 İçeriğe geç
İçeriğe geç 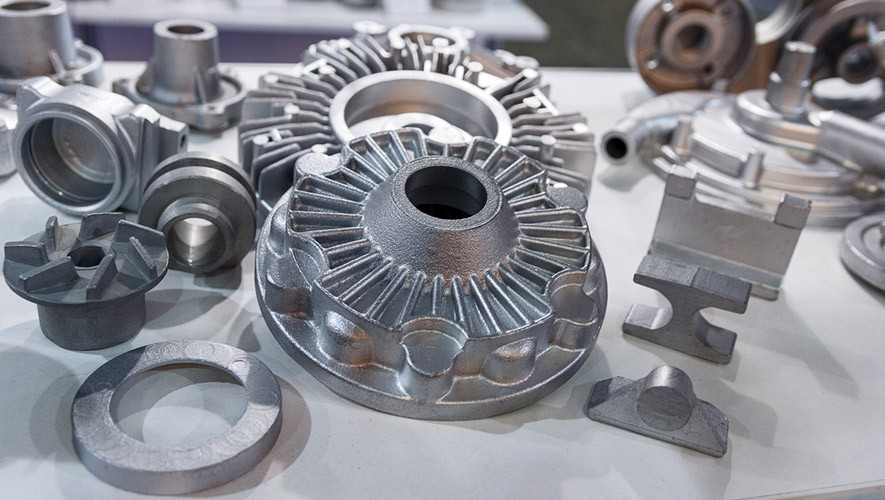
Kalıp tasarımından metal enjeksiyonuna, soğutmaya ve fırlatmaya kadar basınçlı döküm sürecini öğrenin. Bu yüksek hassasiyetli yöntemin çeşitli endüstriler için karmaşık metal parçaların seri üretimini nasıl sağladığını keşfedin.
Basınçlı Döküm Sürecini Anlamak: Adım Adım Süreç

Basınçlı döküm yüksek sayıda parça üzerinde çalışan ve metal ürünler üreten bir metal şekillendirme işlemidir. Ancak, bu makalede, basınçlı döküm işleminin prosedürünü ve doğru seri üretime nasıl izin verdiğini anlayacaksınız. Her şeyden önce, kalıp tasarımının basınçlı dökümdeki rolü nedir? Dikkatlice tasarlanmış kalıplar, bitmiş parçaların boyutsal doğruluğunu ve yüzey kalitesini belirledikleri için çok önemlidir.
Malzeme enjeksiyonu, katılaştırma ve fırlatma gibi sonraki aşamalar da hassas bir şekilde kontrol edilir. Bu makalenin sonunda, basınçlı dökümün erimiş metalleri entegre makineler ve süreç optimizasyon teknikleri aracılığıyla nasıl net şekilli parçalara dönüştürdüğüne dair genel bir bakışa sahip olacaksınız
Basınçlı Döküm Nedir?
Basınçlı döküm, bir kalıp kullanan bir metal şekillendirme yöntemidir yüksek basınçlı döküm Erimiş metallerin yüksek basınç altında kalıplara enjekte edildiği yer. Bu, endüstriyel üretim hatlarında ayrıntılı ve karmaşık özelliklere ve boyutlara sahip çeşitli parçaların üretimini artırmak için yapılır. Örneğin çinko, alüminyum veya magnezyum alaşımları olabilen erimiş metal, kalıpların içine 100 m/s'yi aşabilen hızlarda itilir.
Aynı zamanda, 100 megapaskal kadar yüksek basınçlar, metali kalıp tasarımında sağlanan tüm ince girintilere ve şekillere akmaya zorlar Bu yüksek hızlı enjeksiyon işlemi, benzersiz doğruluk ve yüzey kalitesiyle istenen nihai şekle ve boyutluluğa yakından benzeyen dayanıklı metal parçalarla sonuçlanır. basınçlı döküm işlemi böylece çeşitli endüstriyel uygulamalar için günde binlerce karmaşık, özelleştirilmiş metal bileşeni seri olarak üretebilir.
Kalıp Tasarımı
Kalıp imalatı, basınçlı döküm sürecinin ilk aşamasıdır ve nihai ürünün boyutlarının ve yüzey kalitesinin tanımlanmasında kritik bir rol oynar. Bilgisayar destekli tasarım mühendisliğinin yardımıyla ayrıntılı şekiller çizmek ve hatta en karmaşık üç boyutlu yapıları ve geometrileri yerleştirmek mümkündür. Sonlu elemanlar analizi (FEA) yazılımı daha sonra çeşitli tasarım varyasyonlarının yüksek basınç ve sıcaklığa maruz kaldığında kalıp malzemesindeki gerilmeleri nasıl değiştireceğini modeller.
Bu analizi kullanarak, CNC freze makineleri sertleştirilmiş takım çeliği bloklarını CAD modelleri tarafından belirlenen hassas eşleşme boşluğuna ve çekirdek kalıp tertibatlarına dönüştürür. Termal kontrolü geliştirmek için kalıplara su soğutma hatları ve havalandırma portları da işlenir. Bu, erimiş metal hızla soğurken ve kalıp malzemelerinin iri taneli yapısı içinde katılaşmaya uğrarken eşit bir sıcaklık gradyanını korumak için önemlidir. Düzgün tasarlanmış kalıplar, çeşitli endüstrilerdeki uygulamalar için gereken boyutsal toleransların ve yüzey kaplamalarının elde edilmesine yardımcı olur.
