İçeriğe geç
İçeriğe geç 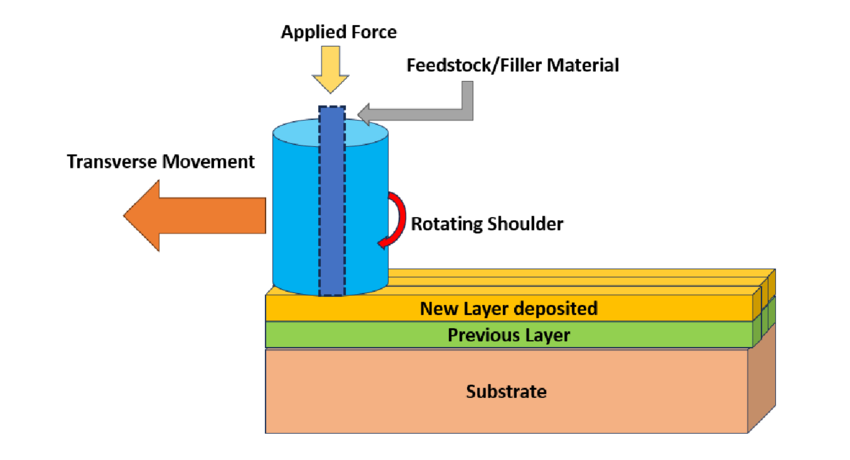
Yüzey modifikasyonu ve onarımı için katkılı sürtünme karıştırma işlemenin (AFSP) potansiyelini keşfedin. Sağlam, yüksek performanslı malzemeler oluşturmada AFSP'nin temel süreçlerini, faydalarını ve yeni ortaya çıkan uygulamalarını keşfedin.
Geleneksel birleştirme stratejileri ile karşılaştırıldığında, sürtünme karışımı işleme, son teknoloji yüzey malzemelerinin harmanlanması için kontaminasyonsuz, enerji açısından verimli bir yol olarak önemli avantajlar sunmaktadır. Bu makale, ilave madde ızgara karışımı işleme veya ilave sürtünme karıştırma işleme olarak bilinen temas karışımı işlemenin bir emanant varyasyonu ile maliyetini yöneten devam eden durumu ve değerli açık kapıları incelemeyi amaçlamaktadır. AFSP sisteminin kısa bir taslağı ve ilk olarak temel standartlar tanıtılmaktadır.
Katkılı Sürtünme Karıştırma İşlemi: Yüzey Modifikasyonu ve Onarımı
Makale, katkılı sürtünme karıştırma işlemine (AFSP) ve malzeme yüzey mühendisliğindeki önemine genel bir bakış sağlayan bir Giriş ile başlamaktadır. Ardından, işleme prosedürünü, temel işlem sınırlarını ve takım tasarımını kapsayan Katmanlı Sürtünme Karıştırma Tekniği detaylandırılmaktadır. Ardından, işlenen bölgedeki tane inceltme, etkileşim sınırlarının taneler üzerindeki etkisi ve takım geometrisinin rolünü tartışarak Mikroyapı İyileştirme konusuna odaklanılmaktadır.
Izgara karışımı işleme, malzeme yüzey tasarımı uygulamaları için aşamalı olarak kullanılan yüksek düzeyde güçlü bir durum oluşturma stratejisidir. yenilikçi tekniği mikro yapıları geliştirir, kompozit takviyeleri entegre eder ve çeşitli uygulamalar için üstün aşınma direnci sunar. havacılık ve uzay ve otomotiv Endüstriler. Yüksek sıcaklıklarda kısıtlı aşırı plastik şekil değiştirme standartlarından yararlanarak, ızgaralı karışım kullanımı, destekleyici partiküllerin saçılmasının yanı sıra yakın yüzey mikro yapılarının belirlenmiş ayarını güçlendirir. Bu da metal yüzeylere aerodinamik özellikler kazandıran yeni kompozit katmanların oluşturulmasını sağlar.
