 跳至内容
跳至内容 
本文讨论了通过刀具路径优化、切削参数改进、自动化集成、先进机床架构、数据分析预测性维护等提高数控加工解决方案生产率的技术。
通过透彻了解传统技术和颠覆性技术如何影响关键绩效指标,大小工厂都能定位自己,以最有效地应对当前挑战并抓住新机遇。持续进步有赖于积极主动地学习和应用这些优化概念,因此,让我们来探索实现以下目标的途径 数控加工 生产力
缩短周期时间的数控加工解决方案
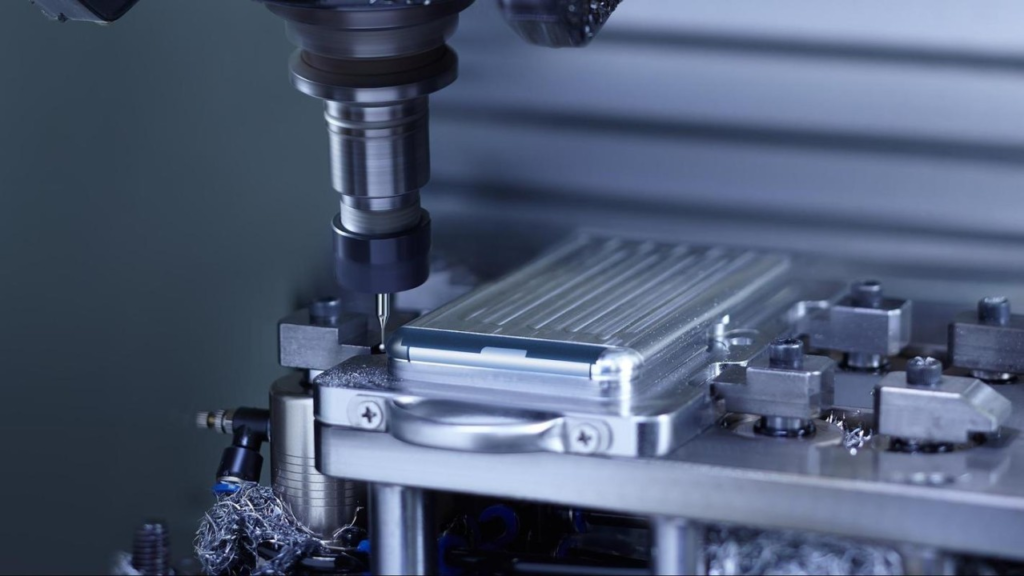
优化数控加工解决方案对于缩短加工周期和提高表面光洁度而不影响质量至关重要。通过利用先进的刀具路径策略、高速加工技术和自动化,制造商可以显著提高效率。选择正确的切削参数、刀具和机床功能可确保更快地去除材料,并将停机时间降至最低。此外,整合预测性维护和人工智能驱动的分析有助于防止故障,最大限度地延长正常运行时间。
自动化流程和工具更改
在数控加工中,如果周期时间至关重要,就应尽可能地减少非切削时间。换刀需要大量时间,尤其是在手动操作的情况下,因此在机床中引入自动换刀装置 (ATC) 可以快速换刀。多托盘机床也大大减少了非切削时间,因为在加工当前工件的同时也在装载工件。夹紧、刮削、清洗和工件移除操作的自动化进一步减少了人工参与。
优化切削参数和刀具路径
通过优化选择切削速度、进给量、切削深度、冷却剂和切削工具的几何形状,可以在保证质量的同时最大限度地提高金属去除率。根据给定的材料、刀具和机床选择合适的切削参数,可以获得较高的性能。还应优化刀具路径,尽可能减少非切削行程。采用 "之 "字形铣削而非传统的轮廓铣削等策略可以减少移动时间。用小线段而非大曲线段对复杂形状进行插补可缩短加工周期。
实施高速加工
与传统加工技术相比,利用当今的高性能数控加工解决方案和相关技术,可以获得更高的切削速度和进给量。高速加工(HSM)采用非常坚固的机床、强大的主轴、刚性夹紧方法、耐用的切削工具、先进的冷却系统和精确的伺服驱动。它能以更高的进给量一次加工更多的材料,同时保持表面光洁度。HSM 还采用了高速粗加工和高效深孔钻等技术,可显著缩短复杂零件的加工周期。
影响周期时间的因素以及如何改进这些因素
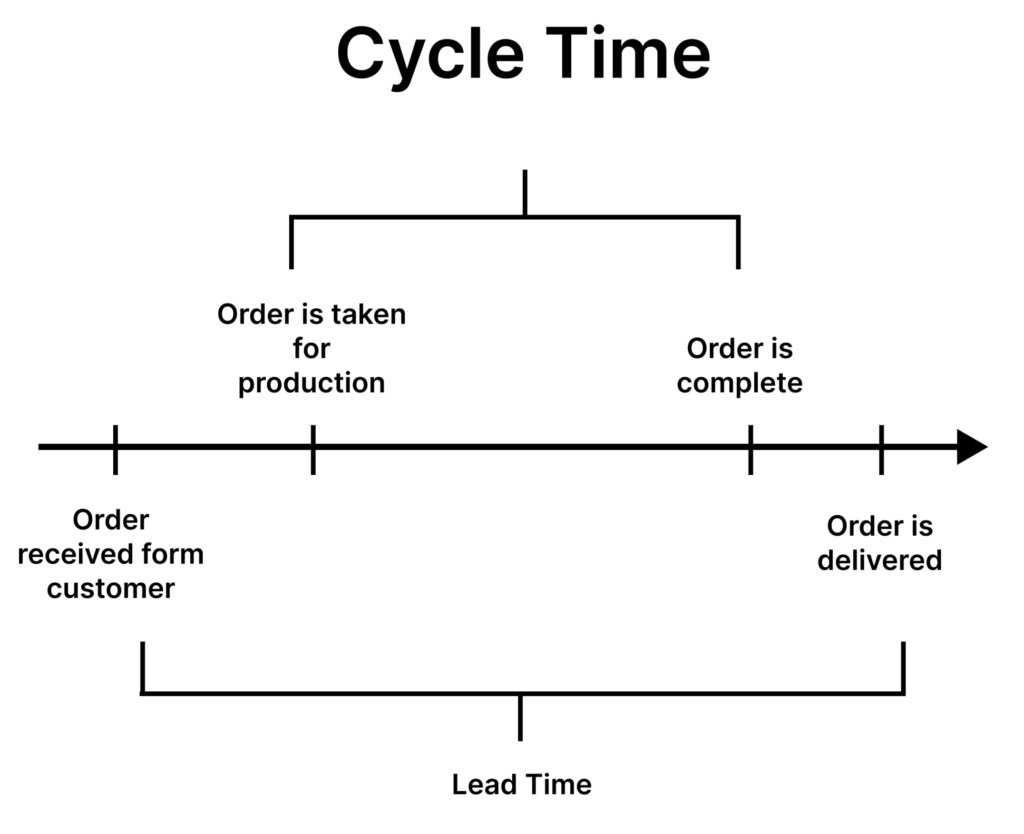
影响周期时间的几个关键因素如下 数控加工技术.通过优化和机器/工艺升级来解决这些因素,可以大大缩短完成一个零件运行所需的时间。
工具选择和几何形状
所使用的工具对循环时间性能有重大影响。涂层更耐用的刀具在需要更换前的使用寿命更长,从而减少了非切割时间。刀具几何形状也有影响--轴向刚性更强的刀具进给率更高,而特殊形状(如球头切削)的刀具可以更快地加工复杂轮廓。可转位刀片的成本低于整体硬质合金,但需要更多的设置时间。适合工作的刀具至关重要。
