 跳至内容
跳至内容 
电子束熔化(EBM)有望用于制造复杂的金属部件,但工艺知识方面的差距阻碍了其应用。本指南通过对粉末特性、热建模、参数影响和工业应用案例的探讨,揭开了电子束熔化技术的神秘面纱。加深对材料特性、模拟和生产精细化的理解是优化这种专业技术的关键。 三维打印 技术
对电子束熔化工艺至关重要的金属粉末特性
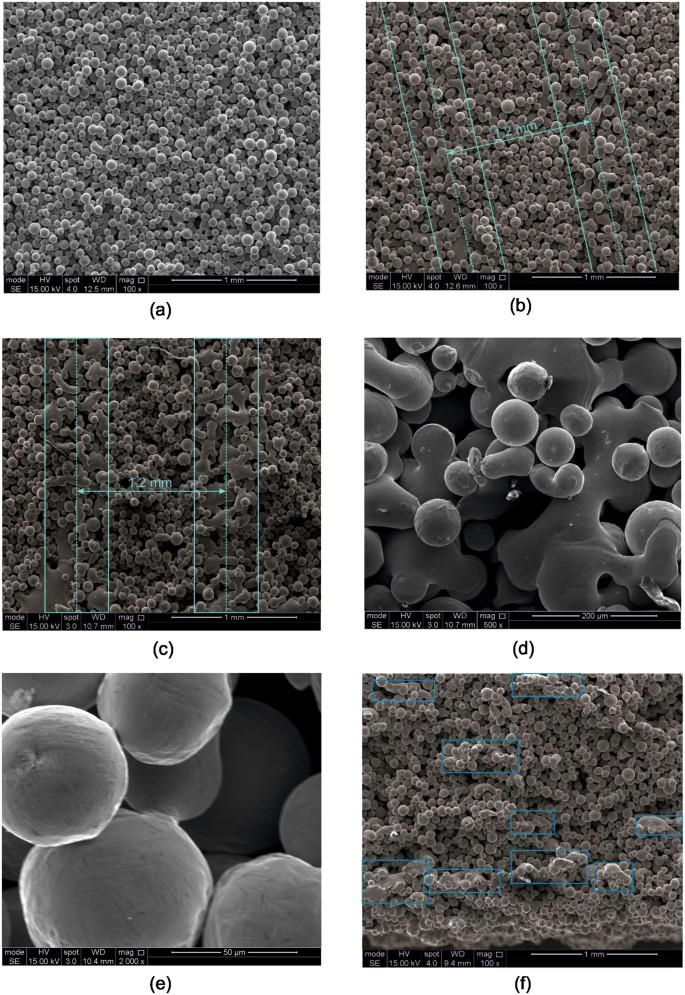
原材料粉末在电子束熔化过程中起着重要作用,因为它是利用电子束有选择性地熔化,以形成每个新层。在开始熔化之前,粉末要经过一个预热步骤,使其烧结在一起。这种烧结过程会将颗粒粘合在一起,并在颗粒之间形成颈部。为了了解烧结行为,研究人员使用显微镜对预热的 Ti-6Al-4V 粉末进行了评估。扫描电子显微镜显示,颗粒之间形成了颈部,直径从 1 微米到 10 微米不等。进一步分析发现,粉末具有篮状编织的微观结构,包含α相和β相,与固体合金的微观结构相似。
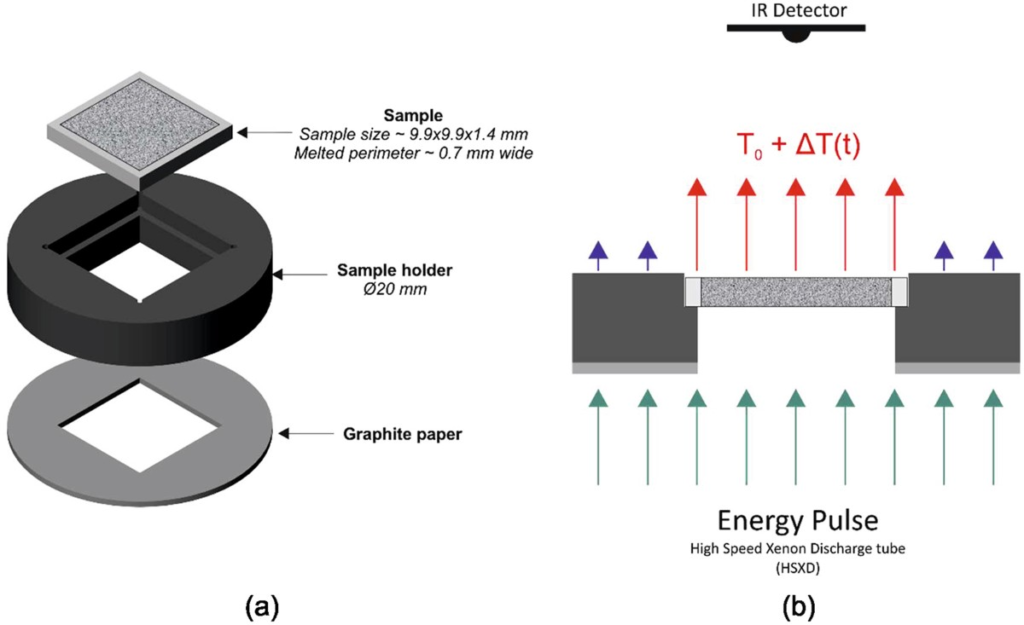
其他测试还包括粉末孔隙度和热性能。使用电子束熔化法制作了粉末试样,随后使用显微 CT 进行了扫描。结果显示,整个样品的孔隙率约为 50%。此外,还测量了不同温度下的热导率。有趣的是,粉末的电导率明显低于固体 Ti-6Al-4V 的电导率,其值约为固体 Ti-6Al-4V 的四分之一。具体来说,室温下的电导率为 0.63 W/mK,而在 750 摄氏度时则增加到 2.44 W/mK 以下。
了解烧结行为有助于深入了解 EBM 过程中的粉末预处理。量化孔隙率和热导率有助于开发热模型,这对模拟 EBM 熔化过程至关重要。总之,准确地反映粉末属性对于揭开这一新兴技术的神秘面纱至关重要。 3D 打印技术.
EBM 粉末的导热性
研究人员采取措施,专门测量了电子束熔化中使用的 Ti-6Al-4V 粉末的热导率。具体做法是,在样品中同时包含固体和粉末区域,使用 金属三维打印 过程。然后,测试分离了粉末部分的导电性。
结果表明,粉末的导电率远远低于固体钛合金。在室温下,粉末的电导率为 0.63 W/mK,仅为致密钛-6Al-4V的四分之一左右。即使在更高的温度下,粉末的导电性仍然低于固体钛合金。当温度升至 750°C 时,粉末导电率有所提高,但最高也只有 2.44 W/mK。
这些数据证实,与固体金属相比,粉末的传热能力大大降低。粉末的低传导性可能源于粉末生产过程中产生的固有孔隙率。这种低热特性在模拟 EBM 熔化过程时会产生影响。
