跳至内容
跳至内容 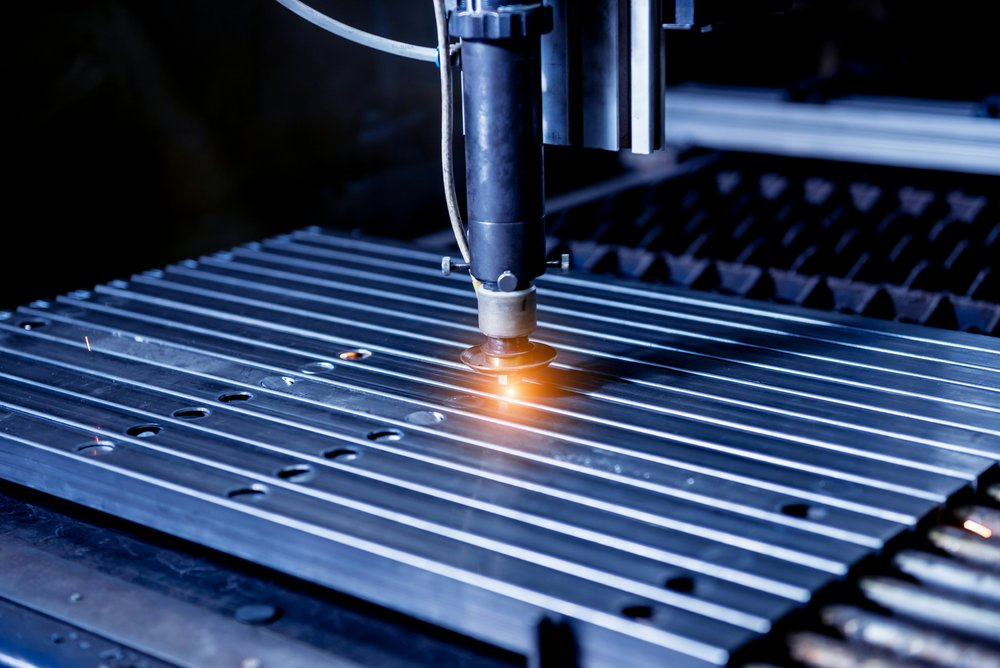
了解常见金属加工问题的有效解决方案,包括焊接和切割技术。了解材料准备、设备设置、自动化等方面的知识,以便在金属加工中获得一致的高质量结果。
金属加工问题迎刃而解:更好的焊接和切割技术

金属加工在汽车、航空航天和制造业等行业中发挥着至关重要的作用。制造者将原材料切割、弯曲、焊接并形成精密的部件和结构。然而 钣金加工 这可能会带来挑战:切割可能不完美,焊接可能存在缺陷,工作可能面临延误。设备设置不当、安全措施不当、培训不足以及缺乏质量控制流程都会导致问题的出现。
本文介绍常见金属加工问题的解决方案,重点是焊接和切割技术。我们将介绍准备材料、配置设备、开发技能和确保质量的最佳做法。通过系统地解决问题,加工人员可以最大限度地减少生产错误,最大限度地提高效率和产量,并按照严格的标准生产零件。
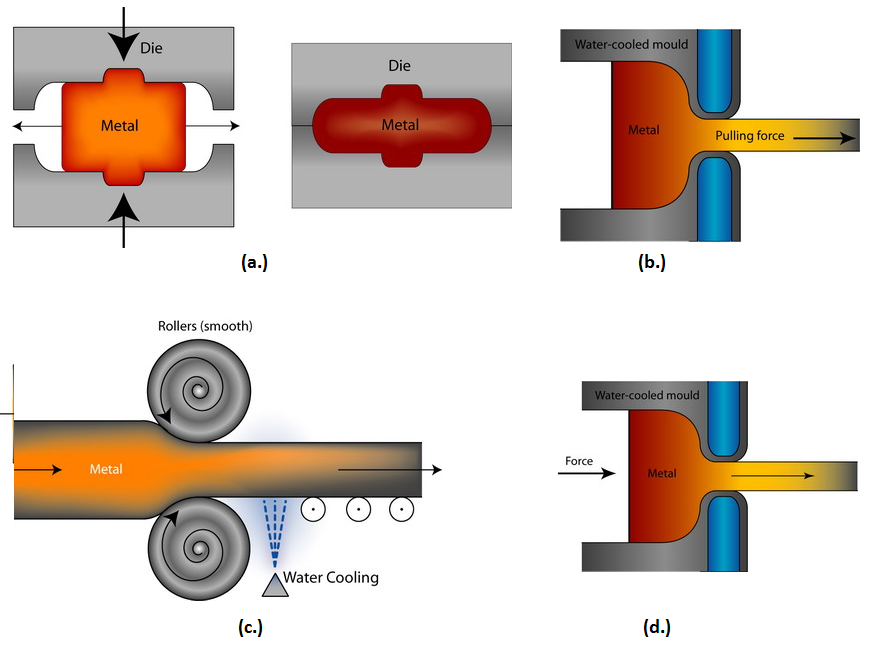
材料准备:
母材的彻底准备对于焊接和切割技术的成功至关重要。必须清除材料表面的污垢、油污、油漆和氧化物,以便熔合和正确粘接。污染物会造成不一致、气孔或开裂,并妨碍设备性能。
对于钢材,打磨是最有效的准备方法。它能打磨出新的、均匀粗糙的表面,最适于焊接。钢丝轮或涂层磨盘效果很好。如果打磨不可行,可考虑使用高砂纸或钢丝棉进行打磨。
铝需要特殊清洁。它的原生氧化层比钢要坚固得多,不容易磨掉。化学方法最有效。将零件浸入 150-180°F 的氢氧化钠或氢氧化钾溶液中,几分钟内就能溶解氧化物。一定要先使用变性酒精等溶剂对铝进行脱脂处理。 不锈钢可从机械和化学处理中获益。 钻孔和打磨 用氧化铝或碳化硅砂轮为焊接和切割技术做准备。然后,浸入柠檬酸或硝酸溶液中腐蚀表面,去除污渍。
焊接设备安装:
焊接电源和焊枪的正确设置和配置对工艺性能和结果有重大影响。操作员必须根据材料类型和厚度优化电压、焊丝速度和气体流量设置。
例如,钢材 MIG 焊接通常使用 18-25V 的电压和每分钟 150-500 英寸的送丝速度来焊接薄至厚的部分。以每小时 15-30 立方英尺的速度添加纤维素或二氧化碳保护气体可保护焊接熔池。
磁脉冲焊接 铝需要更低的电压(10-15V),以实现更好的线控。与纯氩气相比,氩氦等惰性混合气体的熔合效果更好。大约 1.5 倍标准钢率的额外气体流量能更好地消除氧化。焊接和切割技术的位置和接头几何形状也决定了设备的调整。垂直向上的焊缝容易积聚飞溅,因此降低电压 0.5-1V 可以防止夹渣。厚管材的外角接头需要更高的焊丝进给量,以获得足够的焊缝填充?驱动辊、焊枪衬垫和接触尖等机械装置会随着时间的推移而磨损。
