 跳至内容
跳至内容 探索 2015 至 2024 年金属折纸在航空航天工程中的变革性作用。探索先进的金属折纸技术如何增强可部署结构、简化制造流程并创新航空航天应用的部件设计。
金属折纸:现代制造中的精密折叠
本文件内容涉及航空航天工程中金属折纸及其应用的各个方面。文件从导言开始,概述了现代制造中的折纸及其在航空航天中的意义。
接下来,它深入探讨了金属折叠技术,包括滚压成型、冲压、激光切割和成型以及自动折弯。重点介绍了这些技术的工艺、优势和局限性。
复杂组件部分讨论了多材料组件和机电一体化。该部分强调了它们的优点和应用,尤其是在航空航天工程中的应用。
随后,文件介绍了精密工程,重点是精密半径弯曲和多轴弯曲技术。这些技术对于现代航空航天制造中复杂而精确的设计至关重要。
在航空航天应用部分,课文探讨了利用折纸原理的可部署空间结构和创新航空航天组件。这些进步凸显了折纸在航空航天工业中的变革作用。
最后,结论部分总结了折纸对航空航天工程的影响。它提出了未来的研发方向,强调了该领域持续创新的潜力。
了解有关高级折叠技术的更多信息,请访问 科学导向.
折纸是一种古老的折纸工艺,它通过基于折纸的计划在工程领域找到了新的应用。通过利用水平材料折叠成复杂三维形状的能力,折纸技术可以制造出先进的结构和部件。本报告概述了从 2015 年到 2020 年将折纸标准应用于航空航天工程应用的最新进展。内容涉及空间结构、航空航天组件和基本折纸机制。折纸在可部署结构、最小化运输和飞机部件的集成组装方面展现出令人难以置信的潜力。该调查旨在介绍折纸如何拓展航空航天领域的计划前景。
航空航天工程中的金属折纸技术
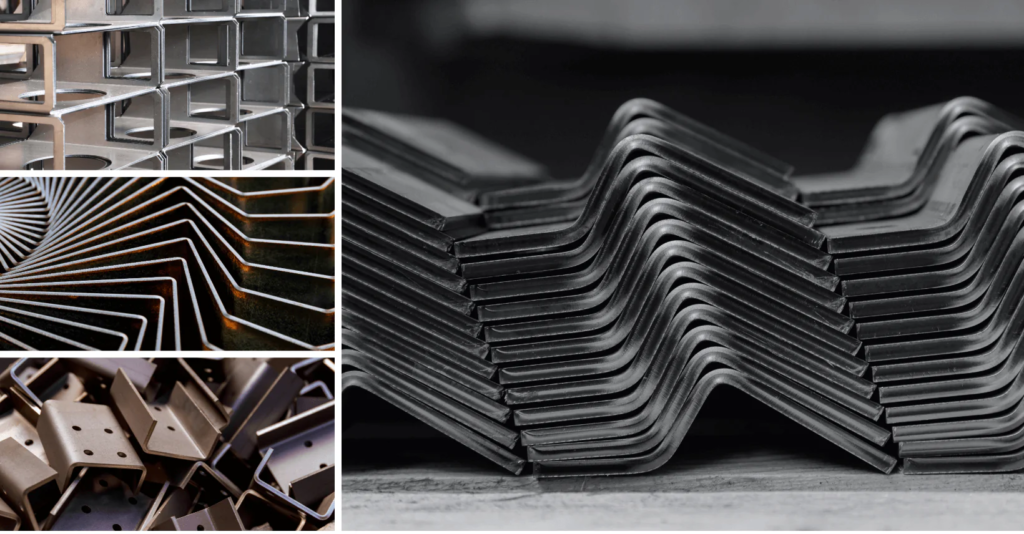
滚压成型
辊子成形在航空航天工程中的金属折纸中发挥着关键作用,它可以生产出长而直接的金属板材部件,如护墙板、材料和汽车主要部件。它的工作原理是通过装有凹槽或销钉的辊子组将环状金属板动态扭转成理想的横截面形状。辊式成形是一种高度自动化的高速工艺,可大规模制造复杂的截面。与冲压等其他金属板材成形技术相比,滚压成形所需的特定模具较少,而且在同一零件的大批量生产中模具成本较低。但是,滚压成形受到生产具有一致横截面和长度的零件的限制。
了解数控加工如何提高辊子成型效果 MXM 加工.
