 İçeriğe geç
İçeriğe geç 
Bu makalede, PEEK, naylon gibi doğru malzemeleri seçerek, dolgu yoğunluğu, yönlendirme, kabuk kalınlığı ve tavlama gibi işlem sonrası dahil olmak üzere baskı ayarları optimizasyon tekniklerini keşfederek yüksek mukavemet özelliklerine sahip 3D baskılı parçaların nasıl yapılacağı tartışılmaktadır. Ayrıca fonksiyonel prototipler, son kullanım bileşenleri ve mekanik yardımcılar için güçlü 3D baskıları kullanan uygulamaları da kapsar.
3D Baskılı Parçalar: 2024'te Daha Güçlü, Yüksek Hassasiyetli Baskılar için En İyi Filamentler

Burada tablolarda gösterilen teknoloji eğilimleriyle birlikte 3D baskı artık yapısal ve mekanik yük ile karşı karşıya kalabilecek fonksiyonel parça son kullanımı, takım, alet ve yapıların üretiminde uygulanmaya başlanmıştır. Bununla birlikte, yapısal elemanların mekanik özellik taleplerini karşılamak için, 'bir parçayı basma' paradigması yeterli değildir; maksimum pratik mukavemet elde etmek için malzeme seçimi, yazıcının ayarları ve son işlem en iyi şekilde yapılmalıdır.
Bu makalede, işlevsel kullanımlar için uygun 3D baskılı parçalarla ilgili çeşitli yönleri keşfedeceğiz. İlk olarak naylonlar, polikarbonatlar ve PEEK gibi yüksek performanslı seçenekler gibi mekanik özellikleri için yaygın olarak kullanılan malzemelere bakacağız. Bu malzemelerin güç potansiyelinden etkili bir şekilde nasıl yararlanılacağını anlamak çok önemlidir.
Daha sonra da bu etkiyi inceleyeceğiz. 3D yazıcı Dolgu desenleri, parça oryantasyonu, kabuk kalınlığı gibi ayarlar basılı parçaların mukavemeti üzerinde etkilidir. Bu parametrelerin optimize edilmesi, malzemelerin gerçek yeteneklerinin gerçekleştirilmesinde önemli bir rol oynamaktadır. Dayanıklılığı daha da artırmak için işlem sonrası teknikler de ele alınacaktır.
Son olarak, yüksek mekanik bütünlüğe sahip 3D baskılı bileşenleri etkin bir şekilde kullanan gerçek dünya uygulamaları vurgulanacaktır. Makale, prototipleme, kalıplama ve üretim uygulamaları için dayanıklı parçaların basılması konusunda kapsamlı bir rehberlik sağlamayı amaçlamaktadır.
Malzeme Dayanımı Tanımları
Çekme Dayanımı
Çekme mukavemeti, bir malzemenin gerilmesi ve boyun veya kırılma noktasına kadar çekilmesi sırasında alabileceği çekme geriliminin ölçüsüdür. Bir malzemenin kopma anında veya kırılma noktasına kadar çekildiğinde dayanabileceği maksimum gerilim olarak tanımlayabilirler. Pascal veya psi olarak kısaltılan inç kare başına pound kuvveti olarak adlandırılan birimle ifade edilir. Malzemenin çekme mukavemeti, potansiyel çekme gerilimine sahip, yani çekme mukavemeti potansiyeli olan malzeme olarak kabul edilir.
Uzama
Uzama, çekme gerilmeleri sırasında başarısızlıktan önce bir malzeme içinde ulaşılan uzama olarak tanımlanır. Normalde, malzemenin bozulmadan önceki orijinal ölçü uzunluğuna veya genişliğine göre yüzde değişim olarak ifade edilir. Bir malzemenin uzaması ne kadar yüksekse, o malzeme gerçekten kırılmadan önce daha fazla gerilebilir. Uzama gibi, malzemenin sünekliğini veya dövülebilirliğini karakterize etmek için kullanılan önemli bir değerdir.
Darbe Dayanımı
3D baskılı bir parça malzemesinin yük altında kırılmaya veya çatlamaya dayanma kabiliyetine darbe direnci denir. Belirli bir malzemede darbe direncini değerlendirmek için kullanılan iki yaygın test Izod veya Charpy darbe testidir. Bu testte, çentikli bir numune, tartılmış bir sarkaç ile tek bir salınıma veya tek bir darbeye maruz bırakılır. Kırılma enerjisinde kullanılan absorbe edilmiş darbe enerjisi belirlenir. Yani, daha yüksek darbe dayanımına veya emilen enerjiye sahip malzeme, ani darbe yüküne kırılmadan karşı koyabilir.