定期检查它们是否紧固、有无裂缝以及有无妨碍送丝的污垢堆积。在性能下降之前更换耗材。为焊接和切割技术设备供电的所有线路都必须尺寸合适,以避免在工作负荷下过热。消防安全也至关重要--使用附近的灭火器保持空间清洁干燥。通过优化机器设置,制造者可以生产出强度更大、质量更高的焊缝。
切割设备安装:
无论是等离子、氧燃气、激光还是水 ET、 尖端加工 要获得精确的结果,需要对设备进行仔细的校准和设置。对于等离子割炬来说,电流、气体压力和切割速度是相互配合的。适当的空气和等离子气体压力可在提高移动速度时产生最佳电弧和切割质量。过度限制的压力会导致切割速度过慢,而过量的气流则会吹出熔融金属并降低切割控制能力。
氧燃料装置的重点是混合气体和压力。使用 25-30psi 氧气和 10-15psi 乙炔在割炬中切割钢材效果很好。根据厚度和切割材料调整压力,以控制火焰形状和氧化效果。
激光切割机需要对准反射镜、聚焦透镜、设置光斑大小、功率和辅助气体。密度较高的板材需要较小的聚焦光斑,而较厚的板材则需要较大、较不集中的光束进行焊接。
水刀切割 系统包括根据材料硬度、厚度和所需的切割质量属性(如边缘质量与速度)设置喷嘴尺寸、磨料进给速度和水压。
所有切割机都需要清洁、维护良好的油箱和割炬组件,以及适当的过滤和压力调节组件。无论设置质量如何,氧燃气割炬的防火安全仍然至关重要。有了优化的设备,制造厂商就能进行可重复和高效的切割。
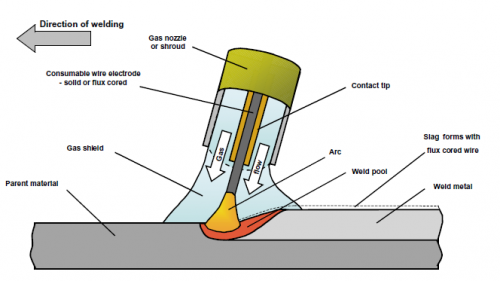
焊接技术:
精湛的焊接和切割技术可确保接头牢固、无缺陷,满足应用要求。用于 SMAW 焊接技术 在薄钢板上,以每分钟 7-15 英寸的速度保持小圆形编织图案,电极尖端倾斜 2-5 度。安培数取决于电极尺寸--1/8 英寸焊条在 80-120 安培下运行良好。
使用 GMAW 时,焊枪的推动角度为 15 度,以轻微的编织模式移动。80-150ipm 的移动速度可产生良好的送丝速率,使填充材料熔合时不会产生过多飞溅。适当的焊枪移动可保持焊缝形状。
FCAW 与 GMAW 类似,但药芯焊丝会产生更多烟雾。特别是在水平焊接时,要花更多时间设置足够的排烟装置。垂直握住焊枪,以 60-100ipm 的速度焊接 3-5 道焊缝。
