 跳至内容
跳至内容 
探索有效战略,以 数控加工 钛合金、陶瓷和高级超级合金等具有挑战性的材料。了解可提高精度和效率的工具、技术和参数调整,克服数控加工材料中常见的加工障碍。
特殊材料的数控加工:数控加工的挑战、解决方案和材料
本文探讨了用于数控加工的材料,尤其是难加工材料,强调了解决这些问题的挑战和重要性。它涵盖了高难度材料的特性,重点是异种合金、热处理和增强材料。接下来将讨论钛的加工、特性、挑战和解决方案,包括 钛合金 等级。接下来将介绍陶瓷的特性、加工问题和解决方案,然后是铬镍铁合金和哈氏合金等高级合金。
然后,文件讨论了硬质材料,如 不锈钢硬质合金刀具和耐磨复合材料,为这些挑战提供了解决方案。结论部分强调了数控加工材料的未来发展方向以及跨学科合作的必要性,随后是常见问题部分,内容涉及难加工基材、刀具寿命、切削液、专用机床以及调整速度和进给。
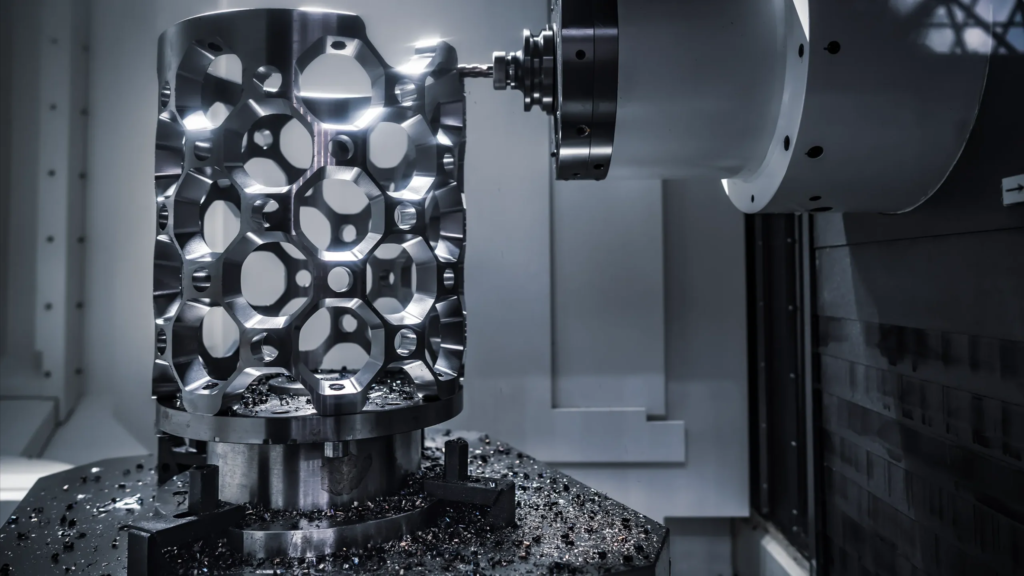
用于数控加工的材料推动了制造业的发展。 精密制造 加工复杂的金属零件。然而,某些具有挑战性的材料仍在不断挑战加工技术的极限。为高要求应用而设计的异种合金具有独特的化学成分,可获得理想的性能,但在制造过程中会遇到困难。同样,通过热处理或加固来提高普通金属等级可带来高强度等优点,但也需要采用非常规的加工方法。在进行 数控操作 在加工难加工材料时,可能会出现一系列问题。它们的化学性质可能会与切削工具产生不良反应或产生过高温度。增强材料会造成磨料磨损,而加工硬化则会引起残余应力。如果不采用技术来抵消这些影响,就无法实现制造精度、表面质量和产量的目标。
追求效率的新兴工业领域推动了人们对数控加工材料的兴趣。例如,可再生能源应用要求部件能够在恶劣环境中承受数十年的腐蚀性化学品和磨损。这推动了特种合金的发展,如用于蒸汽轮机的哈氏合金和用于风力涡轮机轴的铬镍铁合金。这些合金的采用增加了加工的复杂性,而制造商正努力通过创新解决方案来解决这些问题。
航空航天 燃气轮机的叶片由耐磨陶瓷和镍合金制成,要求材料在强度、耐温性和轻质特性之间取得平衡。精密数控加工对生产至关重要。生物医学领域 钛 和镍钛诺被用于植入物和微创手术,提高了生物相容性。随着增材制造技术的发展,喷气发动机、火箭和核应用领域所需的高难度合金现在都可以通过增材制造技术生产。 三维打印.然而,数控精加工仍然是重新设计所必需的。通过克服数控加工材料方面的挑战,制造商可以扩大能力,为性能关键领域的颠覆性技术提供支持。
加工钛
钛材料特性