Kimyasal Direnç
Kimyasal direnç Nijerya, bir malzemenin, bu durumda kaplanmış bir kumaşın, değişmeden kalma kapasitesi veya bozulacaksa, kimyasallar, asitler, alkaliler, tuzlar veya çözücülerle temas ettiğinde nasıl bozulduğu ile ilgilenir. Malzemeler, daldırma testi yoluyla veya başka bir şekilde kimyasal çözeltilere maruz kaldığında gösterdiği performansa göre sıralanır. Malzemenin basitçe eriyip gittiği ve kimyasallarla temas ettiğinde bir kısmının şişebileceği veya hatta zayıflayabileceği durumlar olabilir. Kimyasal dirençli malzemeler özelliklerini korur ve kimyasallarla temas ettiğinde görünüm veya yapı olarak bozulur.
UV Dayanımı
UV direnci, bir malzemenin esas olarak güneşten gelen ultraviyole ışıktan kaynaklanan bozulmaya nasıl dayanabileceğinin bir ölçüsüdür. Dış ortamda maruz kalınan tüm malzemeler arasında, plastik 3D baskı ve polimerler UV ışığına maruz kaldıklarında kolayca bozunurlar. UV bozunması normalde fotokimyasal reaksiyonların kimyasal bir bağı koparması ve ışık kaynağının yönüne dik bir çizgi boyunca renk değişimi, gerilme çatlaması veya gerilme korozyonu meydana getirmesiyle oluşur. UV'ye karşı daha dayanıklı olan malzemeler, güneş ışığına veya UV lambalarına maruz kalma koşulları altında kullanım sırasında daha uzun bir kullanım ömrüne sahiptir.
Sıcaklık Dayanımı
Sıcaklık direnci, malzemenin yüksek ve düşük sıcaklıklarda mekanik ve fiziksel özelliklerini koruma kapasitesi ile ilgilidir. Çoğu malzeme servis sıcaklığı aralıklarının dışında yumuşar veya sertleşir. Yüksek sıcaklık uygulamaları için tasarlanan malzemeler, yüksek sıcaklıklarda mukavemet ve diğer özelliklerini korur. Düşük sıcaklığa dayanıklı malzemeler ise sıfırın altındaki sıcaklıklarda sünek ve darbeye dayanıklı kalır.
Isı Sapma Sıcaklığı
Isı sapma sıcaklığı (HDT) veya ısı bozulma sıcaklığı, polimer veya plastik numunenin belirli bir yük altında şeklini koruyamadığı sıcaklık anlamına gelir. Bu yük genellikle 4,45 kPa veya 0,125 MPa olarak standartlaştırılır. HDT, termoplastiklerin ısı direncinin ölçüsü olarak kullanılır. Bunun nedeni, HDT değerinin gösterdiği kristallik derecesinin plastik malzemenin ısı direncini etkilemesidir. Yüksek sıcaklık plastikleri daha yüksek sıcaklıklarda deforme olmaz, büzülmez, şişmez veya başka kimyasal değişikliklere uğramaz ve mekanik olarak bozulmaz.
Yaygın Olarak Kullanılan 3D Baskı Malzemeleri

Polikarbonat (PC)
Poli karbonat, ABS gibi diğer 3D baskılı parça malzemelerinden daha yüksek darbe dayanımı boyutsal stabilite ve ısıya dayanıklılık sunan bir termoplastiktir. Poliglikol yaklaşık 147 santigrat derece cam geçiş sıcaklığına sahiptir. PC parçalar son derece şeffaf ve çok şeffaftır, yani kesinlikle berraktır. Bununla birlikte, PC ile baskı yapmak ABS'den daha zordur çünkü yaklaşık 250-300°C'lik daha yüksek baskı sıcaklıkları gerektirir. Şeffaf dayanıklı muhafazalar, tıbbi cihazlar ve prototipler yapmak için kullanılabilir. PC alkollere, asitlere ve alkalilere karşı çok iyi kimyasal dirence sahiptir.
