 İçeriğe geç
İçeriğe geç 
Elektron ışını ergitme (EBM), karmaşık metal bileşenlerin üretimi için umut vaat etmektedir, ancak süreç bilgisindeki boşluklar benimsenmeyi yavaşlatmıştır. Bu kılavuz, toz özelliklerini, termal modellemeyi, parametre etkilerini ve endüstriyel kullanım durumlarını inceleyerek EBM'nin gizemini çözmektedir. Malzeme özelliklerinin, simülasyonun ve üretim iyileştirmesinin daha iyi anlaşılması, bu uzmanlık alanını optimize etmenin anahtarıdır. 3D baskı tekniği
Elektron Işını Ergitme Süreci için Kritik Metal Tozu Özellikleri
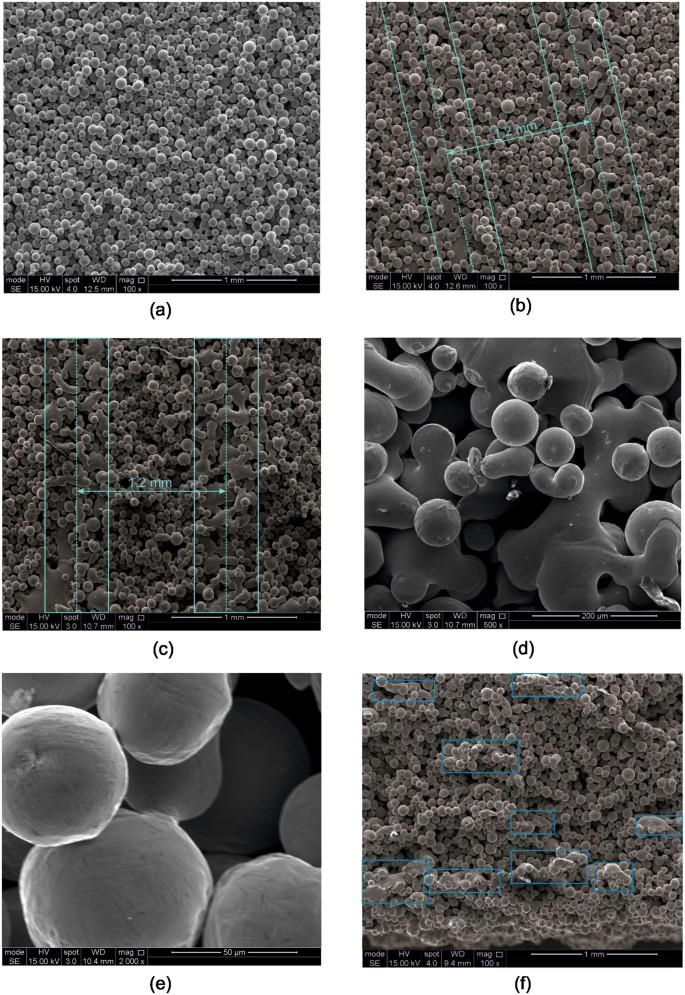
Hammadde tozu, her yeni katmanı oluşturmak için elektron ışını kullanılarak seçici olarak eritildiğinden, Elektron Işını Eritme işleminde önemli bir rol oynar. Eritme başlamadan önce toz, birlikte sinterlenmesine neden olan bir ön ısıtma adımına tabi tutulur. Bu sinterleme işlemi parçacıkları birbirine bağlar ve aralarında boyunlar oluşturur. Sinterleme davranışını anlamak için araştırmacılar önceden ısıtılmış Ti-6Al-4V tozunu mikroskopi kullanarak değerlendirdi. Taramalı elektron mikroskobu, parçacıklar arasında çapı 1 ila 10 mikrometre arasında değişen boyunlar oluştuğunu ortaya çıkardı. Daha ileri analizler, tozun katı alaşımın mikro yapısına benzeyen, hem alfa hem de beta fazları içeren bir sepet örgüsü mikro yapısına sahip olduğunu buldu.