SAW 采用同步送丝和电弧舞动方法,可快速编织硬质背衬材料。使用宽度为 1/2-1″ 的编织摆动,以 100-150ipm 的速度运行平缝或竖缝。优化行程以获得完整轮廓。多道技术可增加强度。对于对接焊缝,在焊缝根部编织一圈编织珠,然后在第二道热帽上添加填料。搭接焊缝需要在每个焊缝边缘重叠轻微的编织图案。
正确的接头安装和填充金属选择可确保焊接质量。碳钢焊接使用 E6013,不锈钢 MIG 焊接使用 E71T-1。焊接和切割时会产生收缩,因此在焊接和切割前应将接头打磨得稍紧。两次焊接之间要有冷却时间,以防止出现裂纹并验证是否完全熔透。在所有技术中,要练习保持恒定的伸出长度,发展稳定的焊条角度力和移动速度,以获得符合规范和设计要求的光滑、均匀的焊缝。
切割技术:

无论是直线切割、圆形切割还是精密整体切割,金属制造商都必须掌握等离子、氧燃气、激光和水刀系统技术。直线切割 等离子切割 在切割 1/2 英寸以下的低碳钢时,以 15-25ipm 的速度行进,保持 1/8 英寸的小切口。将割炬倾斜 10-15 度,从顶角开始切割,以便切割干净。先用锥形弧线穿孔,然后再用直线切割。纯氧燃料切割速度较慢,要求割炬的均匀移动速度为 3-10ipm。
用切割轮上均匀的压力控制 6-8 英寸的集中火焰。用中性火焰点引导切割,以防止拖回。切割坡口时,割炬应与切割轮角度同步移动。 激光切割机 精度低于 0.005 英寸公差。Pierce 首先在下方发出脉冲光束,然后以连续切割功率进行切割。80-400ipm的移动速度取决于材料和喷嘴尺寸,但能保持稳定的聚焦。水射流焊接和切割技术要求以 30-125ipm 的速度垂直移动密集的水流。调整锥角和磨料流量,以获得与硬度相关的切割性能。沿半径平滑移动,而不是分段移动,以获得均匀的零件。
整体切割是在穿孔时集中降低功率或压力。等离子割炬在其切口宽度范围内进行孔切割,而纯氧燃料可能需要用直径不断增大的切割轮进行嵌套切割,最大可达 4 英寸。适当夹紧的材料可提供平滑、稳定的割炬运动。数控系统可在众多零件上重复一致的手工技术。在优化的切割条件下,加工人员可以精确地加工出各种板材和板料。
制造自动化:
制造 自动化 通过计算机控制工艺提高一致性和产量。数控等离子切割机、激光切割机和水射流切割机几乎无需动手即可按照编程路径切割重复性零件。操作员在自动工作台上装载材料,然后在固定的机头下进行操作。