钛是一种轻质坚固的金属材料,具有高强度重量比和耐腐蚀性能。用于数控加工的主要钛化合物牌号是 Ti-6Al-4V 和 2 级钛。Ti-6Al-4V 具有出色的机械性能、抗蠕变性和可焊性,因此适用于高温和高负荷的航空航天应用。2 级钛具有极高的强度、成型性和耐腐蚀性,适合用于物质处理硬件。
加工钛所面临的挑战
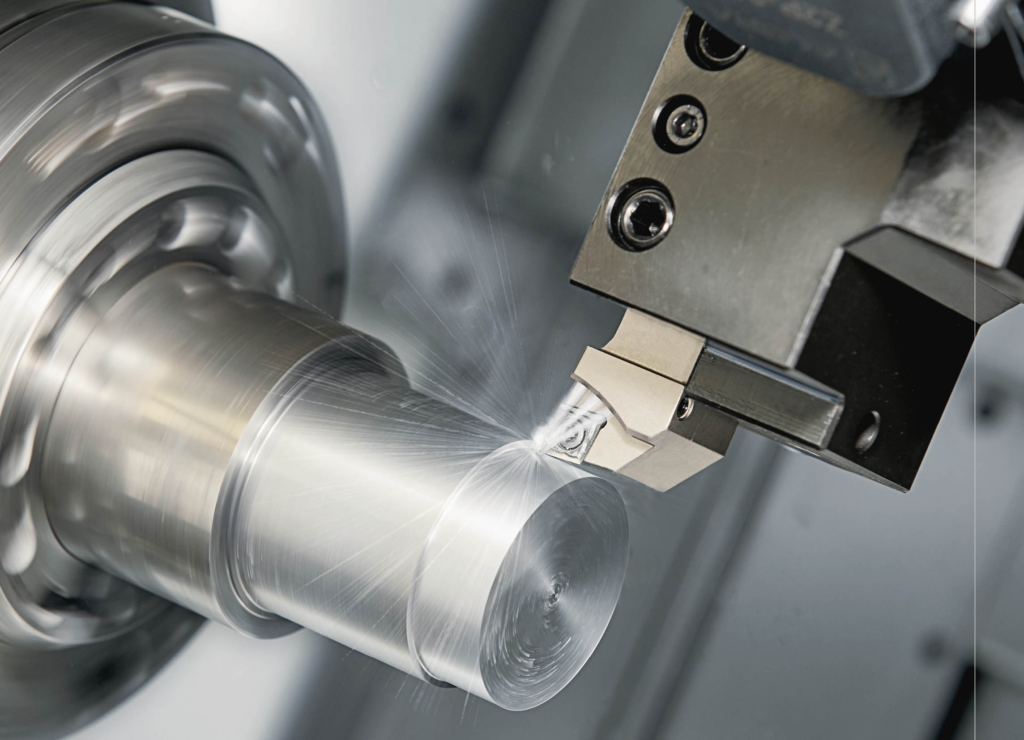
这可能是 加工钛 由于其硬度高、化学反应性强、导热性差,设备磨损速度快。在加工过程中,设备的前端会迅速变钝。此外,钛在较高温度下的加工凝固倾向也会扩大伤害或扭曲的风险。第三,钛不会真正散热,从而导致切削互动点的临界强度老化。这种不必要的强度通过散热加剧了仪器的磨损,并增加了附件问题。
加工钛的解决方案
为了克服这些困难,硬质合金或宝石覆盖的切片器械因其在高温下的高耐磨性而受到青睐。覆盖层可作为扩散边界,限制钛和设备基体之间的化学反应。优化加工参数也至关重要。降低切削速度有助于减少热量水平和刀具上的切削压力。同样,通过高压冷却液等技术确保充分冷却对于从加工区域散热也至关重要。在多个切削刃上保持适当的主轴转速和合理的进给量也很有益处。
用于数控加工的钛合金牌号
在普通钛复合材料中,Ti-6Al-4V 最适用于要求强度、抗氧化性、焊接性和高温疲劳耐久性的数控加工应用。其钛和铝含量可提高机械性能,而钒则可作为β稳定剂。 2 级钛 此外,这种材料还具有机加工性能、耐用性、抗腐蚀性以及在高温条件下的良好强度保持能力,适合制造船舶部件、阀门和排气歧管。
加工陶瓷

工程陶瓷的特性
工程陶瓷,如 氧化铝陶瓷、氮化硅和碳化钨因其高硬度、高强度、耐消耗和耐强度而受到青睐。这些特性使得陶瓷在切削工具、锉刀、牙科刀片等要求苛刻的应用中成为合理的选择。 半导体 但陶瓷也很脆弱,抗裂性低,给数控加工带来了独特的困难。然而,陶瓷同样易碎,抗裂强度低,给数控加工带来了独特的困难。
陶瓷加工面临的挑战
艺术材料的脆性意味着它们在受到切削压力时容易断裂。它们的固态共价键和离子核键赋予了其硬度,但同时也带来了较高的加工温度,可能导致热冲击断裂。另一个问题源于陶瓷的磨蚀性,它会导致传统切削工具的快速磨损。脆性陶瓷也很难实现精确计量。
陶瓷加工解决方案
精心选择参数以尽量减小切削压力,同时采用有效的冷却策略,可防止陶瓷裂纹扩展。对锋利的边缘和角落进行倒角处理有助于重定向应力。恒定的刀具几何形状可保持一致的切削深度。
用于数控加工的常见陶瓷材料
氧化铝(Al2O3)陶瓷可增强不同现代零件的硬度和强度、化学可靠性和耐消耗性。氮化硅(Si3N4)陶瓷比氧化铝具有更好的抗裂耐久性和抗热震性。这两种陶瓷都能 数控车削加工和粉碎,以提供复杂的部件,如喷嘴、密封件和切割添加物