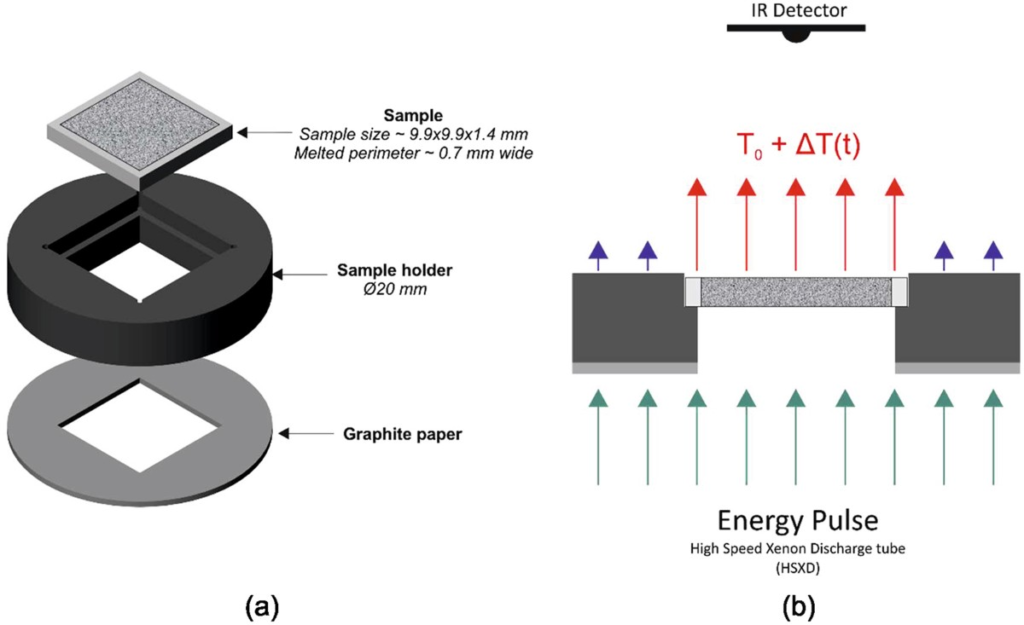
Ek testlerde toz gözeneklilik seviyeleri ve termal özellikler incelenmiştir. Toz numuneler elektron ışını eritme kullanılarak üretilmiş ve daha sonra mikro-BT kullanılarak taranmıştır. Sonuçlar, numuneler boyunca yaklaşık 50%'lik bir gözeneklilik olduğunu göstermiştir. Termal iletkenlik de değişen sıcaklıklarda ölçülmüştür. İlginç bir şekilde, toz, katı Ti-6Al-4V'den önemli ölçüde daha düşük iletkenlik göstermiş ve değerler yaklaşık dörtte biri kadar büyük olmuştur. Özellikle, iletkenlik oda sıcaklığında 0,63 W/mK olarak bulunmuş, 750 santigrat derecede 2,44 W/mK'nın altına yükselmiştir. Bu bulgular önemli toz özelliklerinin karakterize edilmesine yardımcı olmuştur.
Sinterleme davranışının anlaşılması, EBM sırasında toz ön işlemeye ilişkin içgörü sağlamıştır. Gözeneklilik ve termal iletkenliğin ölçülmesi, EBM eritme sürecini simüle etmek için kritik olan termal modellerin geliştirilmesine yardımcı olmuştur. Genel olarak, toz niteliklerinin doğru bir şekilde temsil edilmesi, bu gelişmekte olan teknolojinin gizemini çözmek için hayati önem taşıdığını kanıtlamıştır. 3D baskı teknolojisi.
EBM Tozlarının Termal İletkenliği
Araştırmacılar, elektron ışını eritmede kullanılan Ti-6Al-4V tozunun termal iletkenliğini özel olarak ölçmek için adımlar attı. Bu, hem katı hem de toz bölgeleri içeren numuneler üretilerek yapıldı. metal 3D baskı süreci. Testler daha sonra toz bölümleri içindeki iletkenliği izole etmiştir.
Sonuçlar toz iletkenliğinin katı titanyum alaşımından çok daha düşük olduğunu gösterdi. Oda sıcaklığında, toz iletkenliği 0,63 W/mK olarak ölçüldü - yoğun Ti-6Al-4V'nin sadece dörtte biri. Daha yüksek sıcaklıklarda bile iletkenlik katı muadiline kıyasla düşük kalmıştır. Sıcaklıklar 750°C'ye yükseldikçe toz iletkenliği bir miktar artmış ancak 2,44 W/mK civarında zirveye ulaşmıştır.
Bu veriler, tozların katı metale göre ısıyı aktarma kabiliyetinin önemli ölçüde azaldığını doğrulamıştır. Düşük iletkenlikleri muhtemelen toz üretimi sırasında ortaya çıkan doğal gözeneklilikten kaynaklanmaktadır. Bu tür düşük termal özelliklerin EBM eritme sürecini simüle ederken sonuçları vardır.