利用热建模模拟 EBM 工艺
为了更好地理解电子束熔化过程中的热现象,研究人员创建了一个有限元模型。这种模拟方法可以研究各部件的温度分布。温度变化的材料特性和来自电子束的热通量等关键因素都被考虑在内。具体来说,该模型将电子束加热视为基于高斯分布释放能量的锥形热源。然后,在虚拟光束逐层扫描零件时,有限元分析计算温度随时间的变化。对各种制造设置进行了模拟测试。
改变光束参数,如功率、直径和速度,以分析它们对熔池大小的影响。不出所料,更高的功率和更慢的扫描速度扩大了熔池区域。同时,使用更宽的光束直径会横向压缩熔池,但深度会减小。为了衡量准确性,模拟预测与实验结果进行了比较。测量包括对制造样品的实际熔池进行量化。令人欣慰的是,模型预测的熔池尺寸与实际观测结果基本一致。平均偏差约为 32%,验证了模拟对关键热现象的表现能力。
总之,这项建模工作填补了人们对 EBM 基本热过程认识的空白。现在,经过验证的模拟为优化生产设置和探测各种设计或材料变化的热影响提供了有用的工具。
扫描速度对 EBM 流程和部件的影响
在扫描过程中,一个名为 "速度函数 "的关键制造参数会影响电子束的熔化速度。研究人员试验了不同的速度函数指数,以衡量其影响。
指数越高,光束移动越快。这加快了制造过程,但由于横梁在每个位置停留的时间较短,减少了能量输入。结果显示,指数越高,表面越粗糙,β 晶粒越大。
温度读数进一步显示了扫描速度的影响。随着指数的上升和速度的增加,2700°C 左右的峰值温度有所下降。电子束熔化扫描速度越快,能量密度越低,达到的温度也就越低。事实证明,对这些扫描速度的影响进行分析是非常有价值的。了解速度功能的改变如何改变热条件以及由此产生的微观结构,有助于优化这一重要的制造变量。
使用热成像技术测量 EBM 过程中的温度
研究人员使用近红外热像仪对电子束熔化系统内的温度进行非破坏性监控。该热像仪的灵敏度允许对预热、轮廓熔化和内部舱口扫描等不同制造步骤进行可视化。
热图像的空间分辨率被确定为水平方向每个像素 46.8 微米,垂直方向每个像素 66.2 微米。通过对每个阶段的视频捕捉,可生成光束路径上的平均温度曲线。
值得注意的是,剖面图显示了连接液相和固相变化温度的特征性高原区域。这验证了相机检测熔池内相变的能力。其他测量还记录了不同构建高度下的热行为。结果显示,离基底越远,冷却率越高。由于向底层的传导较弱,峰值温度也随着高度的增加而迅速下降。