Bunu takiben, mikroyapısal iyileştirmeyi etkileyen temel perspektifler, kompozit destek birleştirme metodolojileri ile birlikte incelenmektedir. Seramik ve karbon partikülleri ile desteklenmiş metalik bileşikler içeren katkılı sürtünme karıştırma işlemi ile üretilen çerçeveler gözden geçirilmektedir. Son olarak, eklenen madde ızgaralı karışım işlemenin umut verici bir potansiyel sergilediği yüzey değişikliği ve malzeme düzeltmeye odaklanan gelişmekte olan uygulamalar yer almaktadır.
Eklenen madde Öğütme Karışımı İşleme Stratejisi
Taşıma Prosedürü
Katkılı madde öğütme karışımı işleme katkılı sürtünme karıştırma işlemi (AFSP), ızgara karışımı standartları ışığında güçlü bir durum işleme yöntemidir kaynak tekni̇kleri̇. AFSP'de, bir pim ve omuza sahip sarf malzemesi olmayan bir cihaz döndürülür ve işlenecek malzemeye daldırılır. Dönen omuz ve iş parçası arasındaki etkileşim noktasında sürtünme yoğunluğu üretilir ve malzemenin sınırlı plastikleşmesi sağlanır. Aletin pimi, destekleyici partiküllerin karışmasını ve dağılmasını sağlamak için plastikleştirilmiş malzemeyi karıştırır.
Bu işlem malzemenin çözünme noktasının altında gerçekleşir, böylece sıvı aşaması döngüleriyle ilgili istenmeyen etkiler, örneğin gözeneklilik ve kalıcı gerilmeler uzak tutulur. AFSP, geleneksel yüzey ayarlama yöntemlerine göre avantajlar sunar; örneğin, kademe değişiklikleri olmadan ısı girişi üzerinde hassas komuta. Cihaz, belirli bölgelere odaklanılacak şekilde örneklerde alt tabaka üzerinde çaprazlanabilir. Bu, malzeme yüzeylerinde son işlem ve tasarım yapılmasını sağlar.
Süreç Sınırları
İşlenen malzemenin özellikleri ve nitelikleri yüzey bitirme katkılı sürtünme karıştırma işlemi sırasında kullanılan sınırlara kesin olarak bağlıdır. Kontrol edilebilir temel sınırlar cihazın pivot hızını, cihazın çapraz hızını, uygulanan göbek kuvvetini, cihazın eğim noktasını ve cihaz piminin dalma derinliğini içerir. Bu sınırlar, cihaz iş parçası arayüzündeki yoğunluk yaşını ve malzeme şekilsizliğinin hızını etkiler. Dönüş hızı sürtünme yoğunluğu yaşını etkilerken, çapraz hız ısı saçılımını ve malzeme akış hızını kontrol eder. Göbek kuvveti, aleti alt tabakaya karşı sabit tutar. Bu sınırların uygun şekilde ayarlanması, gelişmiş özelliklere sahip hatasız yüzeyler elde etmek için gereklidir.
Enstrüman Planı
Katkı sürtünme karıştırma işleme aletinin planı, özellikle de omuz ve pim, aynı şekilde kullanım sonuçlarını etkiler. Daha büyük omuz mesafeleri, ısı yaşı için temas bölgesini artırır, ancak aynı şekilde aparat gerilimlerini de azaltabilir. Dizili, yivli veya özellikli planları içeren pim profilleri, basit namlu şeklindeki pimlerin aksine daha gelişmiş malzeme aracıyla çalışır. Alet omuzları, gerilimleri yoğunlaştırmak için parşömen veya spiral örnekler gibi profillerle planlanabilir. H13 çelik veya tungsten karbür gibi yüksek mukavemet, kırılma dayanıklılığı ve aşınma engeline sahip alet malzemeleri, ek sorunlu malzemelerin işlenmesine izin verir. Alet konfigürasyonu, alt tabaka malzeme özellikleri ve varsa destek artırımları göz önünde bulundurularak düzenlenmiştir.