刀具材料也会影响循环时间。陶瓷和多晶金刚石刀具可以更快地去除铬镍铁合金等硬质金属上的材料,同时保持边缘强度。对于难以加工的 合金 喜欢 钛此外,专门的涂层硬质合金牌号还能延长磨损寿命。使用专为特定材料和工艺定制的先进刀具材料,可以缩短整个加工周期。
刀柄也需要考虑。带有热收缩接头的优质刀柄具有更高的刚性,可实现更高的进给和速度。与带螺纹的刀柄相比,弹簧夹头更换刀具的速度更快。自动刀具测量和设置系统可最大限度地减少非切割更换时间。为特定车间选择理想的刀具系统有助于优化切削性能。
材料选择
所选工件材料决定了可实现的数控加工方案参数和刀具寿命。更难加工的合金需要更锋利的刀具、更保守的进给/速度,并且会迅速产生热量/磨损。磨蚀性较低的材料可实现更大胆的切削和更高的金属去除率,从而缩短加工周期。在可能的情况下,改用更易加工的等效合金或复合材料可显著缩短加工时间。
通过退火、正火或表面涂层对工件进行预处理也会影响加工周期。退火处理后的材料较软,切割速度较快,但尺寸稳定性可能较差。淬硬工件的切割速度较慢,但公差更小。氮化或 PVD 涂层表面具有抗磨损/耐磨性,可延长工具寿命和提高参数稳定性。总之,材料的选择要兼顾所需的性能和加工性能对循环效率的影响。
机器能力和技术
机床本身的性能决定了最大的金属切削性能。刚性更强、热变形更小的机床可实现更高的切削速度,而不会影响质量或刀具寿命。功能更强大的伺服驱动器可提供快速的移动速度,从而将特征之间的非切割时间缩短到最短。
多任务数控加工解决方案可同时进行车铣操作,从而融合工序并节省设置时间。实时刀具旋转轴可实现复杂的五轴切割。更长的主轴可在内部处理超大工件,而无需外部夹具。更大的工作包络面减少了重复夹具。主轴转速高达 20,000 rpm,实现了高速加工技术。
整合最新的机器技术,如集成 机械手 通过零件处理和自动刀具测量,可实现全天候无人值守操作。机床的选择影响着车间缩短加工准备时间和最大限度地提高刀具/机床利用率的效率。升级到先进的功能系统可以缩短加工周期。
切削参数优化
通过对技术的详细了解,可以针对每个独特的工件、材料和刀具组合,采用适当的速度、进给量、切削深度和切削技术。较慢的切削速度可延长刀具寿命,而较快的参数则可在可接受的质量范围和刀具容量内最大限度地去除材料。通过加工试验和模拟软件找到最佳平衡点,可消除非生产性切削并缩短加工周期。
不断监测和调整可完善技术。新的刀具等级可允许更大胆的进给。工件预处理可减少对持续冷却剂/润滑剂的需求。修改起始深度、跨步和切割模式可简化路径。使用最新的 CAM/CAD 软件 在先进的机器上,同步操作可以高效地安排流程。经过仔细评估和改进,周期时间已接近其物理极限。
总之,对数控加工解决方案周期性能影响最大的因素涉及刀具选择、工件材料选择、机床技术以及通过测试确定最佳切削参数。在这些方面进行有针对性的改进,有助于在许多应用中将交付周期缩短多达 50% 或更多。
