Aller au contenu
Aller au contenu 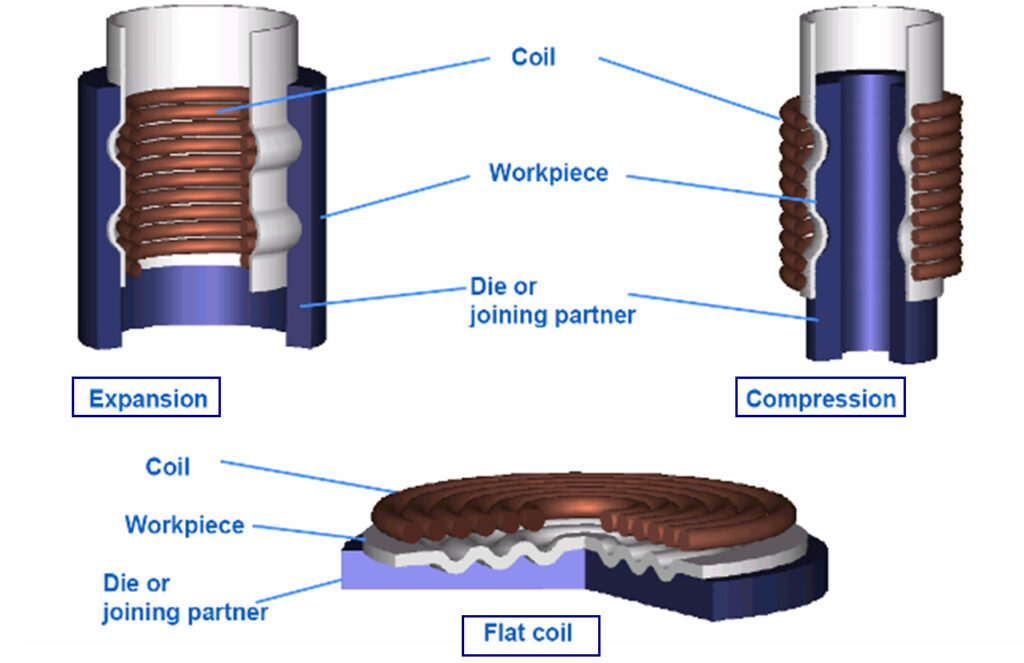
Découvrez les avantages de formation électromagnétique (EMF), une technique de pointe d'usinage des métaux sans contact qui utilise des champs magnétiques pulsés pour la fabrication à grande vitesse. Découvrez ses applications, la configuration de l'équipement et la manière dont elle transforme les matériaux conducteurs tels que le cuivre et l'aluminium en formes complexes de manière efficace et efficiente.
Formage électromagnétique des métaux : Fabrication à grande vitesse sans contact
| Table des matières |
| Introduction |
| Principes du procédé de formage électromagnétique |
| Comportement des matériaux dans les CEM |
| Outils pour les CEM |
| Applications des CEM |
| Conclusion |
| FAQ |
L'article "Le formage électromagnétique des métaux : Fabrication à grande vitesse sans contact" couvre une série de sujets, notamment une introduction au formage électromagnétique (EMF) et son importance dans le travail moderne des métaux, les principes du processus EMF, qui englobe la configuration de l'équipement, les mécanismes de déformation de la pièce et les facteurs influençant la faisabilité du processus. L'article explore ensuite le comportement des matériaux pendant le CEM, en abordant les taux de déformation, l'augmentation de la température due au chauffage adiabatique, la modélisation constitutive des matériaux et les changements de la microstructure après la déformation. En outre, l'article examine les outils utilisés pour le CEM, notamment la conception des bobines électromagnétiques, la simulation du processus, les matrices de formage et les techniques de maintien en position de travail. Les applications de la CEM sont détaillées, en mettant l'accent sur le formage des tubes et des tôles, les techniques hybrides d'usinage des métaux et d'autres utilisations. La conclusion résume les progrès et le potentiel futur du CEM, tandis qu'une section FAQ répond aux questions les plus courantes sur la technique.
Le formage électromagnétique (EMF), souvent appelé formage magnétique pulsé, est une technique de pointe sans contact pour le travail des métaux qui exploite les principes de l'induction électromagnétique pour façonner des matériaux conducteurs d'électricité. Cette méthode innovante utilise de puissantes forces de Lorentz, ce qui permet des processus de fabrication à grande vitesse sans contact mécanique. L'EMF est particulièrement efficace pour former des profils creux, des tôles et des composants tubulaires à partir de matériaux hautement conducteurs tels que le cuivre, l'aluminium et l'acier à faible teneur en carbone.
