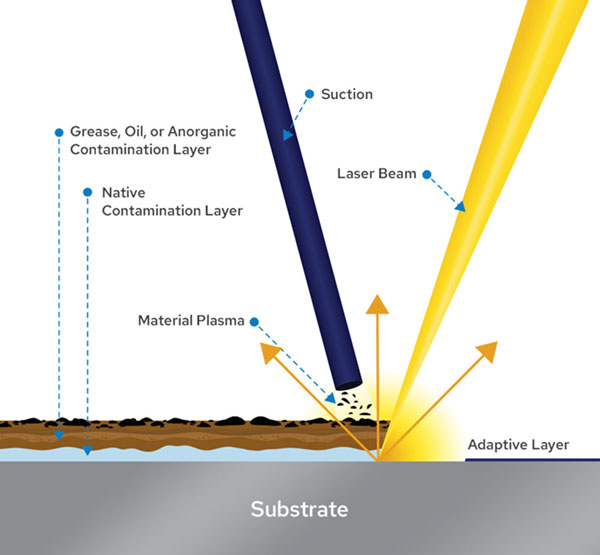
Com as interações laser-matéria regidas pelas propriedades e configurações do laser, esses processos projetam efeitos térmicos, físicos e químicos para a remoção, modificação e estruturação eficientes de materiais. O controle cuidadoso dos parâmetros do laser de acordo com as características do material de trabalho otimiza os resultados do processo.
Essa flexibilidade permite que a usinagem assistida por laser lide com metais, ligas, cerâmicas e compostos problemáticos, antes considerados difíceis de cortar usando apenas meios mecânicos. Além do corte e da perfuração básicos, esses sistemas híbridos possibilitam funções inovadoras que abrangem desde superfícies endurecidas até topografias com micro padrões.
Em todos os setores, a hibridização a laser melhora significativamente a eficiência, a qualidade e a precisão do processo para produtos de alta precisão. Embora muito trabalho ainda esteja sendo realizado em relação ao aprimoramento da tecnologia, a conveniência da aplicação de fabricação já recebeu uma ampla aceitação na maioria dos setores, com preferência para a fabricação de automóveis, aeroespacial e indústrias médicas. Este artigo tem o objetivo de apresentar uma introdução geral ao campo relativamente novo da usinagem assistida por laser. Ele resume os princípios fundamentais, analisa os estudos de otimização de processos e destaca as aplicações que utilizam essa tecnologia em expansão. As perspectivas futuras da fabricação de precisão a laser também são examinadas.
Parâmetros do processo a laser
Os principais parâmetros do laser que influenciam o processo de usinagem a laser são a potência do laser, o comprimento de onda, a frequência de pulso etc. A potência do laser determina a quantidade de energia fornecida à peça de trabalho. Uma potência maior permite uma remoção mais rápida do material, mas pode causar zonas termicamente afetadas. O comprimento de onda também afeta a usinagem - Os comprimentos de onda mais curtos são mais bem absorvidos na superfície, enquanto os comprimentos de onda mais longos penetram mais profundamente.
A frequência de pulso é importante para os lasers pulsados. As frequências mais altas permitem potências de pico mais altas para uma remoção mais rápida, mas as frequências mais baixas ajudam a minimizar a zona afetada pelo calor. A otimização adequada desses parâmetros é necessária com base no material e no resultado desejado.
Considerações sobre materiais
As propriedades do material, como condutividade térmica, dureza, comportamento de endurecimento por trabalho etc., também afetam significativamente a usinagem a laser. Materiais com maior condutividade térmica permitem que o calor se dissipe mais rapidamente, reduzindo as tensões térmicas. Mas eles também são mais difíceis de usinar. Materiais mais duros precisam de maior densidade de energia para a remoção.
Materiais com forte endurecimento por trabalho, como o aço, fazem com que a superfície endureça à medida que se aquece, exigindo densidades de energia ainda maiores. A compreensão dessas interações entre os parâmetros do laser e as características do material ajuda a personalizar o processo para obter os melhores resultados para cada aplicação. Os parâmetros do processo precisam ser adaptados com base no material da peça para uma usinagem eficiente com bom acabamento superficial e precisão dimensional.
Benefícios da usinagem assistida por laser
A usinagem assistida por laser oferece várias vantagens em relação aos processos convencionais de usinagem não assistida por laser. Alguns dos principais benefícios são forças de corte reduzidas, menor rugosidade da superfície, menor desgaste da ferramenta e alteração da microestrutura e das propriedades do material.