Akrilonitril Bütadien Stiren (ABS)
ABS en yaygın termoplastik malzemeler arasında yer almasıyla tanınır. 3D baskı takımları ucuz fiyatı ve ev kullanımı 3D baskılı parçalarla uyumluluğu nedeniyle ... İyi bir mukavemet sertliği, tokluk ve dayanıklılık dengesi, onu en çok tercih edilen malzeme haline getirir. ABS malzemesi darbe ve ısıya karşı oldukça iyi bir toleransa sahiptir ve yaklaşık 95 ° C'lik bir HDT'ye sahiptir. ABS bileşenleri, işlevsel JL prototiplerinde, elektronik muhafazalarda ve daha fazlasında tamamen kullanılmaktadır. Ancak ABS basıldığında zararlı uçucu gazlar yayar ve bir muhafaza içinde basılması gerekir. Bu malzeme uzun süreli kullanım için değildir. tıbbi ve havacılık ve uzay endüstriler.
Polilaktik Asit (PLA)
PLA mısır nişastası, manyok kökleri ve şeker kamışı gibi yenilenebilir bitki kaynaklı hammaddelerden elde edilen çevre dostu ve hassas bir termoplastiktir.
. 3B yazdırılan parçalarda sağlığa hiçbir kötü etkisi olmayan ABS değişimi sağlar ve çevre dostudur. PLA, 50 ila 60 ° C arasında bir Tg ile nispeten daha az termal stabiliteye sahiptir. Bununla birlikte, düşük bükülme özelliğine sahiptir ve bir muhafazaya ihtiyaç duymadan yazdırılması son derece kolaydır. PLA serttir, kimyasal olarak dayanıklıdır ve tavlanabilir ve daha sonra boyanabilir. Çoğu zaman modellerin, yapısal olmayan parçaların ve prototiplerin oluşturulmasında uygulanır. Bununla birlikte, PLA kullanmanın bir dezavantajı vardır, çünkü nemle temas ettiğinde şişme eğilimindedir, dolayısıyla eğrilir.
Naylon
Naylon veya poliamid, iyi mukavemet ve sertlik ve orta derecede sıcaklık direnci sergileyen bir termoplastik ailesidir. Her ikisi de sırasıyla 215°C ve 178°C'de eriyerek Naylon 6 ve plastikler için sırasıyla Naylon 12. Malzemeler 80-100°C sıcaklık dalgalanmalarına sürekli bir şekilde dayanabilir. Naylon 3D baskılı parçalar aşınmaya karşı oldukça dirençlidir ve bu nedenle güçlü oldukları için işlevsel parçalar yapmak için kullanışlıdır. Alternatif olarak, bir muhafaza ve ısıtmalı yapı platformu kullanma ihtiyacı nedeniyle naylonun ABS ve PLA olarak basılması zordur. dayanıklılık gerektiren dişli, kasnak, kasa ve makine parçalarının şekillendirilmesinde sıklıkla kullanılır.
PEEK ve Karbon Fiber Filamentler
PEEK veya polietereterketon, havacılık, otomotiv, telekomünikasyon endüstrilerinde kullanılan yüksek performanslı bir mühendislik termoplastiğidir. Yaklaşık 343°C erime noktası ile daha yüksek termal kararlılığa sahip olmasının yanı sıra iyi mekanik özelliklere, kimyasal inertliğe ve biyokomiyaliteye sahiptir. Yaklaşık 40% daha yüksek mukavemet ve 80% daha yüksek sertlik, karbon fiber takviyeli PEEK. Bununla birlikte, bu malzemeler bazılarında 380 santigrat dereceye kadar çok yüksek 3D baskılı parça sıcaklıkları getirir. Bu da onları tıbbi implantların, havacılık parçalarının ve diğer yüksek mukavemetli parçaların üretiminde kullanım için elverişli hale getirir.
ABS'nin 3D baskılı parçalarda çok sayıda uygulaması olmasına rağmen, yüksek malzeme ve 3D yazıcı maliyeti onları diğer 3D baskı malzemelerinden daha az popüler hale getirir. Özetle, malzeme seçimi uygulama için gerekli olan belirli mekanik, termal ve kimyasal özelliklere bağlıdır. PLA, ABS ve Naylon iyi bir maliyet, kullanım kolaylığı ve dayanıklılık dengesi sunarken - PC, PEEK ve karbon fiber daha özel yüksek performanslı uygulamalara hitap eder. Sıcaklık direnci, maliyet, basılabilirlik ve çevresel etki konusundaki sınırlamalar da dikkate alınmalıdır.