冲压
冲压是另一种常见的金属板材成型工业流程,通过模具将板材压制成特定形状。它使用成型模具和冲头成批生产净形零件。虽然与滚压成形相比,冲压可以制造出更复杂的三维形状,但冲压需要复杂而昂贵的模具,而且是形状专用模具。为创造新的零件设计所需的模具更换大大增加了成本。冲压适合大批量生产,但与激光切割和雕刻相比,对于原型和小批量定制零件的灵活性较低。
激光切割和成型
激光切割使用高度集中的激光束来切割金属板材料。激光束的功率和移动均由计算机控制,可精确切割复杂的图案和形状,并将对周围材料的热影响降至最低。与冲压和轧制不同,激光切割是一种非接触式工艺,适合快速制作复杂的几何形状,而无需在设计之间更换工具。不过,较薄的材料厚度会受到激光吸收能力的限制。可能还需要进行后处理,以去除切割边缘的毛刺或渣滓。
了解激光切割的精密加工 MXM 加工.
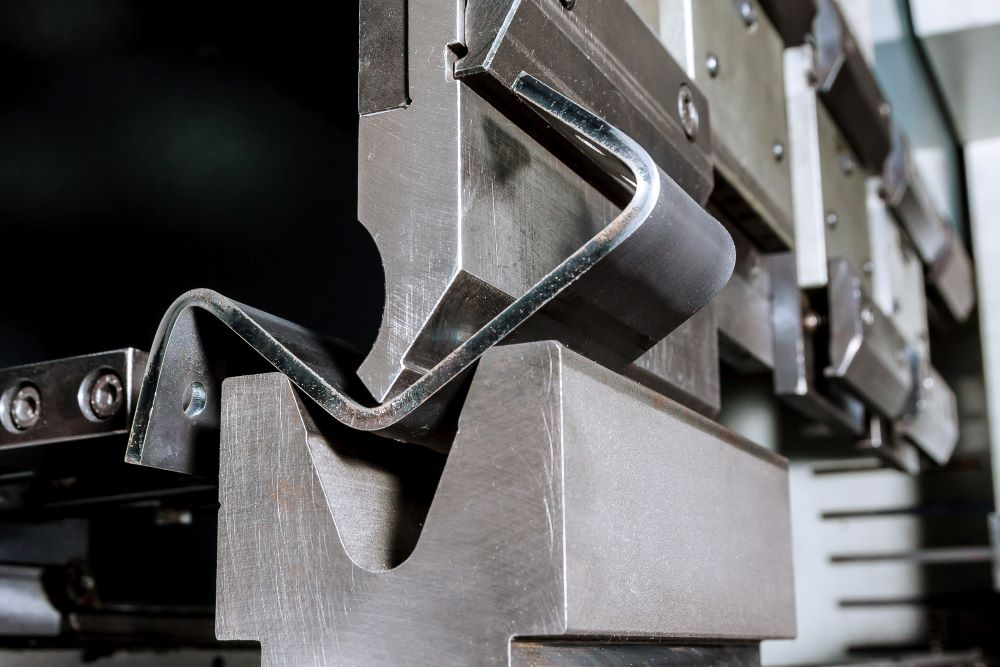
自动弯曲
弯曲机制
金属板自动弯曲有几种常见的机制。在气动折弯中,板材沿着一条边缘被夹住,并被另一侧的夹具拉过成形边缘,将板材折弯成与边缘计算相对应的跨度。该工艺可使用单点接触成形边缘或辊子成形以形成连续曲线。
在拉伸弯曲中,板材的两个边缘被夹住并水平拉动,通过拉伸而不是压缩使材料发生塑性变形,就像空气弯曲一样。还可以使用各种压力机,在压力作用下,板材通过与工具或模具接触而成型。压力制动器使用一个下模和一个移动的上冲来使金属板起皱。
自动折弯系统
自动折弯系统将折弯过程机械化,使板材定位和折弯参数控制更加精确。这些系统还可无缝集成到柔性制造系统中。
数控(NC)压力折弯机可利用伺服电机和直线光栅对折弯顺序进行编程,并对板材进行高重复性定位。还可集成机器视觉,进行在线弯曲参数分析。
现代机器人通过使用协调抓手拉住板材边缘来执行气动折弯,或者在冲程折弯过程中使用平行机械连杆来固定扁平材料。机械自动化可实现可变零件程序、与焊接和装配线集成以及熄灯生产。
连续折弯等先进系统利用旋转牵引机构进行连续板材进料和折弯,提高了生产量。力传感器可提供实时负载数据,用于过程监控和维护。
一般来说,与人工折弯相比,自动化系统可以提高折弯质量,实现混合模型生产,并减少劳动力需求。
了解有关自动化加工工艺的更多信息,请访问 MXM 加工.