总之,通过热成像技术绘制的温度分布图为电子束熔化过程提供了新的视角。对温度曲线的比较进一步支持了旨在真实模拟热现象的有限元模拟。非接触式温度测绘将继续为优化和质量保证提供帮助。
在 EBM 生产过程中测量温度
研究人员使用红外热像仪对制造温度进行非破坏性观察。这种近红外热像仪可以对预热、轮廓构建和内部零件扫描阶段进行成像。事实证明,该热像仪的分辨率相当高,水平方向每个像素可达到 46.8 微米,垂直方向每个像素可达到 66.2 微米。在印刷过程中捕捉到的视频可以沿光束路径生成平均温度曲线。
值得注意的是,这些剖面显示出一个连接熔化和凝固温度的标志性平坦区域。这验证了成像仪感知熔融材料相变的能力。其他剖面记录了不同高度的结果。结果显示,离底部越远,冷却速度越快。由于沉积层向下传导的能力较弱,因此越往上峰值温度下降得越快。
总之,通过热成像技术绘制的温度图为电子束熔化提供了新的见解 可持续 3D 打印 过程。温度曲线提高了旨在真实再现热现象的计算模型的有效性。非接触式温度曲线测试不断改进工艺掌握和质量。
制造参数对 EBM 工艺的影响
光束属性
研究人员利用热模拟来研究光束属性对熔池几何形状的影响。在建立 Ti-6Al-4V 生产模型时,对光束功率、直径和速度等变量进行了独立调整。
不出所料,功率的上升或运动速度的减慢扩大了 熔融沉积模型 区,并提高了最高温度。这两种变化都增加了输送到粉末床的能量。同时,采用更宽的电子束在压缩深度的同时横向压缩熔池。更宽的电子束可将能量分布到更大的区域,从而减少任何位置的热量。
扫描速度的影响
其他工作还对不同的电子扫描速度进行了试验。该参数被称为速度函数,用于控制光束的移动。
运动速度越快,零件表面越粗糙,β 晶粒越大。热测量进一步表明,随着速度的增加,峰值温度也在下降。更快的光束熔化粉末的时间更短,产生的总热量也更少。这些都为了解参数的影响提供了一个框架。要实现优化,就必须弄清设置如何改变热条件和特性。
受益于 EBM 技术的应用领域
电子束熔炼技术具有制造精密金属部件的灵活性,因此在各行各业都有应用。航空航天业依靠电子束熔融技术制造复杂的发动机部件,如喷嘴和移动起落架部件。该工艺使用钛合金等材料制造这些要求苛刻的喷气发动机部件。
医疗植入也利用了电子束熔化技术。它通常 3D 打印材料 个性化生物医学植入物和牙科替代品。这种工艺的复杂性使种植受益匪浅。
焊接和汽车领域也应用了 EBM。焊接领域使用 EBM 制作金属之间的定制焊接连接。汽车行业利用 EBM 制造需要精密度的涡轮增压器。该技术利用粉末原料形成具有精密几何形状的涡轮部件。