O tratamento térmico localizado causado pelo laser reduz significativamente as forças de corte na ferramenta, amolecendo e enfraquecendo o material de trabalho à frente da ferramenta. Isso reduz a carga mecânica e térmica sobre a ferramenta. O material amolecido também produz um melhor acabamento superficial com rugosidade de superfície reduzida em comparação com a usinagem convencional.
Cargas e temperaturas mais baixas da ferramenta resultam em menor desgaste e maior vida útil da ferramenta. As experiências mostram um aumento significativo na vida útil da ferramenta de até 10 vezes em comparação com os processos sem laser. A ciclagem térmica a laser também modifica a microestrutura e a dureza dos materiais em um nível muito localizado. Isso permite aplicações como o endurecimento de superfícies.
De modo geral, a incorporação do laser melhora a produtividade ao permitir taxas mais altas de remoção de material e melhor qualidade de superfície. Combinada com a redução dos custos de ferramentas devido ao menor desgaste, a usinagem assistida por laser oferece maior economia de peças em relação aos métodos tradicionais, especialmente para materiais difíceis de cortar.
Pesquisa sobre usinagem a laser de materiais específicos
Ligas de níquel
As ligas de níquel são amplamente utilizadas nos setores aeroespacial e médico devido à sua alta força e resistência à corrosão. No entanto, sua microestrutura densa dificulta a usinagem. Estudos mostram que os lasers Nd:YAG com potências entre 150 e 300 W e taxas de avanço de 2 a 4 mm/min otimizam a qualidade do corte no Inconel 718. O torneamento assistido por laser reduz as forças de empuxo em 40%, a temperatura de corte em 30°C e atinge uma rugosidade de superfície de 0,4μm em comparação com o torneamento convencional.
Ligas de titânio
As ligas de titânio, como Ti6Al4V, são comumente usadas em turbinas de aeronaves devido à sua alta resistência e resistência à corrosão. No entanto, sua reatividade química apresenta desafios de usinagem. Estudos otimizam o fresamento do Ti6Al4V com laser de fibra de 1070 nm com potência de 3 kW e avanço de 500 mm/min. Isso reduz pela metade as forças de corte e a energia de corte específica, além de produzir uma rugosidade de superfície de 0,8 μm em comparação com 2,5 μm sem a assistência do laser.
Cerâmica
As cerâmicas de nitreto de silício e alumina encontram aplicações que exigem alta dureza e resistência. No entanto, sua fragilidade as torna propensas a rachaduras em processos que não sejam a laser. Os lasers permitem processos semelhantes ao microEDM em energias mais baixas para usinar cerâmicas sem rachaduras. A otimização do fresamento a laser Nd:YAG de nitreto de silício encontrou potência de 200 W e avanço de 50 mm/min para produzir superfícies com rugosidade de 0,2 μm sem rachaduras.
Materiais compostos
O EPRI afirma que os compósitos de polímeros reforçados com fibra de carbono e fibra de vidro continuam a ser amplamente utilizados, pois possuem alta rigidez e relação resistência/peso. O laser remove apenas a matriz do polímero e, devido à sua alta resistência, as fibras completas oferecem um acabamento de borda limpo. Estudos mostram que o CO2 corte a laser de compósitos de fibra de carbono com potência de 3 kW e taxa de avanço de 300 mm/min produz superfícies de corte com rugosidade <1 μm e sem delaminação.
Em resumo, a otimização dos parâmetros do laser com base nas propriedades dos materiais permite a usinagem eficiente e sem danos de ligas, cerâmicas e compostos de difícil corte. Isso melhora a produtividade e atende às rigorosas demandas das aplicações aeroespaciais e médicas. Outras pesquisas podem ajudar a expandir os recursos de usinagem a laser para outros materiais.
