跳至内容
跳至内容 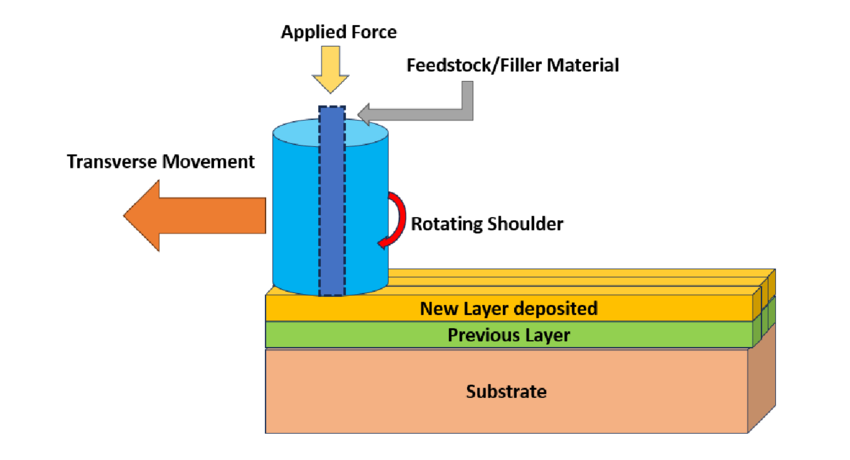
探索添加式摩擦搅拌加工 (AFSP) 在表面改性和修复方面的潜力。探索 AFSP 在制造坚固、高性能材料方面的关键工艺、优势和新兴应用。
与传统的装配策略相比,摩擦混合处理作为一种无污染、节能的尖端表面材料混合工艺,具有至关重要的优势。本文旨在探讨接触式混合处理的一种衍生变体--添加剂光栅混合处理或添加剂摩擦搅拌处理--的当前状态和管理成本的宝贵途径。简要概述了 AFSP 系统,并首先介绍了基本标准。
添加剂摩擦搅拌加工:表面改性与修复
文章以导言开始,概述了添加剂搅拌摩擦加工 (AFSP) 及其在材料表面工程中的重要性。然后详细介绍了快速搅拌摩擦技术,包括加工程序、关键工艺边界和工具设计。接下来,重点转向微结构细化,讨论加工区的晶粒细化、相互作用边界对晶粒的影响以及工具几何形状的作用。
格栅混合处理是一种高水平的强态创建策略,正逐步被用于材料表面设计应用中。这种创新技术可增强微观结构,整合复合材料增强剂,并为各种应用领域提供卓越的耐磨性。 航天 和 车载 工业。通过利用在高温下受限的极端塑性变形标准,光栅混合处理可以在支持颗粒散射的同时,对接近的表面微结构进行指定调整。这样就能制造出赋予金属表面流线型特性的新型复合层。
随后,将从影响微观结构细化的关键角度以及复合材料支撑连接的方法两方面进行探讨。此外,还概述了通过添加式摩擦搅拌加工制造的框架,其中包含由陶瓷和碳颗粒支撑的金属化合物。最后,还介绍了以表面改变和材料固定为重点的开发应用,在这些应用中,添加物质光栅混合处理展现出了巨大的潜力。
添加物质 研磨混合处理策略
处理程序
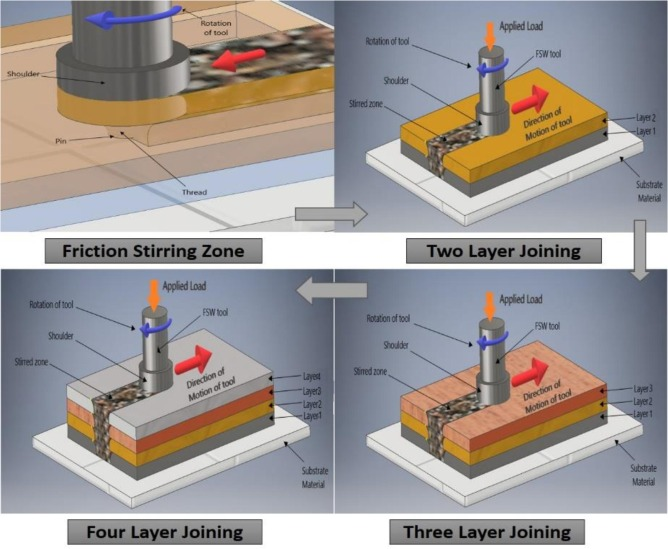
添加物质研磨混合物处理添加剂摩擦搅拌处理(AFSP)是一种强状态处理方法,符合光栅混合物的标准。 焊接技术.在 AFSP 中,一个带有销钉和肩的非消耗性装置被转动并潜入要处理的材料中。在转肩和工件之间的相互作用点产生摩擦强度,促使材料受限塑化。仪器的销钉将塑化材料混合在一起,以达到混合和分散任何支撑微粒的目的。
这种处理方法在材料溶解点下方进行,因此可以避免与流体阶段循环相关的不必要影响,例如气孔和残余应力。与传统的表面调整方法相比,AFSP 具有很多优点,例如无需改变阶段即可精确控制热量输入。例如,该设备可以在基底上交叉,从而使特定区域得到集中处理。这样就可以在材料表面进行精加工和设计。
流程边界
处理的特性和质量 表面处理 添加式摩擦搅拌加工过程中使用的界限是非常重要的。主要的可控边界包括设备的枢轴速度、仪器的交叉速度、施加的轮毂力、设备的斜点和设备销钉的深度。这些界限会影响仪器工件界面的强度时效和材料变形的速度。旋转速度影响摩擦强度,而交叉速度则控制热散射和材料流速度。枢轴力将仪器固定在基体上。这些边界的适当设置对于加工出具有先进性能的无缺陷表面至关重要。