Termal Modelleme Kullanarak EBM Sürecinin Simülasyonu
Elektron ışını eritme sırasındaki termal olayları daha iyi anlamak için araştırmacılar bir sonlu eleman modeli oluşturdu. Bu simülasyon yaklaşımı, parçalar arasındaki sıcaklık dağılımının incelenmesine olanak sağladı. Sıcaklıkla değişen malzeme özellikleri ve elektron ışınından gelen ısı akısı gibi temel faktörler hesaba katılmıştır. Özellikle model, ışın ısıtmasını Gauss dağılımına dayalı olarak enerji salan konik bir ısı kaynağı olarak ele aldı. Sonlu eleman analizi daha sonra sanal ışın bir parçayı katman katman tararken zaman içindeki sıcaklık değişikliklerini hesapladı. Silico'da çeşitli üretim ayarları test edilmiştir.
Güç, çap ve hız gibi ışın parametreleri, eriyik havuzu boyutu üzerindeki etkilerini analiz etmek için değiştirildi. Beklendiği gibi, daha yüksek güç ve daha yavaş tarama erimiş bölgeyi genişletti. Bu arada, daha geniş bir ışın çapı kullanmak eriyik havuzlarını yanal olarak sıkıştırmış ancak derinlikleri azaltmıştır. Doğruluğu ölçmek için simülasyon tahminleri deneysel sonuçlarla karşılaştırıldı. Ölçümler, imal edilen numunelerden gerçek eriyik havuzlarının ölçülmesini içeriyordu. Güven verici bir şekilde, model tarafından öngörülen eriyik havuzu boyutları genellikle fiziksel gözlemlerle uyumludur. Sapmaların ortalaması 32% civarında olup simülasyonun temel termal olayları temsil etme kabiliyetini doğrulamaktadır.
Genel olarak, bu modelleme çalışması EBM'nin altında yatan termal sürecin anlaşılmasındaki boşlukları doldurmuştur. Doğrulanan simülasyon, üretim ayarlarını optimize etmek ve çeşitli tasarım veya malzeme değişikliklerinden kaynaklanan termal etkileri araştırmak için kullanışlı bir araç sunmaktadır.
Tarama Hızının EBM Süreci ve Parça Üzerindeki Etkileri
Hız fonksiyonu adı verilen önemli bir üretim parametresi, tarama sırasında elektron ışını erime hızını etkiliyor. Araştırmacılar, etkileri ölçmek için farklı hız fonksiyonu endekslerini denediler.
Daha yüksek indeksler daha hızlı ışın hareketine karşılık geliyordu. Bu, üretim sürecini hızlandırdı ancak kirişin her konumda daha az zaman geçirmesi nedeniyle enerji girdisini azalttı. Sonuçlar, artan indekslerle birlikte daha pürüzlü yüzeyler ve daha büyük beta taneleri göstermiştir.
Sıcaklık okumaları tarama hızının etkilerini daha da ortaya çıkarmıştır. Endeksler yükseldikçe ve hız arttıkça 2700°C civarındaki tepe sıcaklıkları düşmüştür. Elektron ışını erimesi daha hızlı tarama, enerji yoğunluğunu zayıflatarak ulaşılan sıcaklıkları düşürdü. Bu tarama hızı etkilerinin karakterize edilmesinin değerli olduğu kanıtlanmıştır. Hız fonksiyonu değişikliklerinin termal koşulları ve sonuçta ortaya çıkan mikro yapıları nasıl değiştirdiğini anlamak, bu önemli üretim değişkeninin optimize edilmesini sağlar.
Termografi Kullanarak EBM Sırasında Sıcaklıkların Ölçülmesi
Araştırmacılar, bir elektron ışını eritme sistemindeki sıcaklıkları tahribatsız bir şekilde izlemek için yakın kızılötesi termal görüntüleme kamerası kullandılar. Görüntüleyicinin hassasiyeti, ön ısıtma, kontur eritme ve iç kapak taraması gibi farklı üretim adımlarının görselleştirilmesini sağladı.
Termal görüntülerin uzamsal çözünürlüğü yatay olarak piksel başına 46,8 μm ve dikey olarak piksel başına 66,2 μm olarak belirlenmiştir. Her bir aşamanın video çekiminden, ışın yolu boyunca ortalama sıcaklık profilleri oluşturulabilir.