Döküm Malzemeleri
Yaygın kalıp döküm işlemi alaşımları arasında çinko, alüminyum ve magnezyum bazlı malzemeler bulunur. Çinko alaşımları, çinkonun kalıptaki ince ayrıntıları aslına uygun olarak kopyalama kabiliyeti nedeniyle yüksek hassasiyet ve karmaşıklık öncelikli faktörler olduğunda sıklıkla kullanılır. Alüminyum alaşımları, alüminyum daha hafif olduğu için ağırlık tasarrufunun önemli olduğu durumlarda tercih edilir.
Magnezyum alaşımlı basınçlı döküm işlemi magnezyumun sertliğini iyi işlenebilirlikle birleştirir. Fırınlar, erimiş metal sıcaklıklarını hassas bir şekilde düzenleyerek her bir alaşım için sıvılaşma noktasının hemen üzerinde kalmalarını sağlar. Bu erimiş metallerin akışkan teoloji özellikleri, kalıp boşluğunun ne kadar iyi dolacağı ve katılaşmanın kalıp içinde ilerleme şekli gibi temel faktörleri de etkiler.
Sıcak Kamara Basınçlı Döküm

Düşük erime noktalı çinko ve magnezyum alaşımlı basınçlı döküm işlemi, erimiş metalin daldırılmış hidrolik koçlarla doğrudan temas halinde olduğu bir sıcak kamara makinesi düzeneği kullanır. Bu, soğuk kamaralı makinelere kıyasla erimiş banyonun uzun süre ön ısıtılması ihtiyacını azaltır. Yatay soğuk bilye makineleri de daha hızlı üretim döngülerini kolaylaştırmak için sıklıkla kullanılır. Otomatikleştirilmiş süreçler malzeme kullanımını daha da kolaylaştırır ve tutarlı kalite kontrol gözetimi sağlamaya yardımcı olur.
Soğuk Kamara Basınçlı Döküm

Soğuk oda ile basınçlı dökümün rolüAlüminyum gibi yüksek erime noktalı alaşımlar, harici tutma fırınlarından kalıp bölmesine erimiş halde aktarılmalıdır. Bu yaklaşım, erimiş metalin daha yavaş katılaşma süreleri, örneğin hassas atış programlama ve yolluk tasarımları yoluyla daha iyi kontrol edilebildiğinden, daha da karmaşık geometrilerin basınçlı döküm işlemini mümkün kılar. Otomasyon bu hassas sürece daha da yardımcı olur.
Metal Enjeksiyonu
Hassas bir şekilde programlanmış kontrol sistemleri, erimiş metal hammaddesini bekletme fırınından kalıp döküm makinesinde bulunan yalıtımlı transfer manşonlarına güvenli bir şekilde aktarmak için kullanılır. Milisaniyeler içinde, yüksek hızlı bir piston, tipik olarak çinko, alüminyum veya magnezyum olan 2000 ° F'nin altındaki erimiş alaşımı 100 MPa'yı aşabilen basınçlarda kalıp boşluklarına zorlar.
Bu enjeksiyon o kadar hızlı gerçekleşir ki erimiş metal, kalıp tasarımında belirtilen karmaşık boşlukların tüm alanlarını hızla doldururken izotermal bir durumu korur. Baştan sona homojen dolum, istenmeyen gaz veya mekanik kirliliklerin bileşen içinde hapsolması riskini en aza indirir. Ayrıca, erimiş alaşım kalıp içinde katı bir parçaya dönüşürken bitmiş basınçlı döküm işleminde tutarlı özellikleri teşvik eder.
Soğutma ve Katılaşma
Verimli soğutma küresel ölçekte kritik öneme sahiptir basınçlı döküm pazarı Erimiş metalin kalıp içinde kontrollü bir şekilde katılaşmasını sağlamak için. Sıcaklık kontrollü akışkanlar, doğrudan kalıp bloklarına işlenmiş kanal ağları boyunca dolaşarak hızlandırılmış ısı çıkarımını kolaylaştırır. Akış hızları ve soğutucu sıcaklıkları gibi programlanabilir değişkenler, tutarlı katılaşma gradyanları üretmek için her bir benzersiz kalıp geometrisi için optimize edilebilir.
Yaygın yöntemler arasında, katılaşmayı çevreden içe doğru başlatmak için önce kalıp duvarı sıcaklığının düşürüldüğü değişken soğutma yer alır. Bu, kalıp merkezindeki katılaşmayı geciktirir ve artık gerilmeleri ve bozulmayı önler. Büzülme gözeneklerini ve bileşen tasarımına özgü diğer basınçlı döküm işlemi kusurlarını en aza indirmek için simülasyon ve test yoluyla hassas protokoller geliştirilir.