Técnicas avançadas de corte em usinagem assistida por laser

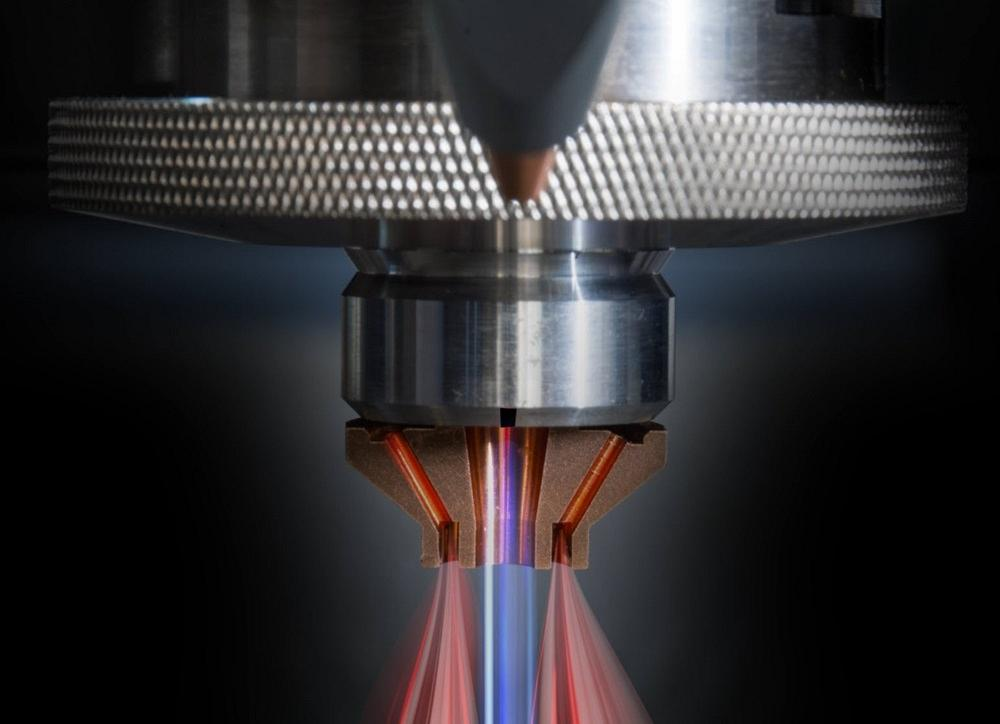
Torneamento e fresamento auxiliados por lasers
A seguir, alguns dos processos de remoção de metal usados com frequência; giratório e fresamento. No torneamento, uma ferramenta de corte gira enquanto a peça de trabalho gira e, por meio da operação de corte, ambas as superfícies cilíndricas são produzidas. No fresamento, uma fresa que tem um número múltiplo de dentes gira para cortar o material à medida que é alimentada pela face da peça de trabalho.
A integração de lasers a essas operações ajuda na usinagem de materiais difíceis. No torneamento, um laser focalizado pré-aquece o material antes da ferramenta, diminuindo as forças de corte e a temperatura. Isso reduz a tensão da ferramenta e aumenta sua vida útil na usinagem de ligas. No fresamento, um laser digitalizado amolece seletivamente o material de trabalho a ser removido em seguida, melhorando a qualidade da superfície e permitindo taxas mais altas de remoção de material.
Estudos demonstraram um aumento de 40-60% na vida útil da ferramenta e forças reduzidas quando os lasers são usados no torneamento de titânio e superligas de níquel. O fresamento de Inconel 718 usando lasers de fibra de itérbio mostrou taxas de remoção de material três vezes maiores em comparação com os métodos convencionais.
Efeito dos lasers pulsados no corte
Os lasers pulsados, ao contrário dos lasers de onda contínua, oferecem maior controle sobre o processamento térmico durante o corte. As altas potências de pico dos lasers pulsados permitem um rápido aquecimento localizado, enquanto o atraso entre os pulsos ajuda a dissipar o calor entre as exposições.
Pesquisas mostram que a otimização da duração do pulso do laser e da taxa de repetição mantém a temperatura da zona de corte abaixo dos níveis críticos para evitar danos à ferramenta. Pulsos mais curtos com atrasos maiores entre pulsos geram zonas afetadas pelo calor mínimas. Os lasers pulsados de CO2 reduzem a oxidação da superfície no fresamento de titânio em comparação com os lasers contínuos.
Os lasers de fibra pulsada maximizam a taxa de remoção de material no torneamento de aço duro devido à sua capacidade de pré-aquecer e cortar com pontos individuais em escala de mícrons. Esse aquecimento localizado permite que os lasers pulsados minimizem os impactos térmicos nas ferramentas e superfícies em comparação com os lasers contínuos.
Texturização de superfície usando processamento a laser
Endurecimento de superfícies a laser
O endurecimento de superfícies a laser utiliza a alta densidade de energia dos feixes de laser para tratar rapidamente com calor camadas finas da superfície sem afetar as propriedades internas do material de base. Isso cria um revestimento duro sobre as superfícies externas para resistência ao desgaste e à corrosão.
Pesquisas mostram que o endurecimento a laser usando parâmetros adequados aumenta significativamente a dureza, o desgaste e o desempenho de corrosão das superfícies tratadas. Por exemplo, o tratamento a laser Nd:YAG do aço AISI 4340 com potência de 1,5 kW cria uma camada endurecida de 0,5 mm com aumento de 50-60% na dureza em comparação com o material de base.