加工高级合金
先进合金的性能
先进的复合材料明确用于测试高温、破坏性环境和耐磨性等工作条件。铬镍铁合金 625 是一种镍基超级合金,具有高达 800°C 的高强度和抗蠕变性,以及出色的抗磨损性。Hastily是一种镍钼铬复合材料,即使在高温下也能提供强度和耐酸性。然而,由于硬度、耐磨性和耐化学性的原因,生产高级化合物会遇到一些麻烦。
加工先进合金面临的挑战
在高级合金的金属基体中加入碳化物、氮化物和其他硬质颗粒后,对切削的要求更高。这会导致标准高速钢和硬质合金刀具的快速磨损。此外,由于切削温度过高,刀具与工件界面上的原子扩散会导致附着力问题。切屑还容易重新焊接到新加工的表面上,影响加工质量。
先进合金加工解决方案
钻石涂层或 CBN 工具 超硬切削刃在加工高级合金时更为有效。其化学惰性和热稳定性可防止磨损和扩散。设定较慢的切削速度有助于分散切削力和降低温度。低温加工等方法可进一步降低切削温度。优化参数还能保持更稳定的排屑过程。刀具路径也很重要,爬行铣削与向上铣削会影响附着力和表面光洁度。
用于数控加工的常见高级合金
除因科镍合金 625 和哈氏合金 C-22 外,其他用于 CNC 的燃气轮机、航空航天和化学加工合金还有 Waspaloy、哈氏合金 C276、Stellite、蒙乃尔合金和因科镍合金 718。这些合金在 950°C 以上的低温条件下具有耐腐蚀性、高强度和高硬度,可用于半导体、石油和天然气等关键应用领域。
加工特殊材料
外来材料的特点
与钛合金或高级镍超级合金相比,铍铜、钽、铼和铑等外来材料并不常见,但对于涉及极端条件的特殊应用却具有重要的战略意义。例如,铍铜兼具高强度和导电导热性能,对于核反应堆或飞机制动器中的连接器至关重要。铼的熔点在所有金属中位居第二,具有出色的抗蠕变性能,可用于火箭喷嘴。
加工异种材料的挑战
制造数据的匮乏是一个主要障碍,因为这些材料的独特加工属性很少有文献记载。它们的稀缺性使得广泛的试验变得困难和昂贵。有毒的铍需要专门的处理方法,而大多数机械加工车间都不具备这种能力。铼的强度和反应性增加了工具费用。切割过程中产生的热量会带来热冲击风险。材料粘附性要求使用特殊的切削液配方。
加工特殊材料的解决方案
与合金和材料科学专家合作,为安全操作和初始推荐工艺参数提供指导。建模软件可以模拟加工性能,以便在试验前优化速度和进给。封闭式通风设备和人员防护设备可防止接触危险材料。金刚石涂层或氮化硅刀具具有足够的硬度和抗热震性,可用于加工这些材料。低温或最小量润滑技术可有效传导切削界面的热量。