仪器计划
添加剂搅拌摩擦加工设备的设计,尤其是肩部和销钉,同样会影响处理效果。较大的肩距会增加热老化的接触区域,但同样也会降低设备应力。与直接的桶形销相比,包括绞合、凹槽或特征性计划在内的销轮廓可与进一步开发的材料载体配合使用。器械肩部可采用羊皮纸或螺旋形等轮廓设计,以集中应力。H13 钢或碳化钨等具有高强度、抗断裂强度和抗磨损性能的工具材料可用于处理其他棘手的材料。根据基体材料的特性和支撑增强装置(如有),可简化仪器配置。
微结构细化
处理区谷物细化
在添加式摩擦搅拌加工过程中,极端的 塑料变体 在设备肩部的工件材料上。在设备工件界面附近,材料在升高的温度下受到这种极端塑性变形的影响,晶粒会发生动态再结晶。这促使底层粗晶粒微观结构转变为混合区中更好的等轴晶粒结构。可以通过 AFSP 边界控制极度塑性变形的速度和强度龄期,以实现不同程度的微观结构细化。较高的旋转速度、枢轴负担和交叉速度有利于更显著的独特再结晶,因为材料载体升级,同源温度更高。
相互作用边界对晶粒的影响
混合区的晶粒大小完全取决于所选择的 AFSP 边界。研究表明,较高的设备旋转速度会产生更大的摩擦强度,从而产生更大的再结晶晶粒,因为在较高温度下晶粒发育的机会更显著。反之,设备的交叉速度越高,冷却速度越快,晶粒发育也就越快,因此晶粒尺寸也就越大。此外,轮毂力、销轴轮廓和通过次数等工艺因素也会影响塑化和再结晶的程度,进而影响 AFSP 处理表面最后的晶粒属性。
硬件数学工作
V 设备的添加剂摩擦搅拌加工数学完全影响了所完成的晶粒结构,这归因于其对热老化和材料流传导的影响。肩部间的距离越大,处理过程中输入热量的接触面就越大。然而,这有时也会加剧变形的发展。与基本的管状栓相比,带有琴弦或木管等外形的乐器栓能更好地使用塑化材料,从而改善再结晶。由于每次通过时都会产生严重的塑性扭曲,因此多次通过仪器还能进一步细化晶粒。总的来说,要了解 AFSP 过程中微观结构变化的最大程度,最基本的是要根据特定的基底-支撑框架定制精简的设备配置。
表面改造和复合材料制造
支持保险丝技术
要利用添加式搅拌摩擦加工技术制造表面复合材料,就必须在基底材料中添加和散布支撑颗粒。通常的技术包括填充在基材上加工的凹槽 表面处理工艺 在处理前与微粒支架一起使用。另一方面,也可以在有视觉障碍的开口或凹槽中装入强化剂。沟槽填充技术允许最显著的支撑膨胀措施,因为填充的凹槽会在 AFSP 期间混合闭合。在基材表面直接粘贴或喷溅支撑涂层是另一种方法,但要做到均匀分散则有一定难度。所使用的支撑熔融方法取决于凹槽方面、分子质量和指定的复合材料特性等因素。
创建框架