L'opération fondamentale de l'EMF consiste à générer des champs magnétiques pulsés de haute intensité, qui sont produits en déchargeant de grands condensateurs à travers une bobine située à proximité de la pièce à usiner. Ce processus induit des courants de Foucault à l'intérieur de la pièce, créant un champ magnétique répulsif. L'interaction de ces champs magnétiques opposés génère des forces de volume capables de dépasser la limite d'élasticité du matériau, ce qui entraîne une déformation rapide et à grande vitesse.
La CEM trouve de nombreuses applications dans les opérations de façonnage et d'assemblage, permettant des tâches telles que la compression ou l'expansion de tubes creux, le formage de tôles plates ou préformées, et facilitant le calibrage et l'assemblage de composants. Alors que ses applications initiales étaient limitées à des pièces de petite taille, les progrès des techniques de CEM en plusieurs étapes permettent aujourd'hui la fabrication de feuilles plates et de sections de corps creux de plus grande taille. Les avantages du CEM par rapport au formage mécanique conventionnel sont considérables, car il permet d'améliorer la formabilité des matériaux sans problèmes de collet ou de fissure, de réduire le retour élastique et de préserver les revêtements de surface grâce à un traitement sans contact.
Les recherches sur Google concernant le "formage électromagnétique" ont augmenté de façon spectaculaire au cours des derniers mois. Ce regain d'intérêt en ligne correspond aux innovations dans le domaine de la mise en forme des métaux à grande vitesse à l'aide de forces magnétiques pulsées. Les techniques de formage sans contact telles que le formage électromagnétique continuent de progresser et ouvrent de nouvelles possibilités dans tous les secteurs pour fabriquer des pièces rapidement tout en repoussant les limites des matériaux.
Les recherches dans le secteur de l'ingénierie industrielle dominent le volume global de recherche d'informations sur les applications de formage électromagnétique et la modélisation des processus. L'intérêt du monde universitaire est également présent grâce aux recherches en cours sur les principes fondamentaux de l'usinage électromagnétique des métaux. Sur le plan géographique, les économies développées d'Europe et d'Asie sont en tête en termes de fréquence relative des recherches, sans doute sous l'impulsion des progrès technologiques réalisés dans les secteurs concurrentiels de l'automobile et de la construction navale. fabrication aérospatiale des industries exigeant des nouveautés fabrication solutions.
À l'avenir, l'intérêt pour le formage électromagnétique pourrait encore croître avec l'expansion de la fabrication additive et l'apparition de techniques hybrides combinant l'impression 3D et le formage sans contact. Avec la poursuite de la compréhension scientifique de la mécanique de la déformation électromagnétique couplée à la modélisation par éléments finis, les possibilités de réaliser des géométries de pièces autrefois impossibles grâce au traitement électromagnétique ne feront que s'accroître dans les années à venir.
Principes du procédé de formage électromagnétique
Configuration de l'équipement pour les CEM
Un système EMF typique se compose de plusieurs éléments clés : une unité de stockage et de contrôle de l'énergie contenant des condensateurs à haute tension, un interrupteur de décharge, des composants électroniques de contrôle et un convertisseur de bobine électromagnétique. En outre, un poste de travail est utilisé pour insérer la pièce dans la bobine. La configuration et le réglage de ces éléments sont essentiels pour obtenir une mise en forme efficace et convaincante.
L'unité de stockage d'énergie est responsable de la collecte de l'énergie électrique, qui est ensuite libérée par la boucle. La configuration de la boucle peut changer en fonction de l'application particulière, ce qui a un impact sur les qualités du champ d'attraction et la déformation ultérieure de la pièce.
. Un contrôle précis du moment et de la durée du déchargement est essentiel pour optimiser le processus de formage.
Mécanisme de déformation de la pièce
Au cours de la phase de libération, les flux à forte courbure actionnent des flux tourbillonnaires dans la pièce adjacente au moyen d'un enrôlement électromagnétique. Ces flux déclenchés créent des champs d'attraction restrictifs qui appliquent des forces de Lorentz sur la pièce. Lorsque l'ampleur de ces forces dépasse la limite d'élasticité du matériau, une déformation rapide se produit. Les vitesses résultantes peuvent atteindre des centaines de mètres par seconde, ce qui permet un formage à grande vitesse qui n'est pas réalisable par les méthodes conventionnelles.