用于数控加工的特殊材料示例
除铍铜和铼外,通过数控技术开发的其他特种金属合金还包括用于外科植入物的钽、用于超导体的铌、用于燃料电池的铂以及用于玻璃模具的铑。通过先进的加工方法,这些合金的独特性能使其在能源和生物医学等领域得到了广泛应用。
难加工材料

加工硬质材料面临的挑战
加工淬火等材料 钢合金硬质合金工具和耐磨复合材料带来了独特的挑战。这些材料通过加工硬化、热处理或加固获得了高硬度,但也带来了一些困难,包括切削刃的快速磨损、外加应力导致的潜在刀具破损、粘附问题导致的边缘堆积或毛刺,以及产生过多热量对刀具造成的热冲击。这些材料在切割过程中产生的塑性变形会进一步加剧这些困难,因为残余应力可能会导致随后的部件变形。
硬质不锈钢面临的具体挑战
由于加工硬化倾向,17-4PH、15-5PH 和 13-8Mo 等高强度不锈钢合金的加工难度很大。由于切削刃变钝,刀具快速磨损和刀面堆积很常见。它们的磨蚀性加速了刀刃的侵蚀和 BUE 的形成。刀具与工作界面的过高温度会导致粘附和刀具快速失效。加工引起的加工硬化可能需要额外的应力消除处理,以防止零件变形。
硬质合金刀具和刀片面临的挑战
碳化钨等工具材料的设计具有极强的耐磨性,但也给加工带来了困难。虽然能够承受高压和高温,但其硬度极高的碳化物相会通过磨料磨损和扩散磨损机制促进标准工具钢的快速磨损。硬质合金还会发生塑性变形和加工硬化,并产生残余应力,影响零件精度。
耐磨复合材料的加工问题
使用碳化硅、氧化铝或金刚石等硬质陶瓷颗粒增强的基体材料可为泵部件和浆料处理中使用的复合材料提供出色的耐磨性和抗侵蚀性。然而,这些增强材料却大大增加了加工难度,因为在高切削压力下,刀具会发生退化和断裂。刀具与芯片界面的磨料摩擦产生的热量会导致严重的粘附问题。
加工硬质材料的解决方案
低温冷却可降低加工温度,减少扩散、粘附和热冲击导致的工具故障。优化刀具几何形状、涂层和基体成分可确保足够的强度和耐磨性,以承受高应力。直接在切削刃上喷射高压冷却液等方法有助于瞬间散热。减慢加工参数以分散切削力,同时监控刀具是否加速磨损或变形。
硬质不锈钢的特定解决方案
使用具有额外耐磨性(如超细颗粒碳化物)的涂层金属陶瓷或陶瓷刀具,可防止因加工硬化效应而导致故障。设定较慢的进给速度,以平衡材料去除与切削力之间的关系。低温或 MQL 冷却可迅速去除热量,从而最大限度地降低温度,促进附着力。适当夹紧可均匀分布力,避免在加工过程中产生残余应力。
克服硬质合金加工中的问题
超硬涂层可在工具-工作界面之间提供保护性扩散屏障,最大限度地减少磨料和扩散磨损机制。定制基体成分可平衡刚性和强度。聚晶金刚石或 CBN 切削刃可承受所遇到的极端温度和压力。缓慢的进给速度可防止残余应力的积累,从而避免工件在加工完成后开裂或变形。
