Vai al contenuto
Vai al contenuto 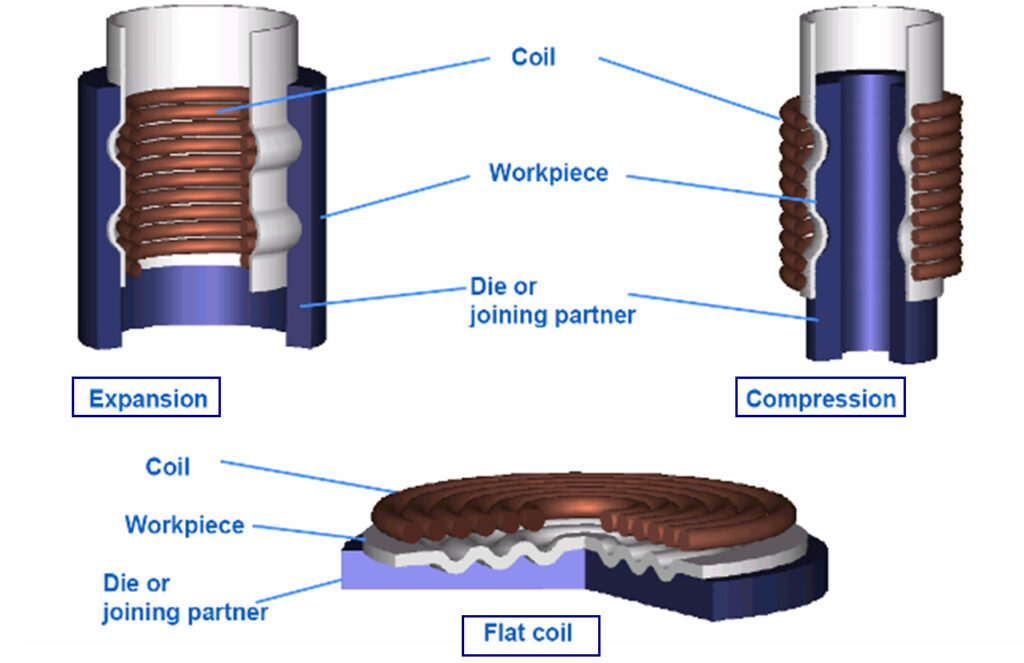
Scopra i vantaggi di formatura elettromagnetica (EMF), una tecnica all'avanguardia di lavorazione dei metalli senza contatto che utilizza campi magnetici pulsati per la fabbricazione ad alta velocità. Scopra le sue applicazioni, la configurazione dell'apparecchiatura e come trasforma materiali conduttivi come il rame e l'alluminio in forme complesse in modo efficiente ed efficace.
Formatura elettromagnetica dei metalli: Fabbricazione ad alta velocità senza contatto
| Indice dei contenuti |
| Introduzione |
| Principi del processo di formatura elettromagnetica |
| Comportamento del materiale nei campi elettromagnetici |
| Strumenti per il CEM |
| Applicazioni dei campi elettromagnetici |
| Conclusione |
| Domande frequenti |
L'articolo "Formatura elettromagnetica dei metalli: La fabbricazione ad alta velocità senza contatto" copre una serie di argomenti, tra cui un'introduzione alla formatura elettromagnetica (EMF) e la sua importanza nella moderna lavorazione dei metalli, i principi del processo EMF, che comprende la configurazione dell'attrezzatura, i meccanismi di deformazione del pezzo e i fattori che influenzano la fattibilità del processo. Esplora inoltre il comportamento del materiale durante la CEM, discutendo i tassi di deformazione, l'aumento di temperatura dal riscaldamento adiabatico, la modellazione costitutiva del materiale e i cambiamenti nella microstruttura dopo la deformazione. Inoltre, l'articolo esamina gli strumenti utilizzati nella CEM, tra cui la progettazione della bobina elettromagnetica, la simulazione del processo, gli stampi di formatura e le tecniche di lavorazione. Le applicazioni della CEM sono dettagliate, concentrandosi sulla formatura di tubi e lamiere, sulle tecniche ibride di lavorazione dei metalli e su altri usi. La conclusione riassume i progressi e il potenziale futuro della CEM, mentre una sezione FAQ risponde alle domande più comuni sulla tecnica.