Yüksek Performanslı Naylonlar ile tanışın: PA11 ve PA12

PA12
PA12veya Naylon 12, mühendislik termoplastik grubuna ait yüksek performanslı bir poliamiddir ve PA11'e kıyasla gelişmiş düşük sıcaklık darbe mukavemeti sunar. 45°C cam geçiş sıcaklığı ve 178°C civarında erime noktası ile 0°C'nin altında sürekli kullanım için idealdir. PA12 çok düşük nem emme, kendinden yağlama ve aşınma direncine sahiptir, bu da onu geniş bir sıcaklık aralığında yüksek sertlik ve düşük termal genleşme katsayısı gerektiren otomotiv, havacılık ve çeşitli tüketici ürünleri için uygun hale getirir.
HP PA11 vs PA12
Hem HP PA11 hem de HP PA12'nin mekanik özellikleri etkileyicidir ve HP PA12, HP PA11'e kıyasla düşük sıcaklıklarda daha iyi esneklik ve daha iyi darbe dayanımı sağlar. Buna karşılık, PA11 üstün kimyasal dirence ve PPA'dan marjinal olarak daha yüksek ısı bozulma sıcaklığına sahiptir. İşlenebilirlik açısından PA11, PA12'den marjinal olarak daha iyi performans gösterir. Genel olarak PA11, sıfırın altından yüksek sıcaklıklara kadar geniş bir sıcaklık aralığında dayanıklılık gerektiren uygulamalar için uygundur. PA12 özellikle 0°C'nin altındaki sıcaklıklarda esneklik ve darbe direnci gerektiren uygulamalar için optimize edilmiştir. Bu nedenle soğuk sıcaklıklarda PA12 tercih edilebilirken, diğer uygulamalarda PA11 karşılaştırılabilir performans sunar. Her iki malzeme de poliamidlerin çalışma sınırlarını büyük ölçüde genişletir.
Baskı Ayarlarını Güç için Optimize Etme
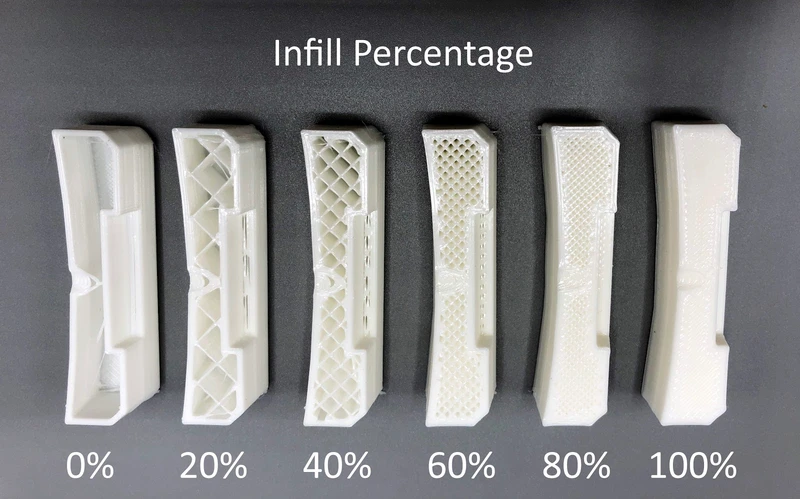
Dolgu Tipi ve Yoğunluğu
Dolgu, aşağıdakilerin iç yapısını ifade eder metal 3D baskı. Yaygın dolgu desenleri arasında çizgiler, ızgara, üçgen, bal peteği vb. bulunur. 60-100% gibi daha yüksek dolgu yüzdesine sahip daha yoğun dolgular, 20%'nin altındaki seyrek dolgulara kıyasla daha güçlü parçalarla sonuçlanır. Bununla birlikte, daha yoğun dolgular 3D baskılı parçaların süresini uzatır ve daha fazla malzeme kullanır. Bal peteği veya üçgen desenleri, güç ve malzeme kullanımı arasında iyi bir denge sağlar. Doğru dolgu seçimi, parça yüklemesine ve mukavemet gereksinimlerine bağlıdır.