减少复合材料加工中的问题
对于数控加工的材料,尤其是切割复合材料时,配置具有超锋利、高耐磨切削刃的刀具至关重要,这些切削刃由陶瓷或多晶超硬磨料等材料制成。低切削深度可确保保持可承受的力集中,而低速和高进给策略则可平衡材料去除率和诱导应力。低温冷却可保持最佳工作温度,进一步提高加工性能。
采用这种解决方案,可以更高效、更经济地对具有挑战性的材料进行数控加工,从而拓宽生产的可能性。通过正确的工艺优化,即使是对数控加工要求最苛刻的材料,也能通过先进的 数控技术.

结论
先进的工业不断挑战数控加工材料的极限,通过优化在腐蚀、热和磨损条件下的性能来获得竞争优势。精密加工,尤其是通过数控技术将要求最苛刻的材料加工成复杂的部件,是这些奇特合金和增强型基材得以应用的驱动力。
从整个讨论中可以看出,数控加工对数控加工材料提出了独特的挑战,如果不加以解决,就会影响质量、效率和零件设计潜力。不过,通过了解难加工基材的科学基础并系统地探索加工优化方法,这些障碍是可以规避或减轻的。在数控加工高难度材料的过程中,改进切削工具、完善加工参数并采用辅助技术可降低温度,同时分散应力以保持结构完整性。
常见问题
问:最难加工的基底类型有哪些?
答:硬质合金、淬硬工具钢、耐磨金属基复合材料和一些特殊的超级合金等材料因工艺问题而面临最大的挑战。如果处理不当,它们的硬度、耐磨性和化学特性会导致工具迅速退化。
问:在加工难加工材料时,如何延长刀具寿命?
答:使用硬度和耐热性配方的涂层切削工具非常有效。陶瓷、CBN 和多晶金刚石涂层可分散切削力,同时抗磨损和扩散。优化速度和进给量以降低热负荷,平衡材料去除率和切削压力,也能延长刀具寿命。
问:切削液起什么作用?
答:切削液的选择和应用方法变得更加重要,因为切削液必须有效地将热量从切削界面排出,以避免附着问题和扩散效应。低温润滑剂、最小量润滑剂和高压喷射冷却剂可直接将热量从切削刃上冲走,用于难加工材料的加工。
问:加工难加工材料是否一定需要专用机床?
答:虽然专用机床可能具有集成冷却液输送系统、先进控制和换刀自动化等优点,但只要采用正确的刀具和工艺参数,标准数控加工中心也能有效加工难加工的材料。工艺优化是关键,而不仅仅是设备。
问:在加工坚硬材料时,调整速度和进给有何帮助?
答:较慢的速度和较高的进给量有助于降低切削温度和刀具压力。更保守的参数可以将力分散到更大的刀具表面区域,从而更好地控制应力,而不会过度影响材料去除率。优化取决于基体。