La formatura elettromagnetica (EMF), spesso indicata come formatura magnetica pulsata, rappresenta una tecnica all'avanguardia di lavorazione dei metalli senza contatto, che sfrutta i principi dell'induzione elettromagnetica per modellare materiali elettricamente conduttivi. Questo metodo innovativo impiega potenti forze di Lorentz, consentendo processi di fabbricazione ad alta velocità senza contatto meccanico. Il CEM è particolarmente efficace per la formatura di profili cavi, lamiere e componenti tubolari da materiali altamente conduttivi come rame, alluminio e acciaio a basso tenore di carbonio.
Il funzionamento fondamentale del CEM prevede la generazione di campi magnetici pulsati ad alta intensità, che vengono prodotti scaricando grandi condensatori attraverso una bobina situata vicino al pezzo. Questo processo induce correnti parassite all'interno del pezzo, creando un campo magnetico repulsivo. L'interazione di questi campi magnetici opposti genera forze di volume in grado di superare la resistenza allo snervamento del materiale, con conseguente deformazione rapida e ad alta velocità.
La CEM trova ampia applicazione nelle operazioni di sagomatura e giunzione, consentendo attività come la compressione o l'espansione di tubi cavi, la formatura di lamiere piatte o preformate e la facilitazione della calibrazione e dell'assemblaggio dei componenti. Mentre le sue applicazioni iniziali erano limitate a parti più piccole, i progressi nelle tecniche di CEM a più stadi consentono oggi la fabbricazione di lastre piane e sezioni di corpi cavi più grandi. I vantaggi della CEM rispetto alla formatura meccanica convenzionale sono sostanziali, in quanto offrono una maggiore formabilità del materiale senza problemi come il collo o la fessurazione, un ritorno elastico ridotto e la conservazione dei rivestimenti superficiali grazie alla lavorazione senza contatto.
Le ricerche su Google di "formatura elettromagnetica" sono aumentate notevolmente negli ultimi mesi. Questa impennata di interesse online corrisponde alle innovazioni nel campo della formatura dei metalli ad alta velocità, utilizzando forze magnetiche pulsate. Le tecniche di formatura senza contatto, come la formatura elettromagnetica, continuano a progredire e aprono nuove opportunità in tutti i settori industriali, per produrre pezzi rapidamente, superando i limiti dei materiali.
Le ricerche del settore dell'ingegneria industriale dominano il volume complessivo delle ricerche di informazioni sulle applicazioni di formatura elettromagnetica e sulla modellazione dei processi. Anche l'interesse accademico contribuisce attraverso la ricerca in corso sui fondamenti della lavorazione elettromagnetica dei metalli. Dal punto di vista geografico, le economie sviluppate dell'Europa e dell'Asia sono in testa per frequenza di ricerca relativa, senza dubbio stimolate dall'avanzamento delle tecnologie all'interno dei settori automobilistico e automobilistico. produzione aerospaziale industrie che richiedono nuovi fabbricazione soluzioni.
In prospettiva, l'interesse per la formatura elettromagnetica potrebbe crescere ulteriormente con l'espansione della produzione additiva e l'emergere di tecniche ibride che fondono la stampa 3D con la formatura senza contatto. Con la continua comprensione scientifica della meccanica di deformazione elettromagnetica, abbinata alla modellazione ad elementi finiti, le opportunità di realizzare geometrie di pezzi un tempo impossibili attraverso la lavorazione elettromagnetica non potranno che espandersi negli anni a venire.
Principi del processo di formatura elettromagnetica
Configurazione dell'apparecchiatura per i campi elettromagnetici
Un tipico sistema EMF è costituito da diversi componenti chiave: un'unità di accumulo e controllo dell'energia che ospita condensatori ad alta tensione, un interruttore di scarica, un'elettronica di controllo e un convertitore elettromagnetico della bobina. Inoltre, viene utilizzata una stazione di lavoro per inserire il pezzo nella bobina. L'impostazione e la regolazione di questi componenti sono fondamentali per realizzare una modellatura efficace e convincente.
L'unità di accumulo di energia è responsabile della raccolta di energia elettrica, che viene poi rilasciata attraverso l'arricciatura. La configurazione dell'arricciatura può cambiare in base alla particolare applicazione, influenzando le qualità del campo attrattivo e la conseguente distorsione del pezzo.
. Il controllo accurato della tempistica e della durata dello scarico è essenziale per ottimizzare il processo di formatura.
