Aller au contenu
Aller au contenu Ce guide traite de la technologie de l'usinage assisté par laser et de la manière dont l'incorporation de lasers dans l'usinage traditionnel améliore les capacités. Il couvre les principes de l'interaction entre les lasers et les matériaux et la manière dont les paramètres du processus sont optimisés. Les applications réelles dans les différentes industries et les perspectives d'avenir de la fabrication laser de précision sont également examinées.
Fabrication de métaux assistée par laser : Découpe de précision et traitement de surface

Les procédés d'usinage hybride basés sur le laser ont révolutionné la fabrication de précision au cours des dernières décennies. En incorporant une source laser de haute puissance à des outils soustractifs conventionnels, ces technologies ouvrent de nouvelles possibilités pour le traitement des matériaux, bien au-delà des limites des méthodes traditionnelles.
Les interactions entre le laser et la matière étant régies par les propriétés et les paramètres du laser, ces procédés génèrent des effets thermiques, physiques et chimiques qui permettent d'enlever, de modifier et de structurer les matériaux de manière efficace. Un contrôle minutieux des paramètres du laser en fonction des caractéristiques du matériau de travail permet d'optimiser les résultats du processus.
Cette flexibilité permet à l'usinage assisté par laser de s'attaquer à des métaux, des alliages, des céramiques et des composites autrement problématiques et considérés comme difficiles à découper par des moyens uniquement mécaniques. Au-delà de la découpe et du perçage de base, ces systèmes hybrides permettent des fonctions innovantes allant des surfaces durcies aux topographies à micro-motifs.
Dans tous les secteurs, l'hybridation laser améliore considérablement l'efficacité, la qualité et la précision des processus pour les produits de haute précision. Bien que de nombreux travaux soient encore en cours concernant l'amélioration de la technologie, la commodité de l'application de fabrication a déjà été largement acceptée dans la plupart des industries, avec une préférence pour la construction automobile, aérospatiale et industries médicales. Cet article a pour objectif de présenter une introduction générale au domaine relativement nouveau de l'usinage assisté par laser. Il résume les principes clés, passe en revue les études d'optimisation des processus et met en évidence les applications utilisant cette technologie en plein essor. Les perspectives d'avenir de la fabrication laser de précision sont également examinées.
Paramètres du processus laser
Les paramètres clés du laser qui influencent le processus d'usinage laser sont la puissance du laser, la longueur d'onde, la fréquence des impulsions, etc. La puissance du laser détermine la quantité d'énergie délivrée à la pièce à usiner. Une puissance plus élevée permet un enlèvement de matière plus rapide, mais peut provoquer des zones thermiquement affectées. La longueur d'onde a également un impact sur la usinage - Les longueurs d'onde plus courtes sont mieux absorbées en surface, tandis que les longueurs d'onde plus grandes pénètrent plus profondément.
La fréquence des impulsions est importante pour les lasers pulsés. Les fréquences élevées permettent des puissances de pointe plus importantes pour un enlèvement plus rapide, mais les fréquences plus basses permettent de minimiser la zone affectée par la chaleur. Il est nécessaire d'optimiser ces paramètres en fonction du matériau et du résultat souhaité.
Considérations matérielles
Les propriétés des matériaux, telles que la conductivité thermique, la dureté, l'aptitude à l'écrouissage, etc. ont également un impact significatif sur l'usinage au laser. Les matériaux à conductivité thermique élevée permettent à la chaleur de se dissiper plus rapidement, ce qui réduit les contraintes thermiques. Mais ils sont aussi plus difficiles à usiner. Les matériaux plus durs ont besoin d'une densité d'énergie plus élevée pour être enlevés.
Les matériaux qui se durcissent fortement, comme l'acier, font durcir la surface à mesure qu'elle chauffe, ce qui exige des densités d'énergie encore plus élevées. La compréhension de ces interactions entre les paramètres du laser et les caractéristiques du matériau permet de personnaliser le processus afin d'obtenir des résultats optimaux pour chaque application. Les paramètres du processus doivent être adaptés en fonction du matériau de la pièce à usiner pour un usinage efficace avec une bonne finition de surface et une bonne précision dimensionnelle.
Avantages de l'usinage assisté par laser
L'usinage assisté par laser offre plusieurs avantages par rapport aux procédés d'usinage conventionnels non assistés par laser. Parmi les principaux avantages, citons la réduction des efforts de coupe, la diminution de la rugosité de la surface, la réduction de l'usure de l'outil et la modification de la microstructure et des propriétés du matériau.