La majeure partie de la déformation se produit après l'impulsion initiale, car l'énergie cinétique communiquée à la pièce entraîne sa plasticité. Ce processus à grande vitesse minimise le temps disponible pour la dissipation de la chaleur, ce qui entraîne des augmentations de température significatives dans le matériau, qui doivent être prises en compte dans la conception des paramètres de formage.
Facteurs déterminant la faisabilité du processus
La faisabilité de la CEM est influencée par plusieurs facteurs, notamment la conductivité électrique du matériau de la pièce. Par exemple, des matériaux comme l'acier peuvent nécessiter un conducteur pour améliorer leur aptitude à la CEM. L'efficacité du cycle est également influencée par la distance entre la boucle et la pièce à usiner ; il est essentiel de limiter le trou d'air pour augmenter le transfert d'énergie de la boucle à la pièce à usiner.
Il est essentiel de noter que seule une petite partie de l'énergie stockée dans les condensateurs est transformée en défiguration plastique. Une grande partie de l'énergie est diffusée sous forme d'intensité à l'intérieur de la pièce, ce qui nécessite une harmonie prudente entre l'information sur l'énergie et le rendement de la déformation.
Comportement des matériaux dans les CEM
Taux de déformation et vitesses dans les CEM
L'un des principaux attributs du CEM est le taux de déformation incroyablement élevé qu'il produit, qui peut aller de 10310^3103 à 104 s-110^4 104s-1. Les vitesses résultantes de la pièce peuvent atteindre plusieurs mètres par seconde, ce qui permet aux matériaux d'entrer dans un système hyperplastique où leur formabilité est essentiellement améliorée par rapport aux cycles de façonnage semi statiques. Dans ce régime, la probabilité d'une défaillance due à un collet ou à une fissure est fortement réduite, ce qui permet de façonner des matériaux qui seraient typiquement difficiles à façonner avec des méthodes traditionnelles.
Augmentation de la température due au chauffage adiabatique
L'idée rapide de la CEM provoque également un réchauffement adiabatique important à l'intérieur de la pièce. Lorsque la défiguration du plastique se produit, une partie importante du travail effectué sur le matériau est entièrement transformée en chaleur. Les modèles analytiques de l'augmentation de la température prennent en compte le comportement d'écoulement des matériaux en fonction de la déformation, ce qui permet aux ingénieurs de concevoir des processus qui optimisent les performances des matériaux pendant le formage.
Modélisation constitutive des matériaux
Pour prédire avec précision le comportement des matériaux sous CEM, il est nécessaire de disposer de nombreuses données expérimentales afin d'établir des courbes d'écoulement pour une gamme de taux de déformation et de températures. Des modèles tels que le modèle Johnson-Cook sont fréquemment utilisés pour saisir la dépendance de la limite d'élasticité par rapport à la déformation, à la vitesse de déformation et à la température. Ces modèles constitutifs peuvent être intégrés dans des simulations par éléments finis (FE) pour simuler les états de contrainte et de déformation locaux, ce qui permet de mieux comprendre le comportement du matériau dans des conditions de formage à grande vitesse.
Microstructure du matériau après CEM
L'analyse post-déformation des matériaux formés par CEM révèle des changements significatifs dans la microstructure. Les examens métallographiques des échantillons comprimés dynamiquement montrent une augmentation de la densité des dislocations, accompagnée de la formation de bandes de cisaillement adiabatiques aux points de rupture. Ces changements microstructuraux diffèrent nettement de ceux observés dans les processus quasi-statiques, ce qui souligne la nécessité d'adopter des approches adaptées à la caractérisation et à l'analyse des matériaux lors de l'utilisation du CEM.
Outils pour les CEM
Conception de bobines électromagnétiques
Le plan de la boucle électromagnétique est fondamental pour la progression de la force électromagnétique. Différents calculs de boucle sont utilisés en fonction de l'application particulière : les boucles hélicoïdales sont normalement utilisées pour emballer des pièces arrondies, tandis que les boucles à niveau ou à enroulement sont utilisées pour le façonnage de la tôle. La conception optimale d'une bobine doit concilier l'uniformité du champ magnétique et la minimisation des entrefers afin d'améliorer l'efficacité de la pression. En outre, l'intégration de concentrateurs de flux peut amplifier les champs magnétiques sans nécessiter une augmentation de l'énergie stockée, ce qui améliore l'efficacité globale du processus de formage.