Meccanismo di deformazione del pezzo
Durante la fase di rilascio, i flussi ad alta curvatura azionano flussi vorticosi nel pezzo adiacente, mediante un arruolamento elettromagnetico. Questi flussi sollecitati creano campi attrattivi limitanti, che applicano forze di Lorentz sul pezzo. Quando la grandezza di queste forze supera la resistenza allo snervamento del materiale, si verifica una rapida deformazione. Le velocità risultanti possono raggiungere centinaia di metri al secondo, consentendo una formatura ad alta velocità che non è possibile ottenere con i metodi convenzionali.
La maggior parte della deformazione si verifica dopo l'impulso iniziale, in quanto l'energia cinetica impartita al pezzo ne determina la plasticità. Questo processo ad alta velocità riduce al minimo il tempo disponibile per la dissipazione del calore, portando ad aumenti significativi della temperatura all'interno del materiale, che devono essere considerati nella progettazione dei parametri di formatura.
Fattori che determinano la fattibilità del processo
La fattibilità della CEM è influenzata da diversi fattori, tra cui la conduttività elettrica del materiale del pezzo. Ad esempio, materiali come l'acciaio possono richiedere un driver conduttivo per migliorare la loro idoneità alla CEM. Inoltre, l'efficacia del ciclo è influenzata dalla distanza tra il cappio e il pezzo; limitare il foro d'aria è fondamentale per aumentare il movimento di energia dal cappio al pezzo.
È fondamentale tenere presente che solo una piccola parte dell'energia accumulata nei condensatori viene trasformata in deturpazione plastica. Molta energia viene diffusa come intensità all'interno del pezzo, il che richiede una cauta armonia tra le informazioni sull'energia e la resa della deformazione.
Comportamento del materiale nei campi elettromagnetici
Tassi di deformazione e velocità nei campi elettromagnetici
Uno degli attributi principali del CEM è la velocità di deformazione incredibilmente elevata che produce, che può andare da 10310^3103 a 104 s-110^4 104s-1. Le velocità risultanti del pezzo possono arrivare a molti metri al secondo, consentendo ai materiali di entrare in un sistema iperplastico in cui la loro formabilità è essenzialmente migliorata rispetto ai cicli di formatura semi-statici. In questo regime, la probabilità di cedimento a causa di colli o cricche è notevolmente ridotta, consentendo la formatura di materiali che in genere sarebbero difficili da formare con i metodi tradizionali.
Aumento di temperatura da riscaldamento adiabatico
L'idea rapida del CEM provoca anche un significativo riscaldamento adiabatico all'interno del pezzo. Quando avviene la deturpazione della plastica, una parte significativa del lavoro svolto sul materiale si trasforma completamente in calore. I modelli analitici di aumento della temperatura tengono conto del comportamento di flusso dipendente dalla deformazione dei materiali, consentendo agli ingegneri di progettare processi che ottimizzano le prestazioni del materiale durante la formatura.
Modellazione costitutiva dei materiali
Per prevedere con precisione il comportamento dei materiali durante il CEM, sono necessari dati sperimentali approfonditi per stabilire le curve di flusso in una gamma di tassi di deformazione e temperature. Modelli come il modello Johnson-Cook sono spesso utilizzati per catturare la dipendenza della tensione di snervamento dalla deformazione, dalla velocità di deformazione e dalla temperatura. Questi modelli costitutivi possono essere integrati nelle simulazioni agli elementi finiti (FE) per simulare gli stati locali di sollecitazione-deformazione, fornendo una visione del comportamento del materiale in condizioni di formatura ad alta velocità.
Microstruttura del materiale dopo il CEM
L'analisi post-deformazione dei materiali formati tramite CEM rivela cambiamenti significativi nella microstruttura. Gli esami metallografici dei campioni compressi dinamicamente mostrano un aumento della densità delle dislocazioni, accompagnato dalla formazione di bande di taglio adiabatiche nei punti di rottura. Questi cambiamenti microstrutturali differiscono notevolmente da quelli osservati nei processi quasi statici, evidenziando la necessità di approcci personalizzati alla caratterizzazione e all'analisi dei materiali quando si utilizza la CEM.
Strumenti per il CEM
Design della bobina elettromagnetica
Il piano del circuito elettromagnetico è fondamentale per l'andamento del CEM. Vengono utilizzati diversi calcoli di spira a seconda dell'applicazione specifica: le spire elicoidali sono normalmente utilizzate per l'imballaggio di pezzi arrotondati, mentre le spire piane o avvolgenti sono utilizzate per la sagomatura delle lamiere. Un design ottimale della bobina deve bilanciare l'uniformità del campo magnetico con la minimizzazione dei vuoti d'aria per migliorare l'efficienza della pressione. Inoltre, l'integrazione di concentratori di flusso può amplificare i campi magnetici senza richiedere un aumento dell'energia immagazzinata, migliorando l'efficienza complessiva del processo di formatura.