Mikroyapı İyileştirme
İşlenmiş Bölgede Tane İyileştirme
Katkılı sürtünme karıştırma işlemi sırasında, aşırı Plastik çeşitleri cihaz omzunun altındaki iş parçası malzemesine verilir. Malzeme, cihaz iş parçası arayüzüne yakın olarak yaşanan yüksek sıcaklıklarda bu aşırı plastik deformasyona maruz kaldığında, tanelerin dinamik yeniden kristalleşmesi gerçekleşir. Bu, altta yatan kaba taneli mikro yapının, karışım bölgesinde daha iyi, eş eksenli bir tane yapısına dönüşmesine neden olur. Aşırı plastik bozulma hızı ve yoğunluk yaşı, çeşitli derecelerde mikroyapı iyileştirmesi sağlamak için AFSP sınırları aracılığıyla kontrol edilebilir. Daha yüksek dönme hızları, eksenel yükler ve çapraz hızlar, yükseltilmiş malzeme aracı ve elde edilen daha yüksek homolog sıcaklıklar nedeniyle daha kayda değer benzersiz yeniden kristalleşmeyi destekler.
Etkileşim Sınırlarının Taneler Üzerindeki Etkisi
Karışım bölgesinde elde edilen tane boyutu kesin olarak seçilen AFSP sınırlarına bağlıdır. Çalışmalar, daha yüksek cihaz dönüş hızlarının, daha fazla sürtünme yoğunluğu yaratarak, daha yüksek sıcaklıklarda tane gelişimi için daha kayda değer bir şans nedeniyle daha büyük yeniden kristalize tanelerle sonuçlandığını göstermiştir. Tersine, cihazın daha yüksek çapraz hızları daha hızlı soğuma oranlarına yol açar ve tane gelişimini zorunlu kılar, sonuç olarak daha iyi tane boyutları ortaya çıkarır. Ayrıca, göbek kuvveti, pim profili ve geçiş sayısı gibi proses faktörleri de plastikleşme ve yeniden kristalleşme derecesini ve dolayısıyla AFSP ile işlenmiş yüzeylerdeki son tane özelliklerini etkiler.
Donanım Matematiği İşi
V cihazının katkılı sürtünme karıştırma işleme matematiği, ısı yaşı ve malzeme akışı iletimi üzerindeki sonuçlarına atfedilebilecek şekilde, gerçekleştirilen tane yapısını tamamen etkiler. Omuzlar arasındaki daha büyük mesafe, işleme sırasında ısı girişi için temas yüzeyini artırır. Bununla birlikte, bu aynı şekilde zaman zaman deformite gelişimini de artırabilir. Telli veya nefesli gibi profillere sahip enstrüman pimleri, temel tüp şeklindeki pimlere kıyasla daha iyi plastikleştirilmiş malzeme aracı ile çalışır ve yeniden kristalleşmeyi iyileştirir. Bir aletle çok sayıda geçiş, her geçişte toplanan ciddi plastik büküm nedeniyle taneleri ek olarak rafine edebilir. Genel olarak, belirli alt tabaka-destek çerçevesi için özel olarak takılmış aerodinamik cihaz konfigürasyonu, AFSP sırasında mikroyapı değişikliğinin tam derecesini anlamak için temeldir.
Yüzey Değiştirme ve Kompozit Üretimi
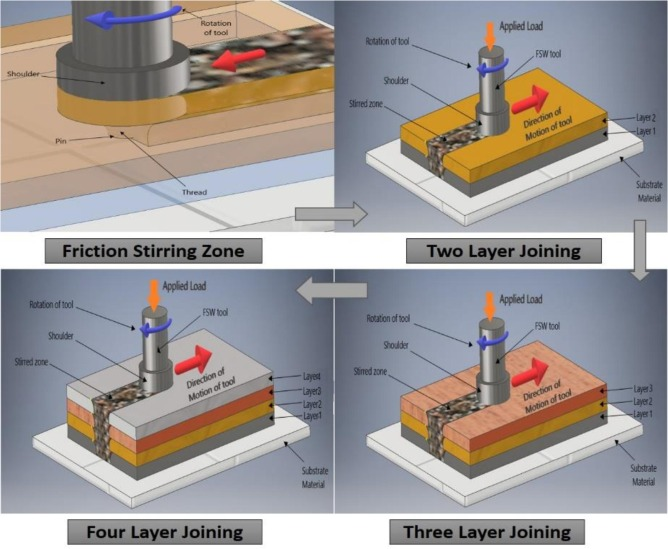
Destek Sigorta Teknikleri
Katmanlı sürtünme karıştırma işlemi kullanılarak yüzey kompozitlerinin oluşturulması için, destek parçacıklarının alt tabaka malzemesi içinde sunulması ve yayılması gerekir. Normal teknikler, alt tabakada işlenmiş olukların doldurulmasını içerir yüzey bitirme işlemleri elleçlemeden önce partikül desteği ile. Öte yandan, görme engelli açıklıklar veya çukurlardan oluşan bir organizasyon tahkimatlarla yüklenebilir. Karık doldurma tekniği, doldurulan çentik AFSP sırasında karıştırılarak kapatıldığı için destek genişlemesinin en kayda değer ölçüsüne izin verir. Destek kaplamalarının alt tabaka yüzeyine doğrudan yapıştırılması veya sıçratılması başka bir yöntemdir, ancak düzgün dağılımın sağlanması zor olabilir. Kullanılan destek sigortası yöntemi, çentik yönleri, molekül nitelikleri ve belirlenen kompozit özellikleri gibi faktörlere dayanır.