利用添加式摩擦搅拌加工工艺将各种基材-支撑框架制造成表面复合材料。镁和铝复合材料由于重量轻、机械性能好,通常被用作基材。强化剂包括氧化铝和二氧化硅等烧结氧化物,可提高硬度和耐磨性。碳化物(如碳化硅和其他金属碳化物)可提高强度。镁组合中的稀土微粒可细化框架晶粒。石墨烯和碳纳米管等碳纳米结构具有很强的导油性和导电性。各种强化剂的交叉混合也在研究之中。
未来复合材料的特性
添加剂摩擦搅拌加工表面复合材料的性能主要受基材微观结构中晶粒细化以及支撑颗粒均匀分散和保持的影响。与未强化的基底材料相比,更好、更均匀的晶粒以及更少的颗粒分组或连接点放弃意味着硬度、强度和耐磨性的进一步提高。边界 升级微结构 通过这种方式,更高的设备枢轴速度或更多的处理次数等变化有利于提高性能。此外,改进程度还取决于所选颗粒的固有特性和堆积能力。
材料固定应用
音量修正
添加物质的光栅混合处理为修复金属设计和部件的体积变形提供了保障。弥补早期组装周期中出现的断裂、磨损或缺陷所造成的不足,有助于重建基本的可靠性。在飞机和汽车的基本组合中,键孔和通厚断裂是利用添加式摩擦搅拌加工进行修复的重点。与基于固定插头的修复方法相比,持续的材料膨胀模式和对交叉方式的先进控制使添加剂搅拌摩擦加工技术适合此类应用。
反对表面磨损
AFSP 正逐步应用于改善磨损性 液态金属材料 和组合表面。支撑复合层可保护基材免受侵蚀和刮擦。在压力驱动室和汽车接触垫等应用中,利用添加剂摩擦搅拌工艺生产的含硬质颗粒表面可降低摩擦和磨损。使用添加剂摩擦搅拌工艺进行表面固定和重新涂层可防止零件老化,延长潜在的使用寿命。这为暴露在极端摩擦学条件下的现代设备、电机和基础提供了诱人的可能性。
结论
总之,添加物质侵蚀混合处理已成为一种灵活且具有经济价值的强态方法,可用于授权控制金属基底微结构的变化和创建支持复合表面层。这种光栅混合处理的前沿变体利用持续材料膨胀的优势,解决了在设计汞合金和零件的现场修复中已经无法解决的困难。
增强相关的处理边界,如仪器数学、旋转速度和交叉进给,为完全适合不同基底-支撑框架表面特性的添加剂摩擦搅拌加工的真正能力提供了令人惊叹的机会。一般来说,添加物质光栅混合处理领域的优势在于,通过滥用升级的、有限的微结构细化和微粒关联,设计出有活力的、执行力超强的表面材料,而这些微结构细化和微粒关联只需通过非和谐的严重塑性变形即可实现。
常见问题
问:格栅混合焊接与摩擦混合处理之间的重要区别是什么?
答:接触混合焊接用于将相对或独特的材料连接在一起,而侵蚀混合处理则在不连接的情况下改变材料的微观结构和性能。
问:添加物质侵蚀混合料的处理经常在什么温度范围内进行?
答:对于大多数铝材组合,添加剂搅拌摩擦加工的范围是材料溶点的 0.6-0.9 倍,这样就避免了与流体阶段处理有关的问题,如气孔和残留负担。
问:在处理添加物质的混合接触过程中,如何进行支撑加固?
答:强化剂通常是在处理前填充在基体表面加工的部分或开口。当仪器穿过时,强化剂会混合并散落在塑化网格材料内。