Parça Oryantasyonu
3D baskılı parçalar sırasında parçanın yönü, mukavemet özellikleri üzerinde önemli bir etkiye sahiptir. Çekme veya eğilme yükleri altındaki parçalar için, katmanların kuvvete paralel yerleştirilmesi maksimum mukavemet ile sonuçlanır. Parçanın dikey olarak yönlendirilmesi, düz yönelimlere kıyasla mukavemeti azaltır. Kritik konumlar için gerilim yoğunlaşmaları da dikkate alınmalıdır. Parça geometrisine ve malzemeye bağlı olarak çıkıntılar için destek yapılarına ihtiyaç duyulabilir.
Kabuk Kalınlığı
Kabuk, parçaların katı dış duvarlarını ifade eder. Daha kalın kabuklar parça sertliğini, boyutsal doğruluğu ve mukavemeti artırır. Temel parçalar için en az 2 perimetre veya kabuk önerilir. Ağır yük altındaki parçalar, nozul kalınlığının en az 1,2-1,5 katı kalınlıkta kabuklara ihtiyaç duyabilir. 60-80% nozul genişliğinin altındaki çok ince kabuklar çatlama ve hasara eğilimlidir. Optimum kabuk kalınlığı, maksimum mukavemet için test edilerek belirlenebilir.
Özetle, dolgu yüzdesini ayarlamak, parçaları kuvvetler boyunca doğru şekilde yönlendirmek ve kabuk kalınlığını ayarlamak, amaçlanan yüklere ve uygulamalara göre 3D baskılı bileşenlerin gücünü en üst düzeye çıkarmaya yardımcı olur. Güvenlik açısından kritik uygulamalar için prototip testi yoluyla optimize edilmiş ayarları doğrulamak iyi bir uygulamadır.
Güç için İşlem Sonrası
Tavlama
Tavlama, ABS, PLA ve naylon gibi termoplastik malzemelerden yapılan 3D baskılı parçaların mukavemetini ve darbe direncini artırmak için kullanılan yaygın bir işlem sonrası tekniğidir.
3D baskılı parçalar sırasında, hızlı ısıtma ve soğutma döngüleri, basılı katmanlar ve parçalar içinde artık gerilmelere yol açar. Tavlama, basılı parçaları cam geçiş noktalarının hemen altındaki bir sıcaklığa yavaşça ısıtarak bu iç gerilimleri hafifletmeye yardımcı olur.
Örneğin, ABS parçaları 80-100°C'de tavlanabilirken PLA 55-65°C'de tavlanır. Parçalar, tavlama odası veya fırının içinde yavaşça soğumadan önce 1-2 saat boyunca bu sıcaklıkta tutulur.
Polimer zincirlerinin yavaş ısıtma ve soğutma yoluyla gevşemesine izin vererek, tavlama artık gerilmeleri azaltır ve 3D baskılı parçalar içinde gerilim giderimi sağlar. Bu da 15-30% ile gelişmiş katman yapışması, artan tokluk ve darbe mukavemeti ile sonuçlanır.
Düşük artık gerilme, parçalar yüklendiğinde erken çatlak ilerlemesini de önler. Tavlanmış parçalar daha yüksek eğilme ve darbe direnci göstererek yük taşıma uygulamaları için uygun hale gelir.
Tavlama, 3D baskılı parçaların boyutlarını değiştirmeden mekanik güvenilirliğini artıran basit bir baskı sonrası işlemdir. Parçaların baskı malzemesinin neredeyse maksimum teorik mukavemet özelliklerine ulaşmasına yardımcı olur.
Güçlü 3D Baskılar için Uygulamalar

İşlevsel Prototipler
3D baskı, fonksiyonel parçaların ve prototiplerin çalışma mekaniği ve hareketi ile hızlı bir şekilde prototiplenmesini sağlar. 3D baskılı parça ayarlarını mukavemet için optimize ederek, üretimden önce uyum, biçim ve sınırlı işlevsel testlerden geçen nihai prototipler oluşturulabilir. Örnekler arasında basılı muhafazalar, menteşeler, dişliler ve mekanik tertibatlar yer alır. Optimizasyon, prototiplerin son kullanım koşullarına benzer kuvvetlere, darbelere ve tekrarlanan döngülere dayanmasını sağlar.
Son Kullanım Bileşenleri
Yüksek mukavemetli 3D baskılı parçalar, düşük hacimli nihai parçaların ve özelleştirilmiş bileşenlerin basılması için yetenekleri genişletir. Yapay uzuvlar, endüstriyel ekipman, tıbbi implantlar ve giyilebilir teknoloji gibi alanlar özelleştirilmiş güçlü 3D baskılı parçalardan yararlanır. Jiglerin, fikstürlerin, muhafazaların ve diğer makine bileşenlerinin maksimum güçle basılması, tek parça üretimine ve talep üzerine değiştirmelere olanak tanır.