其他行业也能从中受益。电子产品的实施需要精确制作的散热片和外壳,以满足以下要求 EBM 生产.军事和海洋领域通过真空电子束熔炼技术制造武器和水上工具。甚至珠宝工艺也利用电子束熔炼技术,形成华丽的贵金属制品。随着材料和工艺专业技术的发展,航空航天、医疗、工程等领域出现了多样化的应用机会。电子束熔化技术填补了专业生产的空白,激发了更多跨行业应用。
融合
本文通过对粉末特性、热模拟、温度记录、生产设置和用途的讨论,深入介绍了电子束熔化技术。掌握粉末成分、热运动建模、调整参数和温度读数对这项技术的发展至关重要。持续的研究有望推动 EBM 从专业技术走向广泛的工业应用。努力的目标是理解光束特性、材料质量和周围环境在整个制造过程中是如何结合在一起的。
随着理解能力的增强,利用流程的机会也随之增多。控制改进可提高生产的可重复性。材料范围的扩大有助于满足制造商尚未满足的需求。工艺优化最终会降低生产成本。因此,不断加深的理解为电子束熔化大规模生产复杂的金属零件铺平了道路,适用于许多企业。
常见问题
问:什么是电子束熔化?
电子束熔化是一种增材制造技术,利用高能电子束熔化粉末原料,逐层制造金属零件。金属粉末沉积在真空室内的构建平台上。然后,电子束扫描每一层,根据数字设计文件精确熔化粉末。随着后续层在前一层上凝固,一个致密的部件就形成了。
问:金属粉末对 EBM 工艺有何影响?
金属粉末作为原材料起着关键作用。它们的孔隙率和导热性等特性会影响熔化过程中热量的传递。预加工也会使粉末变细,在颗粒之间形成颈部。了解粉末的特性有助于优化预处理和熔化阶段的建模。
问:建模可以捕捉到哪些有关 EBM 热工过程的因素??
有限元模拟考虑了随温度变化的特性,并将电子束近似为体积热源。建模评估了电子束功率、直径和速度等参数对熔池尺寸和温度的影响。与实验的比较验证了这些模拟结果。
问:光束速度等工艺变量对 EBM 生产有何影响?
扫描速度越快,能量密度就越低,因为光束熔合每个位置的时间就越短。扫描速度越快,表面越粗糙,微结构中的贝塔晶粒越大,工件的峰值温度越低,这些都是由于加热较弱造成的。确定这些影响的特征可为参数优化提供指导。
问:哪些行业采用了企业经营管理,它有利于哪些组件类型?
答:使用 EBM 的行业包括航空航天、医疗植入、焊接、汽车、电子等。它可以制造复杂的零件,如喷气发动机喷嘴、牙科替换件、定制焊接件、涡轮增压器部件和复杂的外壳。材料和工艺的不断进步使其应用更加多样化。