Simulation et modélisation des processus
L'examen des composants limités (FEA) joue un rôle impératif dans la planification et la rationalisation des processus EMF. En couplant les investigations électromagnétiques, chaudes et sous-jacentes, FEA peut afficher avec précision les écoulements en boucle, les écoulements tourbillonnaires incités, les tensions électromagnétiques, l'augmentation de la température et les états de contrainte et de déformation à l'intérieur de la pièce à usiner. Les études paramétriques menées grâce à la simulation permettent aux ingénieurs d'explorer divers paramètres de la bobine et de la pièce à usiner, ce qui permet d'optimiser le processus de formage et d'améliorer les performances des matériaux.
Matrices de formage pour EMF
La mise au point de matrices de formage spécialement conçues pour les applications CEM est un autre aspect essentiel de la technologie. Les matrices de formage partiel sont utilisées pour concentrer les forces électromagnétiques sur des régions ciblées de la pièce, tandis que les géométries complexes peuvent nécessiter un formage en plusieurs étapes à l'aide de plusieurs bobines ou matrices. Les matériaux des outils doivent être sélectionnés avec soin pour résister aux charges extrêmes associées aux CEM, tout en permettant une réparation et un remplacement économiques en cas de besoin.
Maintien et actionnement
Le positionnement efficace des pièces à l'intérieur des bobines est essentiel à la réussite des opérations de CEM. Les postes de travail utilisent des dispositifs spécialisés et des systèmes de navette robotisés pour garantir un alignement précis pendant le processus de formage. En outre, des actionneurs sont utilisés pour intégrer la CEM dans les systèmes de production automatisés, en synchronisant les impulsions magnétiques avec les cycles d'alimentation des pièces. Cette capacité permet des taux de production élevés, avec des opérations se produisant à des centaines de pièces par minute.
Applications des CEM
Formage de tubes par EMF
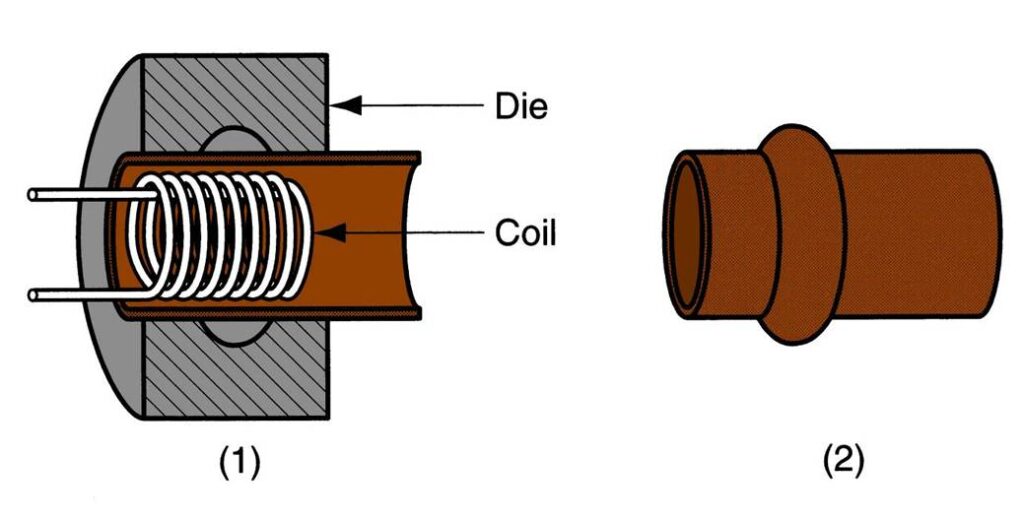
Le procédé EMF est particulièrement bien adapté au formage de composants tubulaires axisymétriques. Le procédé peut être utilisé pour les assemblages par compression, où les tubes sont formés autour de mandrins solides, ou pour les applications d'expansion, où les tubes sont insérés dans des moules avec un contact intime. Les paramètres critiques du procédé, tels que la fréquence, la distance d'écartement et la géométrie de la bobine, peuvent être ajustés pour adapter les propriétés mécaniques des joints produits.
Formage de tôles avec EMF
Dans le contexte du formage des tôles, les CEM peuvent surmonter certaines des limitations associées aux bobines à pression uniforme généralement utilisées dans les processus de formage traditionnels. Le formage séquentiel ou incrémental par CEM permet le façonnage progressif de grandes tôles plates, ce qui permet la production de pièces complexes sans dépasser la tension ou l'intensité nominale du système.