Da mesma forma, o endurecimento a laser de ligas de titânio aumenta a dureza da superfície em 30-40% e triplica a resistência ao desgaste. As rápidas taxas de aquecimento e resfriamento do tratamento a laser, superiores a 105 K/s, promovem fases de não equilíbrio responsáveis pelo endurecimento. Os ciclos mais rápidos também minimizam as zonas afetadas pelo calor.
O endurecimento a laser é altamente eficaz em engrenagens, matrizes e outros componentes sujeitos a atrito e desgaste. O processo melhora a vida útil e reduz a necessidade de manutenção das peças industriais. Ele oferece uma alternativa versátil e ecologicamente correta a outras técnicas de endurecimento de superfícies.
Padronização de superfície a laser
A texturização precisa da superfície usando lasers permite uma série de aplicações que exigem propriedades de superfície aprimoradas ou personalizadas. As micro/nanoestruturas geradas por laser alteram os atributos de umectação, adesão, tribológicos e ópticos.
Estudos mostram que a estruturação da superfície de metais com laser de femtossegundo com geometrias submicrônicas melhora a resistência à corrosão ao interromper a difusão do agente oxidante. Autolimpeza super-hidrofóbico são criadas em metais como o titânio por meio da formação a laser de estruturas hierárquicas que imitam as folhas de lótus. Essas superfícies apresentam ângulos de contato com a água >160° e ângulos de deslizamento <10°.
Nanograturas antirreflexo e antimanchas em vidro usam litografia de interferência a laser para matrizes de cristas de subcomprimento de onda. Os implantes biomédicos demonstram uma melhor osteointegração a partir de topografias microestruturadas a laser semelhantes à arquitetura óssea trabecular.
Os lasers podem processar rapidamente padrões uniformes e suaves em grandes áreas com tamanhos de recursos controlados. A nanopadronização 3D permite propriedades de superfície gradiente e multifuncionalidade. O processo a laser sem contato evita problemas de contaminação.
De modo geral, a engenharia de superfície a laser abre novos caminhos para o design inteligente de superfícies em setores como o automotivo, o de produtos de consumo e o de implantes biomédicos por meio do ajuste da microestrutura-propriedade.
Conclusão
A usinagem assistida por laser surgiu como uma tecnologia de fabricação altamente eficaz que oferece vantagens significativas em relação aos métodos convencionais. Os efeitos de aquecimento de precisão dos lasers permitem recursos de usinagem aprimorados para uma ampla gama de materiais anteriormente considerados difíceis de cortar.
Ao otimizar os parâmetros do laser junto com os parâmetros de corte com base nas propriedades do material de trabalho, é possível obter o máximo de melhorias na produtividade do processo, na qualidade da peça e na vida útil da ferramenta. Os lasers pulsados, em particular, oferecem excelente controle sobre os efeitos térmicos para minimizar os danos à peça e o desgaste da ferramenta.
Além das operações básicas de corte, a integração de lasers abre novas possibilidades, como tratamentos de dureza e texturas de superfície personalizadas. Isso amplia as aplicações para componentes funcionalizados em muitos setores. Embora as pesquisas continuem, as implementações industriais das tecnologias a laser já demonstraram seus benefícios técnicos e econômicos, especialmente para aplicações exigentes de alto valor.
Com mais avanços, a usinagem a laser está pronta para aumentar cada vez mais e até mesmo substituir os processos subtrativos tradicionais. Sua flexibilidade e natureza sem contato continuarão a desenvolver caminhos avançados de fabricação. De modo geral, os processos híbridos baseados em laser apresentam um enorme potencial para o futuro na fabricação eficiente de peças funcionais de alta precisão e superfícies projetadas.
Perguntas frequentes
Q. Como os metais de uma máquina a laser funcionam?
A. Um laser de alta potência é direcionado para a peça de metal, usando assim a energia do laser para derreter, evaporar ou remover o material. Abaixo, é possível esculpir várias formas, graças aos sistemas de posicionamento exato:
Q. Quais tecnologias de laser são empregadas na usinagem?
A. Os tipos mais comuns incluem CO2, estado sólido (Nd:Os geradores de laser disponíveis incluem lasers de corante, lasers excimer e lasers YAG e lasers de fibra, operando nas regiões do infravermelho ao ultravioleta. Os lasers de fibra de vários quilowatts são portáteis e têm alto desempenho.
Q. Que tipos de materiais podem ser usinados a laser?
A. Tudo pode ser usinado, desde metais e não metais, de aço a plástico, madeira e cerâmica, bem como compostos de grafite.
Q. Quais são as vantagens da usinagem a laser?
A. Oferece usinagem não térmica sem contato, alta precisão e exatidão. Outros benefícios são menos vibração da máquina, nenhum desgaste da ferramenta e a capacidade de usinar peças 3D complexas sem fixação de peças.