Le traitement thermique localisé provoqué par le laser réduit considérablement les forces de coupe sur l'outil en ramollissant et en affaiblissant le matériau de travail en amont de l'outil. Cela réduit la charge mécanique et thermique sur l'outil. Le matériau ramolli permet également d'obtenir une meilleure finition de surface avec une rugosité de surface réduite par rapport à l'usinage conventionnel.
Des charges et des températures d'outil plus faibles réduisent l'usure de l'outil et prolongent sa durée de vie. Les expériences montrent une augmentation significative de la durée de vie de l'outil, jusqu'à 10 fois par rapport aux procédés non laser. Le cycle thermique laser modifie également la microstructure et la dureté des matériaux à un niveau très localisé. Cela permet des applications telles que le durcissement des surfaces.
Globalement, l'incorporation du laser améliore la productivité en permettant des taux d'enlèvement de matière plus élevés ainsi qu'une meilleure qualité de surface. Combiné à des coûts d'outillage réduits en raison d'une moindre usure, l'usinage assisté par laser permet d'améliorer l'économie des pièces par rapport aux méthodes traditionnelles, en particulier pour les matériaux difficiles à découper.
Recherche sur l'usinage au laser de matériaux spécifiques
Alliages de nickel
Les alliages de nickel sont largement utilisés dans les industries aérospatiale et médicale en raison de leur grande solidité et de leur résistance à la corrosion. Cependant, leur microstructure dense les rend difficiles à usiner. Des études montrent que les lasers Nd:YAG à des puissances comprises entre 150 et 300 W et des vitesses d'avance de 2 à 4 mm/min optimisent la qualité de la coupe dans l'Inconel 718. Le tournage assisté par laser réduit les forces de poussée de 40%, la température de coupe de 30°C et permet d'obtenir une rugosité de surface de 0,4μm par rapport au tournage conventionnel.
Alliages de titane
Les alliages de titane tels que le Ti6Al4V sont couramment utilisés dans les turbines d'avion en raison de leur grande solidité et de leur résistance à la corrosion. Mais leur réactivité chimique pose des problèmes d'usinage. Des études optimisent le fraisage du Ti6Al4V avec un laser à fibre de 1070 nm à une puissance de 3 kW et une avance de 500 mm/min. Cela permet de réduire de moitié les efforts de coupe et l'énergie spécifique de coupe tout en obtenant une rugosité de surface de 0,8μm par rapport à 2,5μm sans assistance laser.
Céramique
Le nitrure de silicium et les céramiques d'alumine trouvent des applications qui nécessitent une dureté et une résistance élevées. Toutefois, leur fragilité les rend susceptibles de se fissurer dans les procédés non laser. Les lasers permettent des processus similaires à la micro-EDM à des énergies plus faibles pour usiner les céramiques sans fissures. L'optimisation du fraisage laser Nd:YAG du nitrure de silicium, avec une puissance de 200 W et une avance de 50 mm/min, a permis de produire des surfaces d'une rugosité de 0,2μm sans fissures.
Matériaux composites
Selon l'EPRI, les composites polymères renforcés de fibres de carbone et de verre continuent d'être largement utilisés car ils présentent des rapports rigidité/résistance/poids élevés. Le laser n'enlève que la matrice polymère et, grâce à leur grande résistance, les fibres complètes offrent une finition nette des bords. Des études montrent que le CO2 découpe au laser de composites à base de fibres de carbone à une puissance de 3kW et une vitesse d'avance de 300mm/min produit des surfaces de coupe avec une rugosité <1μm sans délamination.
En résumé, l'optimisation des paramètres du laser en fonction des propriétés des matériaux permet un usinage efficace et sans dommages d'alliages, de céramiques et de composites autrement difficiles à découper. Cela améliore la productivité et répond aux exigences strictes des applications aérospatiales et médicales. D'autres recherches pourraient permettre d'étendre les capacités d'usinage laser à d'autres matériaux.
Techniques de coupe avancées dans l'usinage assisté par laser

Tournage et fraisage assistés par laser
Voici quelques-uns des procédés d'enlèvement des métaux les plus fréquemment utilisés ; tournant et le fraisage. Dans le tournage, un outil de coupe tourne pendant que la pièce tourne et, par une opération de coupe, les deux surfaces cylindriques sont produites. Dans le cas du fraisage, une fraise dotée d'un grand nombre de dents tourne pour découper la matière lorsqu'elle est amenée sur la face de la pièce à usiner.