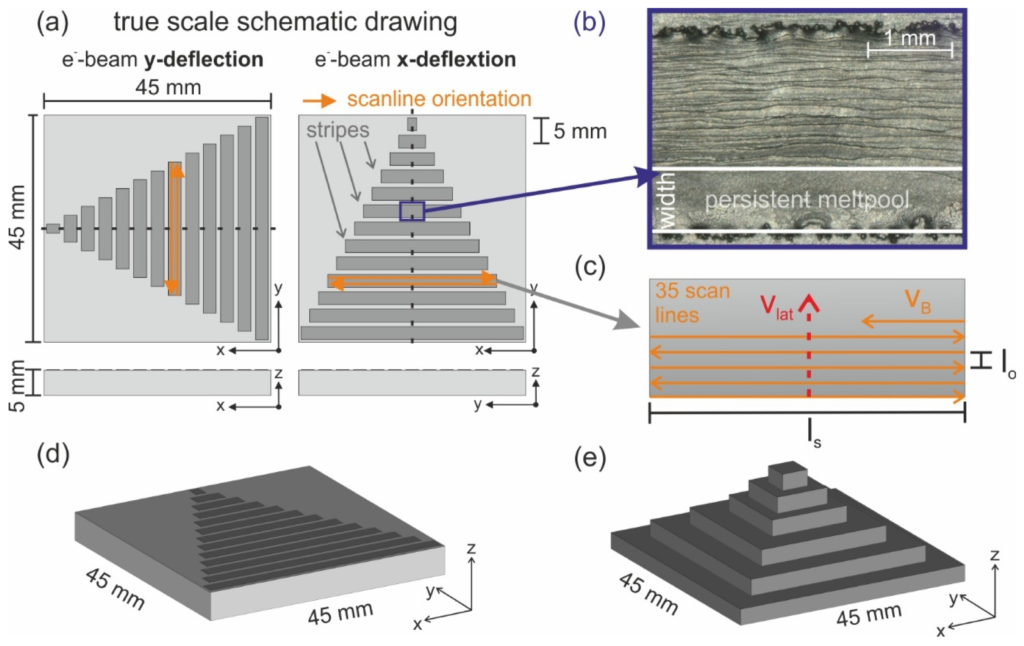
Özellikle, profiller likidus ve solidus faz değişim sıcaklıklarını birbirine bağlayan karakteristik bir plato bölgesi ortaya çıkardı. Bu, kameranın eriyik havuzu içinde meydana gelen faz geçişlerini tespit etme kabiliyetini doğruladı. Ek ölçümler, farklı yapı yüksekliklerinde termal davranışın haritasını çıkardı. Sonuçlar, alt tabakadan uzaklaştıkça soğuma hızlarının arttığını gösterdi. Alttaki katmanlara daha zayıf iletim nedeniyle tepe sıcaklıkları da yükseklikle birlikte daha hızlı düşmüştür.
Termografi yoluyla sıcaklık haritalaması, elektron ışını eritme ergitme sürecine ilişkin yeni bilgiler sağlamıştır. Profillerin karşılaştırılması, termal olayları gerçekçi bir şekilde modellemeyi amaçlayan sonlu eleman simülasyonlarını daha da destekledi. Temassız sıcaklık profili oluşturma, optimizasyon ve kalite güvencesine yardımcı olmaya devam etmektedir.
EBM Üretimi Sırasında Sıcaklıkların Ölçülmesi
Araştırmacılar, yapı sıcaklıklarını tahribatsız bir şekilde gözlemlemek için kızılötesi termal kamera kullandılar. Bu yakın kızılötesi görüntüleyici ön ısıtma, kontur oluşturma ve iç parça tarama aşamalarını görüntüleyebildi. Kameranın çözünürlüğünün oldukça iyi olduğu, yatay olarak piksel başına 46,8 mikrometre ve dikey olarak 66,2 mikrometreye ulaştığı kanıtlandı. Baskı sırasında çekilen video daha sonra ışın yolu boyunca ortalama sıcaklık profillerinin oluşturulmasını sağladı.