通过数控加工提高表面光洁度

达到所需的表面光洁度是以下工作的关键目标 数控机床的用途.影响最终零件表面的因素很多,优化这些方面可提高表面质量。
刀具路径策略和技术
用于加工特征的刀具路径会影响加工效果。传统的平行切削会留下脊痕,而螺旋/之字形切削路径则能最大限度地减少脊痕。两次加工之间的步距越小,峰谷测量值就越小。与 2.5D 加工相比,3D 和第 4 轴联动 CNC 加工解决方案可根据真实轮廓加工出更好的表面。
高速粗加工刀具可为最终精加工刀具留下更多材料,避免过度加工。轮廓铣削比区域铣削更能保持锋利的边缘。中断切削以避免停留痕迹,可提高问题点的光洁度。表面标准也决定了合适的策略,如形状与轮廓公差切削。
刀具几何形状和涂层
刀尖几何形状的选择考虑了特征和所需表面。球头和半径刀头能自然地平滑轮廓。具有可变节距或螺旋角的铣刀可优化表面平整度。涂层硬质合金具有最佳的磨损和摩擦特性,可减少摩擦和颤动痕迹。
特定的涂层类型可进一步提高效果。类金刚石碳涂层的使用寿命更长,可实现稳定的光洁度。TiAlN 在较低进给量时光滑,而 TiCN 在较高进给量时效果良好。多层涂层兼具韧性和润滑性。新型 PVD 工具中的复杂冶金工艺优于前几代产品。
切削参数和冷却液应用
速度和进给率、DOC 和冷却液控制都会影响表面完整性。速度越低,振动越小,边缘越清晰。较浅的深度可防止涂抹或摩擦。大量冷却液可快速冲洗切屑,而不会对表面造成压力。最小量润滑可在刀具-工作界面形成一层保护液膜。
后期处理方法
机加工决定了整体表面质量,而某些后加工步骤则进一步细化了表面质量。 表面处理.轻微珩磨或抛光可压缩峰值,使铺设更平滑。振动光饰或滚筒光饰可去除毛刺和波纹。手工刮削和研磨可去除自然表面粗糙度,在某些应用中可实现 Ra 1 μm 以下的精细抛光。在公差要求的情况下,采用这些额外的抛光步骤可实现数控机床无法实现的表面效果。
通过了解工具、数控加工解决方案的机械原理以及各种工艺调整的输出,制造商可以从数控设备中拨出尽可能光滑的表面,以满足最严格的质量和美学要求。通过这些方法的优化,即使是模具钢或超合金等难以切割的材料也能实现近乎完美的表面效果。
整合自动化和人工智能,提高效率

为了最大限度地提高 优化数控加工如今,越来越多的制造商开始采用集成自动化和人工智能系统。这些技术可以优化整个数控加工解决方案流程的效率。
材料处理和工具更换自动化
手动装载原材料和卸载成品非常耗时。自动导引车 (AGV) 或天车可简化机器和存储区之间的物料流。机械臂可加快夹具安装和零件放置。自动刀具数控加工解决方案更换器(ATC)无需操作员参与即可更换刀具,从而减少非生产停机时间。集成这些自动化组件可消除瓶颈。
机器监控和数据分析