Üretim Yardımcıları
3D baskılı parça kalıpları, kalıplar, aparatlar ve fikstürler üretim süreçlerini hızlandırmaya yardımcı olur. Dayanıklı 3D baskılı döküm kalıpları düşük hacimli metal dökümünü kolaylaştırır. Güçlü montaj aparatları konumlandırma doğruluğunu artırır. Bakım araçları, kalite kontrol yardımcıları ve montaj hattı ilaveleri optimizasyon yoluyla güç artışı sağlar. Yüksek mukavemetli baskılar, üretim yardımcılarının uzun süreler boyunca tekrarlayan kullanım taleplerini karşılamasını sağlar.
Sonuç olarak, baskı ayarlarının optimize edilmesi 3D baskı uygulamalarını modellerden işlevsel son kullanım parçalarına, prototiplere ve üretim yardımcılarına kadar genişletir. Maksimum güç, daha fazla fizibilite, güvenilirlik ve maliyet tasarrufu anlamına gelir.
PA11 ve PA12'nin Kullanıldığı Vaka Çalışmaları
GoProto ve Ropes Edge: PA12 Hayatı Destekleyen Halatları Korur
GoProto, PEEK kılıfların yerine PA12 ile yaşam destekli tırmanma halatları için düşük sürtünmeli kılıfların prototipini üretti. PA12 kılıflar, düşmeler veya dağ kurtarma çalışmaları sırasında dinamik yüklere ve sıfırın altındaki sıcaklıklara dayanır. Ropes Edge testleri, PA12 kılıfların aşındırıcı koşullarda PEEK'ten 10 kat daha uzun süre dayandığını ve dağcıları koruduğunu gösterdi.
DustRam PA12 ile Güçlü Fayans Sökme Aletleri Üretiyor
DustRam karbür uçlu fayans sökme aletleri üretmektedir. Naylon 12'nin sertliği, kendinden yağlama özelliği ve kimyasal direnci, aletlerin fayans kazıma kuvvetlerine hasar veya aşınma olmadan dayanmasını sağlar. PA12'nin düşük nem emilimi, metal bileşenlerin paslanmasını önler. PA12, DustRam'in yıllarca ticari kullanıma dayanabilen dayanıklı, paslanmaya karşı dayanıklı aletler üretmesine yardımcı olur.
Bowman PA11 ile Rulman Performansını Artırıyor
Bowman yüksek hassasiyetli rulmanlar, keçeler ve O-ringler üretmektedir. PA11, rulman keçelerinin performansını -50°C ila 135°C arasındaki geniş sıcaklıklarda çeşitli koşullarda iyileştirmiştir. PA11 keçeleri, rulman ömrü boyunca gerilme çatlaması veya yağ sızıntısı olmadan titreşimlere ve basınçlara dayanmıştır. PA11 rulman güvenilirliğini artırarak uygulamaları açık deniz kuleleri ve madencilik ekipmanları gibi zorlu ortamlara genişletti.
Özetle, PA11 ve PA12 güvenlik açısından kritik uygulamalar, zorlu çalışma koşulları ve geniş sıcaklık aralıkları için malzeme çözümleri sağlar. Yüksek performanslı özellikleri, dayanıklı bileşenlerin ve aletlerin gelişmiş özelliklerle üretilmesini sağlar. mekanik stabilite.
HP Jet Fusion Yazıcılar ve Malzemeler
HP Malzeme Portföyünü Keşfedin
HP, endüstriyel Jet Fusion 3D baskılı parça çözümleri için optimize edilmiş çeşitli malzemeler sunuyor. HP 3D Yüksek Yeniden Kullanılabilirlik PA 12 malzemesi, işlevsel parçalar için dayanıklılık, gerilme mukavemeti ve esneklik sağlar. HP 3D Yüksek Yeniden Kullanılabilirlikli PP, kimyasal direnç gerektiren çeşitli uygulamaların üretilmesini sağlar.
Mühendisler için, HP multi jet fusion 3D Yüksek Yeniden Kullanılabilirlik CB PA 12 malzemesi, PA 12'nin güç ve tokluğunu karbon fiber takviyesiyle birleştirir. HP 3D Yüksek Yeniden Kullanılabilirlikli Cam Dolgulu Naylon sertlik, ısı direnci ve daha az genleşme sağlar.