Özellikle, bu profiller erime ve katılaşma sıcaklıklarını birbirine bağlayan belirgin bir düz bölge sergilemiştir. Bu, görüntüleyicinin eritme malzemesi içindeki faz dönüşümlerini algılama kapasitesini doğruladı. Ek profiller farklı yüksekliklerde sonuçlar kaydetmiştir. Sonuçlar tabandan uzaklaştıkça soğumanın hızlandığını göstermiştir. Tepe sıcaklıkları da, biriken katmanlar boyunca aşağıya doğru daha zayıf iletim nedeniyle daha hızlı düşmüştür.
Genel olarak, termal görüntüleme yoluyla sıcaklık haritaları, elektron ışını erimesi hakkında yeni bilgiler sağladı sürdürülebilir 3D baskı süreç. Profiller, termal olayları gerçekçi bir şekilde yeniden yaratmayı amaçlayan hesaplama modellerinin geçerliliğini artırdı. Temassız sıcaklık profili oluşturma, proses ustalığını ve kalitesini geliştirmeye devam ediyor.
Üretim Parametrelerinin EBM Süreci Üzerindeki Etkileri
Işın Özellikleri
Araştırmacılar, ışın özelliklerinin eriyik havuzu geometrisini nasıl etkilediğini incelemek için termal simülasyonlardan yararlandı. Işın gücü, çapı ve hızı gibi değişkenler, Ti-6Al-4V üretimi modellenirken bağımsız olarak ayarlandı.
Beklendiği gibi, artan güç veya daha yavaş hareket genişledi erimiş biriktirme modelleme bölgeleri ve yüksek maksimum sıcaklıklar. Her iki değişiklik de toz yatağına iletilen enerjiyi artırdı. Bu arada, daha geniş bir elektron ışını kullanmak, derinlikleri sıkıştırırken eriyik havuzlarını yanal olarak sıkıştırdı. Işın daha geniş olduğunda gücü daha geniş bir alana dağıtarak herhangi bir konumdaki ısıyı azalttı.
Tarama Hızı Etkisi
Ek çalışmalarda farklı elektron tarama hızları denenmiştir. Hız fonksiyonu olarak adlandırılan bu parametre ışın hareketini kontrol etti.
Daha hızlı hareket, daha pürüzlü yüzeyler ve parçalarda daha büyük beta taneleri ile ilişkilendirilmiştir. Daha hızlı tarama nedeniyle azalan erime süreleri güç yoğunluğunu azaltmıştır. Termal ölçümler ayrıca artan hız ile azalan pik sıcaklıkları ortaya çıkarmıştır. Daha hızlı ışınlar tozu eritmek için daha az zaman harcadı ve daha az toplam sıcaklık üretti. Optimizasyon, ayarların termal koşulları ve özellikleri nasıl değiştirdiğini ayırt etmeyi gerektirir.
EBM Teknolojisinden Yararlanan Uygulama Alanları
Karmaşık metal bileşenler yaratma esnekliği sayesinde elektron ışını ergitme, sektörler arasında uygulama alanı bulmaktadır. Havacılık ve uzay, nozullar ve hareketli iniş takımı parçaları gibi karmaşık motor bileşenleri için EBM'ye güveniyor. Süreç, titanyum alaşımları gibi malzemeler kullanarak bu zorlu jet motoru parçalarını üretir.
Tıbbi implantasyon da elektron ışını eritmeden yararlanır. Genellikle 3D baskı malzemeleri kişiselleştirilmiş biyomedikal implantlar ve diş replasmanları. Bu süreç sayesinde mümkün olan incelikler implantasyona fayda sağlar.
Kaynak ve otomotiv alanlarında da EBM uygulanmaktadır. Kaynak, metaller arasında özelleştirilmiş kaynaklı bağlantılar yapmak için kullanır. Otomotiv, EBM'yi hassasiyet gerektiren turboşarjların üretiminde kullanmaktadır. Teknoloji, toz hammaddeden rafine geometrilere sahip turbo parçaları oluşturur.
Diğer sektörler de fayda görüyor. Elektronik uygulaması, aşağıdakilere uygun, doğru şekilde hazırlanmış soğutucu ve muhafazalara ihtiyaç duyar EBM üretimi. Askeri ve denizcilik alanlarında vakumda elektron ışını eritme yoluyla silahlar ve deniz taşıtları doğar. Kuyumculuk zanaatı bile elektron ışını eritme yönteminden yararlanarak süslü değerli metal kreasyonlar oluşturuyor. Malzeme ve süreç uzmanlığı arttıkça, havacılık, tıp, mühendislik ve ötesinde çeşitlenen uygulama fırsatları ortaya çıkıyor. Özel üretim boşluklarını dolduran EBM, sektörler arası kullanıma da ilham veriyor.