复杂组件
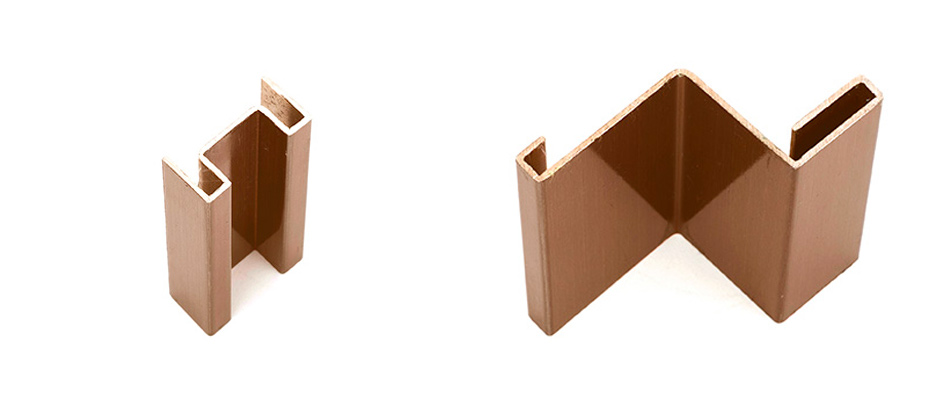
多种材料组件
将不同材料的金属板材组合在一起,可以制造出具有多功能能力的更复杂的组件。通过多种材料的连接,可以制造出具有定制特性和功能的复合材料,从而满足各种应用的需要。在飞机上,金属-聚合物-金属夹层可在减轻重量的同时提供坚固性,从而提高燃料储备和执行能力。多材料三维打印技术在复杂的微系统中也取得了长足的进步,在这种系统中,在固体结构中插入具有定制机械和光学特性的各种材料是非常诱人的。胶水可以粘合独特的材料并增强混合效果。焊接和紧固同样可以将各种金属制成的小亮点嵌入附近的金属板中。
请访问 美国国家生物信息局.
机电一体化
通过材料混合、机电一体化(包括塌陷金属板内的发动机、致动器和传感器),实现了具有探测、激励和洞察力的多功能小工具。嵌入连接处的旋转或直线致动器可实现机械技术、多功能光学和可重新配置小工具的折叠/展开运动。微流体调和技术可提供物质检测、诊断和治疗等能力。在折叠过程中安装的多层柔性电路可增强硬件的适应性。在折叠金属板内执行机电一体化功能,可实现折叠所带来的安全性、紧凑性和集成性,而这在任何情况下都是缩小系统难以实现的。
精密工程
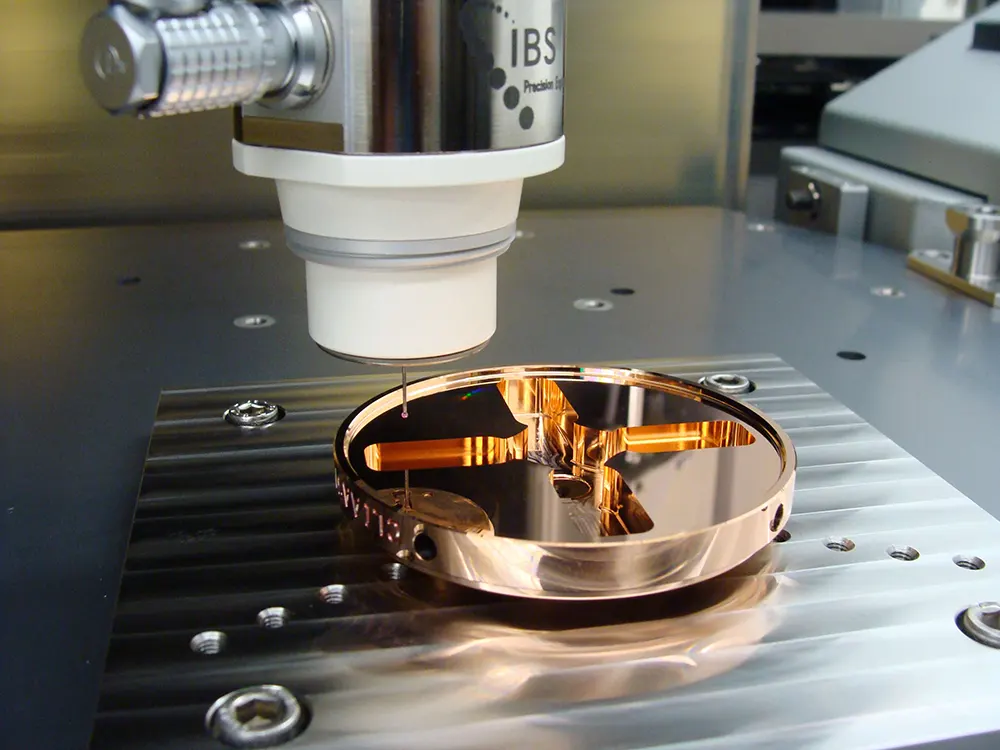
紧密半径弯曲
弯曲金属板材的一项重要测试是进行小半径弯曲,这需要将应变聚集到曲线的一个微小区域。这需要复杂的计算和高功率。自动化系统可以通过在成型设备之间摆动来缓慢成型弯曲,每次延长金属一小步,直到完成最后一个扭曲。对于微小的半径,表面涂层可以减少摩擦力,如颗粒电镀或干膜软膏。新的设备计划,例如,正在研究可适应的弯曲通道,以形成结构紧凑的弯曲。这些设备允许将定制的轮廓平滑地与工件相吻合,而不是集中压力的尖锐亮点。
多轴弯曲
除了包括一个旋转轴在内的直接弯曲外,当今的金属板材部件还需要在多个相反的平面上进行混合弯曲。多轴折弯使单轴技术难以实现的复杂计算得以实现。配备了特殊末端执行器的现代机器人可以夹持金属板边缘,并执行便捷的弯曲排列。多夹具工具同样可以支撑不同的位置,从而实现多次同步折弯。考虑到影响,弯曲顺序变得至关重要。计算技术打破了扭曲的实用性和理想的连续性。一般而言,可根据工件形状进行调整的工具可提高精度,从而消除对更大区域的担忧,而非弯曲。