机器人焊接单元运行预编程序列,向关节臂传授焊接和切割技术。视觉系统可指导匹配和装配,实现自动多位置焊接,无需重新装卸零件。机器人一致的焊枪动作、压力和速度超过了人类的能力。码垛系统提供不间断生产。机器人可将坯料和成品材料的托盘从以下位置装载和卸载 数控机床 输送机上运行的多个工作单元。附近的库存仓库为生产线提供缓冲。
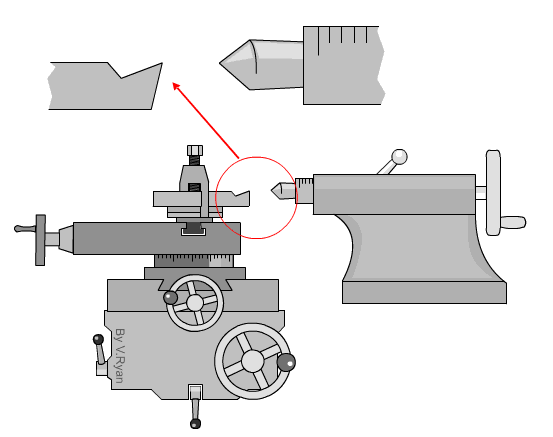
自动辊式送料机可及时向激光切割机器人输送材料,实现精益生产。棒料送料机同样可将棒料送至 车削中心和套管机.软件通过通用编程和运动学语言,使机床接口变得简单。基于模板的工作流程可生成嵌套切割文件,并对焊接和切割技术序列进行编码,从而实现大规模定制。集成商协助实施和优化。
虽然高资本成本要求大批量生产,但自动化可提供精度、可重复性以及超越人工能力的大型/重型零件处理能力。混合式生产平衡了自动化与灵活的人力技能组合,以满足不同的生产线需求。两者相结合,提高了生产量和质量,使制造操作更具竞争力。
结论
本文概述了制造人员必须掌握的几个关键领域,以便始终如一地生产出高质量的焊接和切割零件,并将问题降至最低。通过清洁和任何必要的表面处理对基础材料进行彻底准备是基础。正确设置焊接和切割技术的电源和气体流速,以及优化等离子切割机参数,对于过程控制和结果也至关重要。
通过编织图案和保持焊枪速度等技术来发展手工技能,可以生产出牢固、无缺陷的焊缝和精密切割件。利用自动化系统和机器人等工具辅助手工作业,有助于提高工厂的生产能力、可重复性和安全性。在材料处理、设备安装以及制造焊接和切割技术方面遵循最佳实践,可以解决许多常见的金属制造问题。这样,制造厂商就能提高运营效率,一次又一次地交付符合严格质量标准的产品。
常见问题:
问:在购买加工设备时应注意什么?
答:考虑机器容量、自动化能力、保修支持和升级选项。选购耐用品牌并观看演示设备。
问:在管材切割等应用中,等离子切割能否取代氧燃料?
答:等离子切割速度更快,质量更高,但运行成本较高。对于厚材料和便携式切割,氧燃气仍然是最佳选择。
问:机器人焊接单元的成本一般是多少?
答:入门级单元起价为 $150,000,但大型系统的成本可能超过 $1M,具体取决于机器人、焊接工具和所需保护措施的数量。
问:焊接需要哪些个人防护设备?
答:至少需要焊接头盔、手套、安全眼镜和钢头靴。夹克衫和纱窗等其他防护设备可防止火花和紫外线照射。
问:铝焊接的材料准备有多重要?
答:材料制备对铝至关重要,因为必须完全去除其氧化层,才能在焊接中实现适当的粘合。