Concolusion
Bu makale, toz özellikleri, termal simülasyonlar, sıcaklık kayıtları, üretim ayarları ve kullanım alanlarının tartışılması yoluyla elektron ışını ergitme hakkında bilgi sağlamıştır. Toz yapısını kavramak, ısı hareketini modellemek, parametreleri ayarlamak ve sıcaklık okumalarını hesaba katmak bu teknolojiyi geliştirmek için çok önemlidir. Devam eden araştırmalar, EBM'yi özel bir teknik olmaktan çıkarıp yaygın endüstriyel uygulamaya doğru yönlendirmeyi vaat ediyor. Çabalar, ışın özelliklerinin, malzeme niteliklerinin ve ortam çevresinin imalat boyunca nasıl birleştiğini anlamayı hedeflemektedir.
Anlayış güçlendikçe, süreçten yararlanma fırsatları da artar. Kontrol iyileştirmeleri daha tekrarlanabilir üretim sağlayabilir. Malzeme yelpazesinin genişletilmesi, karşılanmamış üretici ihtiyaçlarının karşılanmasını kolaylaştırır. Süreç optimizasyonları sonunda üretim maliyetlerini düşürür. Gelişen anlayış, birçok girişimde sofistike metalik parçaların seri üretimi için elektron ışını ergitme yönteminin önünü açmaktadır.
SSS
S: Elektron ışını ile eritme nedir ve süreç nasıl işler?
Elektron ışını eritme, toz halindeki hammaddeyi kaynaştırmak için yüksek enerjili bir elektron ışını kullanarak metal parçaları katman katman inşa eden bir eklemeli üretim tekniğidir. Metal tozu, bir vakum odasının içindeki bir yapı platformuna bırakılır. Daha sonra bir elektron ışını her katmanı tarayarak tozu dijital bir tasarım dosyasına göre hassas bir şekilde eritir. Sonraki katmanlar öncekilerin üzerine katılaştıkça, yoğun bir parça oluşturulur.
S: Metal tozları EBM sürecini nasıl etkiliyor?
Metal tozları hammadde olarak önemli bir rol oynar. Gözeneklilik ve termal iletkenlik gibi özellikleri eritme sırasında ısı transferini etkiler. Ön işleme aynı zamanda tozu sinirlendirerek parçacıklar arasında boyunlar oluşturur. Toz özelliklerinin anlaşılması, ön işlemenin optimize edilmesine ve eritme aşamasının modellenmesine yardımcı olur.
S: Modelleme EBM termal süreci hakkında hangi faktörleri yakalayabilir??
Sonlu eleman simülasyonu, sıcaklığa bağlı özellikleri hesaba katar ve elektron ışınını hacimsel bir ısı kaynağı olarak yaklaştırır. Modelleme, ışın gücü, çapı ve hızı gibi parametrelerin eriyik havuzu boyutları ve sıcaklıkları üzerindeki etkilerini değerlendirir. Deneylerle yapılan karşılaştırmalar bu simülasyonları doğrulamaktadır.
S: Işın hızı gibi süreç değişkenleri EBM üretimini nasıl etkiliyor?
Daha hızlı tarama, ışın her bir konumu kaynaştırmak için daha az zaman harcadığından daha düşük enerji yoğunluğuna eşittir. Daha yüksek tarama hızları daha pürüzlü yüzeyler, mikro yapılarda daha büyük beta taneleri ve daha zayıf ısıtma nedeniyle daha düşük pik parça sıcaklıkları ile ilişkilidir. Bu tür etkilerin karakterize edilmesi parametre optimizasyonuna rehberlik eder.
S: EBM hangi sektörlerde uygulanıyor ve hangi bileşen türlerini kolaylaştırıyor?
C: EBM kullanan sektörler arasında havacılık, tıbbi implantlar, kaynak, otomotiv, elektronik ve daha fazlası bulunmaktadır. Jet motoru nozulları, diş protezleri, özel kaynaklar, turboşarj parçaları ve karmaşık muhafazalar gibi karmaşık parçaların oluşturulmasını sağlar. Malzeme ve süreçlerdeki ilerlemeler, benimsenmeyi çeşitlendirmeye devam ediyor.