Oluşturulan Çerçeveler
Çok çeşitli alt tabaka-destek çerçeveleri, Katmanlı Sürtünme Karıştırma İşlemi kullanılarak yüzey kompozitleri halinde üretilmiştir. Magnezyum ve alüminyum kompozitler, hafiflikleri ve mekanik özellikleri nedeniyle genellikle normalde alt tabaka olarak kullanılır. Güçlendirmeler, sertliği ve aşınma engelini artıran alümina ve silika gibi ateşlenmiş oksitleri içerir. Silisyum karbür gibi karbürler ve metal karbürleri değiştirmek mukavemeti artırır. Magnezyum kombinasyonlarındaki yaygın olmayan toprak partikülleri çerçeve tanelerini rafine eder. Grafen ve karbon nanotüpler gibi karbon nanoyapılar güçlü yağ ve elektrik iletkenliği sağlar. Çeşitli tahkimatların çapraz cins karışımları da aynı şekilde araştırılmaktadır.
Kompozitlerle İlgili Yaklaşımların Özellikleri
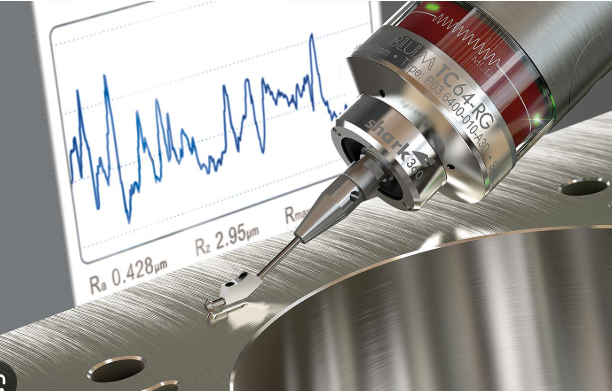
Katkılı sürtünme karıştırma işleme yüzey kompozitlerinin özellikleri, destekleyici partiküllerin düzgün bir şekilde dağılması ve tutulmasının yanı sıra alt tabaka mikro yapısında gerçekleştirilen tane inceltme işleminden önemli ölçüde etkilenir. Daha az partikül gruplaşması veya bağlantı noktası terklerinin yanı sıra daha iyi, daha homojen taneler, güçlendirilmemiş alt tabaka malzemesine kıyasla daha gelişmiş sertlik, mukavemet ve aşınma engeli anlamına gelir. Sınırlar ki mikro yapıyı yükseltme Daha yüksek cihaz dönme hızları veya çok sayıda işleme geçişi gibi değişiklikler bu şekilde daha yüksek özellik gelişimini destekler. İlerleme seviyesi ayrıca seçilen partiküllerin doğal özelliklerine ve biriktirme kapasitesine de bağlıdır.