Techniques hybrides d'usinage des métaux
L'intégration du CEM à d'autres procédés de formage peut améliorer considérablement l'efficacité globale et les performances des matériaux. Par exemple, la FEM peut être combinée avec l'hydroformage, l'extrusion et le profilage pour exploiter le comportement anisotrope des matériaux. En séquençant stratégiquement ces méthodes, les fabricants peuvent repousser les limites du formage et réaliser des géométries complexes tout en capitalisant sur les points forts de chaque technique.
Autres applications des CEM
Au-delà des applications traditionnelles de formage, le CEM a démontré sa polyvalence en permettant d'autres processus de fabrication, tels que le soudage par impulsion électromagnétique, qui utilise un impact magnétohydrodynamique contrôlé pour assembler des matériaux. En outre, le CEM trouve son utilité dans le formage incrémentiel de tôles, le redressement par impulsion magnétique et le découpage hyperplastique de matériaux conducteurs. La capacité à gérer économiquement la variabilité de la géométrie et des matériaux fait de la FEM une option attrayante pour les environnements de production en série.
Conclusion
Le formage magnétique pulsé par CEM représente une avancée significative dans les techniques de fabrication à grande vitesse sans contact. Les avantages de cette méthode, notamment l'amélioration de la formabilité des matériaux, la réduction du risque de défauts et la préservation des revêtements de surface, en font un outil précieux pour le travail moderne des métaux. Les progrès technologiques continus ouvrent la voie à la mise en œuvre à l'échelle industrielle de la CEM dans un large éventail d'applications d'assemblage, de façonnage et de fabrication.
La recherche et le développement continus, associés à une modélisation sophistiquée des processus, sont essentiels pour repousser les limites du formage électromagnétique des métaux. Alors que les industries continuent de rechercher des techniques de fabrication efficaces, précises et polyvalentes, la technologie EMF est prête à jouer un rôle essentiel dans l'avenir de la fabrication de pointe.
FAQ
Q:Qu'est-ce que le formage électromagnétique ?
R : Le formage électromagnétique est une technique de fabrication de métaux à grande vitesse qui utilise des champs magnétiques pulsés pour déformer des pièces conductrices sans contact mécanique. De puissants courants de Foucault induits dans la pièce interagissent avec les champs magnétiques pour exercer des forces de Lorenz qui peuvent façonner le métal de manière permanente.
Q : Quels sont les matériaux qui peuvent être formés à l'aide de la CEM ?
R : Le formage électromagnétique convient mieux aux matériaux hautement conducteurs tels que le cuivre, l'aluminium et les alliages d'acier à faible teneur en carbone. Toutefois, les matériaux non conducteurs peuvent être formés s'ils sont maintenus dans un support conducteur relié au substrat métallique. La résistivité de la pièce influe sur la profondeur de pénétration des pressions magnétiques.
Q : Comment les champs magnétiques pulsés sont-ils générés ?
R : De grandes batteries de condensateurs sont rapidement déchargées par une bobine électromagnétique placée près de la pièce à usiner. Cela crée un champ magnétique intense mais de courte durée, capable d'accélérer la déformation plastique à des taux de déformation extrêmement élevés. Seule une petite fraction de l'énergie stockée est utilisée pour le formage proprement dit, le reste se dissipant sous forme de chaleur.
Q : Quel est le mécanisme de déformation ?
R : Les forces de Lorenz induites en l'espace de quelques millisecondes accélèrent les pièces à usiner à des vitesses supérieures à 100 m/s. Un travail plastique supplémentaire se produit lorsque cette énergie cinétique est transmise à la microstructure du matériau après l'impulsion. Un travail plastique supplémentaire se produit lorsque cette énergie cinétique est transmise à la microstructure du matériau après l'impulsion. Les taux de déformation atteignent des milliers par seconde par rapport au formage quasi-statique.
Q : Comment les propriétés des matériaux influencent-elles le formage ?
A : Les matériaux s'écrouissent et se ramollissent thermiquement sous l'effet d'un chauffage adiabatique induit par des durées aussi brèves. Les modèles constitutifs tenant compte de la sensibilité à la vitesse de déformation et à la température permettent de mieux prédire les résultats du formage à partir d'impulsions électromagnétiques.