先进的控制装置可持续收集有关参数、工具寿命周期、循环时间、用电量、振动等方面的运行数据。与云连接的设备可上传这些实时信息以供分析。远程监控可对温度逐渐升高等问题发出警报。性能仪表盘可帮助比较不同班次和不同机器的产出,以确定优化机会。数据挖掘可发现相关性,从而预测和预防未来的故障。
通过人工智能和机器学习实现预测性维护
模式识别软件可对收集到的数据进行长期分析。它能检测到待处理部件磨损或机械偏移的细微迹象。人工智能驱动的模型不断学习每台机器的独特行为和维护历史。它们会预测剩余使用寿命,以便及时进行预防性维护,避免意外故障。规定性通知建议采取具体的纠正措施。
随着物联网技术带来的数据量呈指数级增长,机器学习算法将获得更加精确的预测能力。预测性维护与自动执行维修的机器人技术相结合,旨在最大限度地减少人工干预,最大限度地提高正常运行时间的可靠性。将自动化系统、数据收集方案和 AI/ML 工具 正在将数控加工解决方案业务转变为高效的智能工厂。
进一步提高生产率的新兴技术
增材制造集成
整合 三维打印 与 CNC 技术相结合,可按需制作原型和生产复杂的几何形状,这是传统加工无法实现的。它通过多功能零件设计实现了大规模定制。
先进的机器平台
新一代数控平台可提供 30+ 轴运动、多主轴功能、集成添加/减量工作流程和自主能力,将从根本上提高效率。硬质合金嵌件 MIM 工具和医用级合金等新材料将扩大应用范围。协作机器人技术提供了工作灵活性。大功率激光和水刀开辟了更多的数控加工解决方案领域。创新的步伐继续以指数级的速度重塑制造业。
结论
数控加工解决方案行业在不断发展,通过技术进步和改进工艺来提高生产率。在优化周期时间、最大限度地提高资产利用率、提高零件质量和最大限度地降低运营成本方面存在着许多机会。
随着制造业准备进一步向工业 4.0 转型,积极拥抱创新的数控加工解决方案车间将在这一不断变化的环境中茁壮成长。那些通过严格评估和应用新兴解决方案来优化流程效率的企业将在缩短交付周期、降低单件成本、加强质量控制和最大限度延长资产寿命方面获得最大收益。这将推动未来在加工车间和生产环境中取得成功。
常见问题
问:对周期时间影响最大的因素是什么?
答:刀具路径策略和切削参数优化可显著缩短周期时间。
问:自动化能在多大程度上提高生产率?
答:将装载/卸载等非切割任务自动化,可将生产率提高到 30%。集成机器人技术和自主功能可进一步提高生产率。
问:什么新兴技术最有前途?
答:集成了增材制造和减材制造工艺、提供 30 多轴运动控制和自主功能的先进机器平台将改变制造业。
问:数据分析如何提供帮助?
答:通过人工智能收集机器数据并应用预测分析技术,可以在停机前预防停机,提高设备的整体效率。
问:精度可以达到什么水平?
答:采用正确的加工策略和后置处理程序,数控加工解决方案可实现低于 1 微米 Ra 的表面光洁度,以满足非常苛刻的公差要求。