Simulazione e modellazione di processo
L'esame dei componenti limitati (FEA) assume un ruolo imperativo nella pianificazione e nella razionalizzazione dei processi EMF. Accoppiando le indagini elettromagnetiche, calde e sottostanti, FEA è in grado di visualizzare con precisione i flussi ad anello battente, i flussi vorticosi incitati, le tensioni elettromagnetiche, l'aumento della temperatura e gli stati di stress e di deformazione all'interno del pezzo. Gli studi parametrici condotti attraverso la simulazione consentono agli ingegneri di esplorare vari parametri della bobina e del pezzo, portando all'ottimizzazione del processo di formatura e al miglioramento delle prestazioni del materiale.
Stampi di formatura per EMF
Lo sviluppo di stampi di formatura specifici per le applicazioni EMF è un altro aspetto critico della tecnologia. Gli stampi di formatura parziale vengono utilizzati per concentrare le forze elettromagnetiche su regioni mirate del pezzo, mentre le geometrie complesse possono richiedere una formatura in più fasi, utilizzando bobine o stampi multipli. I materiali degli utensili devono essere selezionati con attenzione per resistere ai carichi estremi associati al CEM, consentendo al contempo una riparazione e una sostituzione economica quando necessario.
Attrezzatura e azionamento
Il posizionamento efficace dei pezzi all'interno delle bobine è essenziale per il successo delle operazioni EMF. Le postazioni di lavoro utilizzano attrezzature specializzate e sistemi di traslazione robotizzati per garantire un allineamento preciso durante il processo di formatura. Inoltre, gli attuatori vengono impiegati per integrare la CEM nei sistemi di produzione automatizzati, sincronizzando gli impulsi magnetici con i cicli di alimentazione dei pezzi. Questa capacità consente di raggiungere tassi di produzione ad alta velocità, con operazioni che avvengono a centinaia di pezzi al minuto.
Applicazioni dei campi elettromagnetici
Formatura di tubi tramite EMF
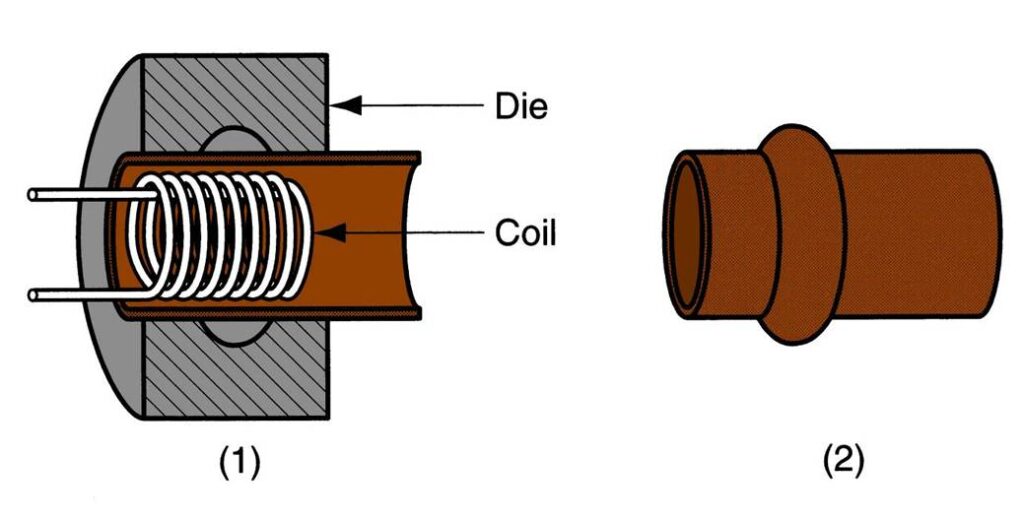
L'EMF è particolarmente adatto alla formatura di componenti tubolari assialsimmetrici. Il processo può essere impiegato per giunzioni a compressione, dove i tubi vengono formati attorno a mandrini solidi, o per applicazioni di espansione, dove i tubi vengono inseriti in stampi con un contatto intimo. I parametri critici del processo, come la frequenza, la distanza di separazione e la geometria della bobina, possono essere regolati per adattare le proprietà meccaniche dei giunti prodotti.