Fırlatma ve Düzeltme
Bir döküm tamamen katılaştığında, kalıptan çıkarılmalı ve işlem sonrası için hazırlanmalıdır. Bu, çıkarma ve düzeltme yoluyla gerçekleştirilir. İtici pimler harekete geçirildiğinde dökümü kalıp boşluğundan dışarı iter. Pimler, metal soğuduktan sonra büzülürken basınçlı döküm işlemini sorunsuz bir şekilde çıkarmak için konumlandırılır ve zamanlanır. Eriyiğin yolluklar ve kapılar aracılığıyla kalıba girdiği yerden kalan fazla parlama daha sonra hassas bir şekilde kesilir. Kesme işlemi, sonraki işleme, denetim veya montaj işlemleri için hazır temiz bir bileşen üretir. Hassas çıkarma ve düzeltme, boyutsal doğruluğun ve yüzey kalitesinin korunması için çok önemlidir.
Üretimle ilgili hususlar
Modern metal döküm operasyonlarında otomasyon ve tekrarlanabilirlik sayesinde yüksek verimlilik elde edilir. Entegre hidrolik, elektrik ve bilgisayarlı kontrol sistemleri, kalıpların sadece saniyeler içinde tam olarak çevrilmesine olanak tanır. Bu, kalıp boşluğunun erimiş metalle doldurulmasını, hassas bir şekilde zamanlanmış katılaşmayı, ardından bitmiş dökümün sıyrılmasını ve taşınmasını içerir.
Çok gözlü kalıplar, dökümhanelerin her saat tek bir kalıptan yüzlerce aynı parçayı üretmesini sağlar. Kalite yönetimi, genişletilmiş üretim çalışmaları boyunca tutarlılığı izlemek için de çok önemlidir. Muayene aşağıdaki gibi kusurları kontrol eder gaz gözenekliliğikatılaşma büzülme hataları veya süreç düzeltici eylem gerektiren tam hatalı çalışmalar. Sürekli süreç izleme ve iyileştirme çabaları, dökümhanelerin sıkı toleransları karşılamasına ve yüksek hacimlerde kusursuz basınçlı döküm süreci sunmasına yardımcı olur.
Sonuç

Basınçlı döküm, net şekilli alüminyum ve çinko alaşımlı parçaların hızlı, hassas otomatik üretimi yoluyla seri üretim verimliliğini artırmıştır. Sürekli teknolojik iyileştirmeler basınçlı döküm sürecinin yeteneklerini daha da ileri götürmektedir. Alaşım formülasyonundaki gelişmeler, dökülebilir metallerin seçimini, belirli mühendislik uygulamalarına göre uyarlanmış daha korozyona dayanıklı ve daha yüksek mukavemetli seçenekleri içerecek şekilde genişletmektedir.
Geliştirilmiş kalıp tasarımı, sıcaklık kontrolü ve döküm hızı boyutsal tutarlılığı ve tekrarlanabilirliği artırır. Daha büyük ve daha sofistike kalıplar, giderek daha karmaşık iç özelliklere ve geometrilere sahip parçaların oluşturulmasına olanak tanır. Tüm bu faktörler basınçlı dökümün ulaşım, elektronik, tüketim malları ve yenilenebilir enerji gibi çeşitli sektörlerde artan kullanımına katkıda bulunmaktadır. Teknolojiler ilerledikçe, basınçlı döküm işlemi daha yüksek üretim hacimlerinde daha yüksek kaliteli net şekilli bileşenler sunmayı vaat ediyor.
SSS
Basınçlı dökümde kalıp tasarımının amacı nedir?
Dikkatle tasarlanmış kalıplar, parçaların boyutsal doğruluğunu ve yüzey kalitesini belirlediğinden basınçlı döküm için çok önemlidir. Kalıplar, yüksek basınçlar ve sıcaklıklar altında performanslarını optimize etmek için CAD ve FEA kullanılarak tasarlanır.
Metal enjeksiyon aşaması nedir?
Enjeksiyon, katılaşmadan önce boşluk şekillerini eşit şekilde doldurmak için erimiş metalin 100 MPa'nın üzerindeki basınçlarda milisaniyeler içinde kalıp boşluklarına hızla aktarılmasını içerir. Bu, bitmiş parçadaki kusurları en aza indirir.
Katılaştırma süreci nasıl işler?
Sıcaklık kontrollü akışkanların kalıp bloklarına işlenmiş ağlar aracılığıyla ısıyı çekmesiyle verimli soğutma kilit öneme sahiptir. Değişkenler, her bir benzersiz geometri için katılaşmayı kontrol etmek üzere kalıp başına optimize edilebilir.
Katılaşmadan sonra ne olur?
Bitmiş dökümler kalıptan çıkarılır ve fazla parlama kesilerek işleme veya montaj gibi sonraki işlemler için hazır temiz bir bileşen üretilir.
Basınçlı döküm yüksek üretimi nasıl sağlar?
Otomasyon ve çok gözlü kalıplar sayesinde basınçlı döküm, tek bir kalıptan saatte yüzlerce aynı parçayı üretebilir. Kalite yönetimi ayrıca uzun üretim çalışmalarında tutarlılığı da izler.