L'intégration de lasers dans ces opérations permet d'usiner des matériaux difficiles. En tournage, un laser focalisé préchauffe le matériau en amont de l'outil, ce qui réduit les forces de coupe et la température. Cela réduit les contraintes de l'outil et prolonge sa durée de vie lors de l'usinage d'alliages. En fraisage, un laser à balayage ramollit sélectivement le matériau à enlever ensuite, ce qui améliore la qualité de la surface et permet des taux d'enlèvement de matière plus élevés.
Des études ont démontré 40-60% l'augmentation de la durée de vie des outils et la réduction des forces lorsque les lasers sont utilisés dans le tournage du titane et des superalliages de nickel. Le fraisage de l'Inconel 718 à l'aide de lasers à fibre d'Ytterbium a montré des taux d'enlèvement de matière trois fois plus élevés que les méthodes conventionnelles.
Effet des lasers pulsés sur la coupe
Les lasers pulsés, par opposition aux lasers à ondes continues, permettent un meilleur contrôle du traitement thermique pendant la découpe. Les puissances de crête élevées des lasers pulsés permettent un chauffage localisé rapide, tandis que le délai entre les impulsions aide à dissiper la chaleur entre les expositions.
La recherche montre que l'optimisation de la durée de l'impulsion laser et du taux de répétition permet de maintenir la température de la zone de coupe en dessous des niveaux critiques afin d'éviter d'endommager l'outil. Des impulsions plus courtes avec des délais inter-impulsions plus importants génèrent des zones affectées par la chaleur minimales. Les lasers CO2 pulsés réduisent l'oxydation de surface dans le fraisage du titane par rapport aux lasers continus.
Les lasers à fibre pulsés maximisent le taux d'enlèvement de matière dans le tournage de l'acier dur grâce à leur capacité à préchauffer et à découper avec des points individuels à l'échelle du micron. Ce chauffage localisé permet aux lasers pulsés de minimiser les impacts thermiques sur les outils et les surfaces par rapport aux lasers continus.
Texturation de surface par traitement laser
Durcissement de surface au laser
La trempe superficielle au laser utilise la haute densité d'énergie des faisceaux laser pour traiter rapidement par la chaleur de fines couches superficielles sans affecter les propriétés internes du matériau de base. Les surfaces externes sont ainsi recouvertes d'une couche dure qui les rend résistantes à l'usure et à la corrosion.
La recherche montre que le durcissement au laser, en utilisant des paramètres laser appropriés, augmente de manière significative la dureté, l'usure et la résistance à la corrosion des surfaces traitées. Par exemple, le traitement au laser Nd:YAG de l'acier AISI 4340 à une puissance de 1,5 kW crée une couche durcie de 0,5 mm avec une augmentation de la dureté de 50 à 60% par rapport au matériau de base.
De même, la trempe au laser des alliages de titane améliore la dureté de la surface de 30 à 40% et triple la résistance à l'usure. Les vitesses de chauffage et de refroidissement rapides du traitement laser, supérieures à 105 K/s, favorisent les phases de non-équilibre responsables de la trempe. Les cycles plus rapides minimisent également les zones affectées par la chaleur.
La trempe au laser est très efficace sur les engrenages, les matrices et autres composants soumis au frottement et à l'usure. Ce procédé améliore la durée de vie et réduit les besoins de maintenance des pièces industrielles. Il constitue une alternative écologique et polyvalente aux autres techniques de durcissement des surfaces.
Création d'un motif de surface par laser
La texturation précise des surfaces à l'aide de lasers permet une série d'applications qui nécessitent des propriétés de surface améliorées ou personnalisées. Les micro/nanostructures générées par laser modifient les attributs de mouillage, d'adhérence, tribologiques et optiques.
Des études montrent que la structuration par laser femtoseconde de la surface des métaux avec des géométries submicroniques améliore la résistance à la corrosion en perturbant la diffusion des agents oxydants. Auto-nettoyage superhydrophobe sont créées sur des métaux comme le titane par la formation au laser de structures hiérarchiques imitant les feuilles de lotus. Ces surfaces présentent des angles de contact avec l'eau >160° et des angles de glissement <10°.
Les nanogratins antireflets et anti-salissures sur le verre utilisent la lithographie par interférence laser pour des réseaux de crêtes inférieures à la longueur d'onde. Les implants biomédicaux présentent une meilleure ostéointégration grâce à des topographies microscopiques au laser similaires à l'architecture osseuse trabéculaire.