HP, 3D baskılı parça olanaklarını genişletmek için malzeme satıcılarıyla da iş birliği yapıyor. Bu sayede tasarımcılar sektöre özel çeşitli fotopolimerlere, elastomerlere, termoplastiklere ve kompozit malzemelere erişebiliyor.
Jet Fusion Yazıcılar ile Malzemeleri Etkili Bir Şekilde Birleştirin
HP Jet Fusion yazıcılar, tek bir çok ajanlı baskı işlemi aracılığıyla çok malzemeli 3D baskıya olanak tanır. Bu, farklı özelliklere sahip malzemeleri birleştirerek parçaların optimize edilmesini kolaylaştırır.
Örneğin, esnek malzemeler sert olanlarla karıştırılarak dengeli esneme ve sertliğe sahip contalar üretilebilir. İletken yüklü plastikler, yalıtkanlarla harmanlandığında elektronik parçalarda kullanım alanı bulur.
Ayrıca, farklı yoğunluklara sahip malzemeler ses iletim özelliklerini kontrol etmeye yardımcı olur. Ahşap veya karbon fiber filamentli kompozit parçalar estetik ve yapısal faydalar sağlar.
HP Jet Fusion kullanarak farklı malzemeleri birlikte basabilme özelliği işlevselliği artırıyor Prototiplemede 3D baskı ve tek malzemeli 3D baskılı parçalara kıyasla üretim parçası tasarım olanakları. Bu da sektörler arasında daha karmaşık uygulamalara yol açıyor.
Sonuç
Sonuç olarak, polikarbonat, ABS, naylon gibi çeşitli malzemeler ve PEEK, karbon fiber ve yarı kristal naylonlar gibi yüksek performanslı seçenekler 3D baskılı parça uygulamaları için yeterli mukavemet sağlar. Dolgu yoğunluğu, yük yolları boyunca parça oryantasyonu ve kabuk kalınlığı gibi parametreler, parça tasarımına ve kullanım amacına göre optimize edilebilir. Tavlama gibi işlem sonrası teknikler gerilimleri daha da azaltmaya ve mukavemeti artırmaya yardımcı olur.
Uygun vaka çalışmaları, PA11 ve PA12 gibi malzemelerin güvenlik açısından kritik ekipman, geniş sıcaklık toleransı ve dayanıklılık ihtiyaçlarını nasıl karşıladığını göstermektedir. HP Jet Fusion gibi gelişmiş sistemler kompozit, çok özellikli parçalar için malzemelerin birleştirilmesine olanak tanır. Yüksek mukavemetli malzemelerin ve süreç optimizasyonlarının mevcudiyetiyle, 3D baskı artık prototipleme uygulamalarının ötesinde işlevsel son kullanım bileşenleri, araçlar ve prototipler üretebilmektedir.
SSS
S: Uygulamam için doğru malzemeyi nasıl seçerim?
C: Gerekli mekanik özellikleri, çalışma ortamını ve parçanın kullanım amacını göz önünde bulundurun. Isı direnci, kimyasal direnç, darbe dayanımı vb. özellikler malzeme seçimini belirler.
S: Fonksiyonel parçalar için en yaygın yüksek mukavemetli malzeme hangisidir?
C: Prototipleme için, çoğu işlevsel parça, iyi mukavemet-maliyet oranları nedeniyle ABS, Naylon veya Polikarbonat olarak basılır. Endüstriyel parçalar için, cam dolgulu naylon veya Karbon Fiber takviyeli malzemeler yaygın olarak kullanılır.
S: Dolgu gerçekten mukavemeti o kadar etkiler mi?
C: Evet, dolgu, özellikle yükler altında parça mukavemetinin belirlenmesinde önemli bir rol oynar. 60-100% gibi daha yüksek yoğunluklu dolgular, 20%'nin altındaki seyrek desenlere göre önemli ölçüde daha fazla mukavemet sağlar.
S: Kritik yük taşıyan parçalar için mukavemeti nasıl optimize edebilirim?
C: 100% dolgu, yükler boyunca yönlendirme, prototip testi yoluyla artan kabuk kalınlığı gibi optimum ayarları doğrulayın. Dayanıklılığı en üst düzeye çıkarmak için tavlama gibi işlem sonrası süreçleri göz önünde bulundurun.