Formatura della lamiera con EMF
Nel contesto della formatura delle lamiere, il CEM può superare alcune delle limitazioni associate alle bobine a pressione uniforme tipicamente utilizzate nei processi di formatura tradizionali. La formatura sequenziale o incrementale con EMF permette di modellare gradualmente lamiere piatte di grandi dimensioni, consentendo la produzione di pezzi complessi senza superare i valori di tensione o corrente del sistema.
Tecniche ibride di lavorazione dei metalli
L'integrazione della FEM con altri processi di formatura può migliorare in modo significativo l'efficienza complessiva e le prestazioni dei materiali. Ad esempio, la FEM può essere combinata con l'idroformatura, l'estrusione e la profilatura per sfruttare il comportamento anisotropo dei materiali. Combinando strategicamente questi metodi, i produttori possono estendere i limiti di formatura e ottenere geometrie complesse, sfruttando i punti di forza di ciascuna tecnica.
Altre applicazioni EMF
Oltre alle tradizionali applicazioni di formatura, la CEM ha dimostrato la sua versatilità nell'abilitare altri processi produttivi, come la saldatura a impulsi elettromagnetici, che utilizza un impatto magnetoidrodinamico controllato per unire i materiali. Inoltre, l'EMF trova utilità nella formatura incrementale delle lastre, nella raddrizzatura a impulsi magnetici e nel taglio iperplastico dei materiali conduttivi. La capacità di gestire economicamente la variabilità geometrica e dei materiali rende la CEM un'opzione interessante per gli ambienti di produzione in serie.
Conclusione
La formatura magnetica pulsata tramite EMF rappresenta un progresso significativo nelle tecniche di fabbricazione ad alta velocità senza contatto. I vantaggi di questo metodo, tra cui una maggiore formabilità dei materiali, un rischio ridotto di difetti e la conservazione dei rivestimenti superficiali, lo rendono uno strumento prezioso nella moderna lavorazione dei metalli. I continui progressi tecnologici stanno aprendo la strada all'implementazione su scala industriale della CEM in un'ampia gamma di applicazioni di giunzione, sagomatura e produzione.
La ricerca e lo sviluppo continui, insieme alla modellazione sofisticata dei processi, sono essenziali per estendere ulteriormente i confini della formatura elettromagnetica dei metalli. Poiché le industrie continuano a cercare tecniche di fabbricazione efficienti, precise e versatili, la FEM è pronta a svolgere un ruolo centrale nel futuro della produzione avanzata.
Domande frequenti
D:Che cos'è la formazione elettromagnetica?
R: La formatura elettromagnetica è una tecnica di lavorazione del metallo ad alta velocità che utilizza campi magnetici pulsati per deformare pezzi conduttivi senza richiedere un contatto meccanico. Le forti correnti parassite indotte nel pezzo interagiscono con i campi magnetici per esercitare forze di Lorenz che possono modellare il metallo in modo permanente.
D: Quali materiali possono essere formati utilizzando il CEM?
R: La formatura elettromagnetica è più adatta ai materiali altamente conduttivi come il rame, l'alluminio e le leghe di acciaio a basso tenore di carbonio. Tuttavia, i materiali non conduttivi possono potenzialmente essere formati se tenuti all'interno di un supporto conduttivo unito al substrato metallico. La resistività del pezzo influisce sulla profondità di penetrazione delle pressioni magnetiche.
D: Come vengono generati i campi magnetici pulsati?
R: Grandi banchi di condensatori vengono scaricati rapidamente attraverso una bobina elettromagnetica posizionata vicino al pezzo. Questo crea un campo magnetico intenso ma di breve durata, in grado di accelerare la deformazione plastica a tassi di deformazione estremamente elevati. Solo una piccola parte dell'energia immagazzinata viene utilizzata per la formatura vera e propria, mentre il resto si dissipa come calore.
D: Qual è il meccanismo di deformazione?
R: Le forze di Lorenz indotte in pochi millisecondi accelerano i pezzi da lavorare a ipervelocità superiori a 100 m/s. Si verifica un ulteriore lavoro plastico quando questa energia cinetica viene impressa nella microstruttura del materiale dopo l'impulso. I tassi di deformazione raggiungono le migliaia al secondo rispetto alla formatura quasi statica.
D: In che modo le proprietà del materiale influenzano la formatura?
A: I materiali si deformano e si rammolliscono termicamente sotto il riscaldamento adiabatico indotto con durate così brevi. I modelli costitutivi che tengono conto della sensibilità alla velocità di deformazione e alla temperatura prevedono meglio i risultati della formatura da impulsi elettromagnetici.