Les lasers peuvent rapidement produire des motifs lisses et uniformes sur de grandes surfaces avec des tailles de caractéristiques contrôlées. Le nanopatterning 3D permet d'obtenir des propriétés de surface différentes et une multifonctionnalité. Le procédé laser sans contact évite les problèmes de contamination.
Dans l'ensemble, l'ingénierie de surface par laser ouvre de nouvelles perspectives pour la conception de surfaces intelligentes dans des secteurs tels que l'automobile, les produits de consommation et les implants biomédicaux, grâce à l'ajustement microstructure-propriété.
Conclusion
L'usinage assisté par laser s'est imposé comme une technologie de fabrication très efficace offrant des avantages significatifs par rapport aux méthodes conventionnelles. Les effets de chauffage de précision des lasers permettent d'améliorer les capacités d'usinage pour une large gamme de matériaux auparavant considérés comme difficiles à découper.
L'optimisation des paramètres du laser et des paramètres de coupe en fonction des propriétés du matériau à usiner permet d'améliorer au maximum la productivité du processus, la qualité des pièces et la durée de vie de l'outil. Les lasers pulsés, en particulier, permettent un excellent contrôle des effets thermiques afin de minimiser l'endommagement de la pièce et l'usure de l'outil.
Au-delà des opérations de découpe de base, l'intégration des lasers ouvre de nouvelles possibilités telles que les traitements de dureté et les textures de surface personnalisées. Cela permet d'étendre les applications aux composants fonctionnalisés dans de nombreuses industries. Alors que des recherches approfondies se poursuivent, les applications industrielles des technologies laser ont déjà démontré leurs avantages techniques et économiques, en particulier pour les applications exigeantes de grande valeur.
Grâce à de nouvelles avancées, l'usinage laser est en passe d'augmenter, voire de remplacer, les procédés soustractifs traditionnels. Sa flexibilité et sa nature sans contact continueront à développer des voies de fabrication avancées. Dans l'ensemble, les procédés hybrides basés sur le laser présentent un énorme potentiel pour l'avenir en ce qui concerne la fabrication efficace de pièces fonctionnelles de haute précision et de surfaces techniques.
FAQ
Q. Comment fonctionne une machine laser ?
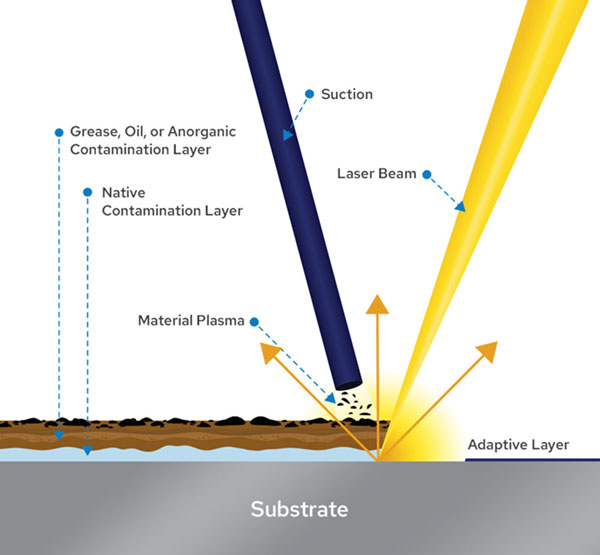
A. Un laser de haute puissance est dirigé vers la pièce métallique, utilisant ainsi l'énergie laser pour faire fondre, évaporer ou enlever le matériau. En dessous, il est possible de sculpter différentes formes grâce à des systèmes de positionnement précis :
Q. Quelles sont les technologies laser utilisées pour l'usinage ?
A. Les générateurs laser disponibles comprennent les lasers à colorant, les lasers à excimère, les lasers YAG et les lasers à fibre, fonctionnant dans les régions de l'infrarouge et de l'ultraviolet. Les lasers à fibre de plusieurs kilowatts sont portables et très performants.
Q. Quels types de matériaux peuvent être usinés au laser ?
A. Il est possible d'usiner tous les matériaux, qu'il s'agisse de métaux ou de non-métaux, d'acier, de plastique, de bois, de céramique ou de matériaux composites en graphite.
Q. Quels sont les avantages de l'usinage au laser ?
A. Il permet un usinage sans contact et non thermique, ainsi qu'une précision et une exactitude élevées. Les autres avantages sont la réduction des vibrations de la machine, l'absence d'usure de l'outil et la possibilité d'usiner des pièces complexes en 3D sans fixation des pièces.