航空航天应用

空间结构
在太空应用中,可部署结构对限制发射体积和质量具有极大的吸引力。折纸折叠可以通过有效的收纳来制造巨大的可部署结构。许多人已经探索了基于折纸的航天器计划。Miura-ori 设计通过手风琴折叠,减少了太阳系集群的厚度。其他研究还提出了用于发射的折叠式张力结构。折纸和拼图标准为可部署的接收线和雷达计划注入了活力。激光切割和折叠铝片为通信卫星生产了无线电反射器。膜折纸被用于研究利用设计的聚酰亚胺薄膜发送太阳帆。
航空航天组件
折纸标准通过减少运输量来促进与飞行相关的发展。折纸中心通过数学隐蔽性实现了创造性的三明治计划。折纸将平整的金属板变成了航空航天部件,如进气歧管。折纸允许将飞机发动机定子叶片等复杂部件的组装减至最少,从而减少了部件数量。折纸还推动了可改变飞行轮廓的自输送变腔机翼。折纸提供了基于阳光的自提升卫星集群驱动器,击败了传统的枢轴组件。
有关可部署结构的更多信息,请访问 科学导向.
结论
折纸为航空航天工程开辟了新的领域,通过折叠水平板呈现出可部署的多功能结构。已探索的应用表明,折纸通过最小化的收纳和布置,为空间结构提供了动力。在飞机方面,折纸通过分层夹层板和自升式组件,实现了生产性部件计划。未来的工作可以将折纸设计升级为定制应用,利用计算计划中的推进器。生产改进可以与基于折纸的航空航天部件的精密制造相结合。总的来说,折纸从二维到三维再到三维的可变性保证了更灵活、可管理和可大规模生产的航空航天框架计划。
了解先进的航空航天解决方案,请访问 MXM 加工.
常见问题
问:是什么让折纸能够帮助航空航天工程?
答:折纸通过连续折叠将平整的板材变成复杂的三维形状。这种保守性有助于航空航天结构的容量和运输。
问:折纸如何制作可部署的空间结构?
答:翻版的重叠设计,如三浦织风琴式重叠,面积很小,但可以展开到很大的表面。褶皱一旦成圈,就能输送无线电导线和雷达。
问:飞机上有哪些折纸应用?
答:折纸可以折出褶皱的三明治翅膀和有效的零件图。自升式亮点可快速发送。
问:为什么要对航空航天领域的折纸进行审计?
答:对后期折纸应用进行审核,以了解折纸如何从制造到计划的复杂性。了解折纸有利于未来可部署和可重构的航空航天创新。