Malzeme Sabitleme Uygulamaları
Hacim Düzeltme
Ek madde ızgaralı karışım kullanımı, metalik tasarımlar ve parçalardaki hacimsel deformasyonların düzeltilmesi için garanti gösterir. Daha önceki montaj döngüleri sırasında ortaya çıkan kırılmalar, aşınma hasarı veya kusurların bıraktığı eksikliklerin telafi edilmesi, temel saygınlığın yeniden tesis edilmesine yardımcı olabilir. Temel uçak ve araba kombinasyonlarındaki anahtar delikleri ve kalınlık boyunca kırılmalar, katkılı sürtünme karıştırma işleminden yararlanarak düzeltmeye odaklanır. Kalıcı malzeme genleşme modu ve çapraz yollar üzerindeki gelişmiş hakimiyet, katkılı sürtünme karıştırma işlemini sabit tapa tabanlı sabitleme yöntemlerinin aksine bu tür uygulamalar için uygun hale getirir.
Yüzey Aşınma Muhalefeti
AFSP, aşınmaya meyilli malzemelerin iyileştirilmesi için aşamalı olarak uygulanmaktadır. sıvı metal malzemeler ve kombinasyon yüzeyler. Desteklenen kompozit katmanlar, alt tabakalardan erozyona ve kazınmış noktalara karşı koruma sağlar. Katmanlı Sürtünme Karıştırma İşlemi kullanılarak üretilen sert partikül içeren yüzeyler, basınç tahrikli odalar ve araç temas yastıkları gibi uygulamalarda daha düşük sürtünme ve aşınma gösterir. AFSP ile yüzey düzeltme ve yeniden kaplama, parça aşınmasını engelleyerek potansiyel yardım ömürlerini uzatır. Bu, aşırı tribolojik koşullara maruz kalan modern cihazlar, motorlar ve temeller için cazip olanaklar sunar.
Sonuç
Sonuç olarak, ilave madde erozyon karışımı kullanımı, metal alt tabaka mikro yapılarının kontrollü değişimini ve desteklenen kompozit yüzey katmanlarının oluşturulmasını güçlendirmek için esnek ve parasal açıdan değerli güçlü bir durum yöntemi olarak ortaya çıkmıştır. Izgara karışımı işlemenin bu son teknoloji varyasyonu, amalgam ve parça tasarımının saha düzeltmesindeki halihazırda taşınmaz zorlukları ele almak için kalıcı malzeme genişlemesinin faydalarını kullanır.
Alet matematiği, dönme hızı ve çapraz besleme gibi ilgili işlem sınırlarının iyileştirilmesi, farklı alt tabaka destek çerçevelerinde yüzey özelliklerini tamamen uydurmak için katkılı sürtünme karıştırma işleminin gerçek kapasitesini açmak için inanılmaz şanslar sunar. Genel olarak, eklenen madde ızgaralı karışım işleme alanları, artan, sınırlı mikroyapısal arıtma ve sadece uyumsuz ciddi plastik bozulma yoluyla elde edilebilen partikül birlikteliklerinin kötüye kullanılması yoluyla güçlü, üstün performanslı yüzey malzemeleri tasarlamak için güç gösterir.
SSS
S: Izgaralı karışım kaynağı ile sürtünmeli karışım kullanımı arasındaki hayati fark nedir?
C: Temas karışım kaynağı, karşılaştırmalı veya benzersiz malzemeleri bir araya getirmek için kullanılırken, erozyon karışım işlemi birleştirme olmadan bir malzemenin mikro yapısını ve özelliklerini değiştirir.
S: Eklenen madde erozyon karışımı kullanımı düzenli olarak hangi sıcaklık aralığında gerçekleşir?
C: Çoğu alüminyum kombinasyonu için, katkılı sürtünme karıştırma işlemi malzemenin çözünme noktasının 0,6-0,9 katı kapsamında gerçekleşir, bu da gözeneklilik ve kalan yükler gibi sıvı aşaması işlemeyle ilgili sorunları ortadan kaldırır.
S: Eklenen madde temas karışımı kullanımı sırasında destek konsolidasyonu nasıl gerçekleşir?
C: Tahkimatlar genellikle taşıma öncesinde alt tabaka yüzeyinde işlenen bölümlerin veya açıklıkların doldurulmasıyla sunulur. Alet geçerken, tahkimatlar plastikleştirilmiş ızgara malzemesinin içine karışır ve dağılır.