 Перейти к содержимому
Перейти к содержимому 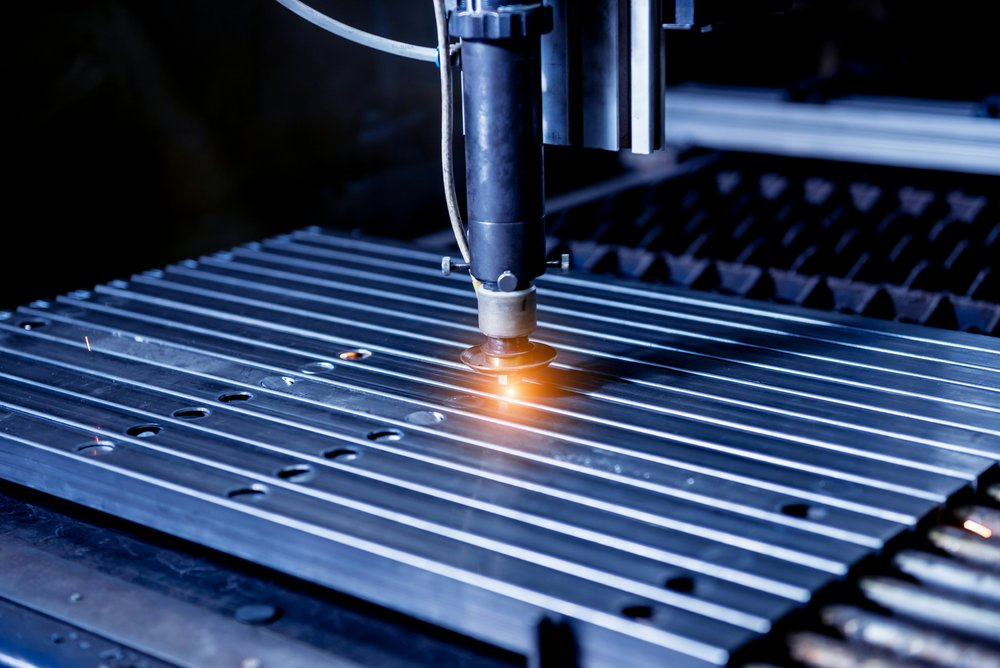
Откройте для себя эффективные решения распространенных проблем, связанных с изготовлением металлических изделий, включая технику сварки и резки. Узнайте о подготовке материалов, настройке оборудования, автоматизации и многом другом для получения стабильных и высококачественных результатов в металлообработке.
Проблемы изготовления металла решены: Лучше для сварки и резки

Изготовление металлоконструкций играет жизненно важную роль в таких отраслях, как автомобильная, аэрокосмическая и обрабатывающая промышленность. Фабриканты режут, сгибают, сваривают и формируют сырье в точные компоненты и конструкции. Однако, Изготовление листового металла могут возникнуть проблемы: срезы могут быть некачественными, сварные швы могут содержать дефекты, а работа может затянуться. Проблемы возникают из-за неправильной настройки оборудования, неадекватных мер безопасности, недостаточного обучения и отсутствия процессов контроля качества.
В этой статье представлены решения распространенных проблем, связанных с металлообработкой, сфокусированные на технике сварки и резки. Мы рассмотрим лучшие практики подготовки материалов, настройки оборудования, развития навыков и обеспечения качества. Систематически решая проблемы, мастера могут свести к минимуму количество производственных ошибок, повысить эффективность и пропускную способность, а также производить детали в соответствии со строгими стандартами.
Подготовка материала:
Тщательная подготовка базовых материалов имеет решающее значение для успешного применения технологий сварки и резки. Грязь, масло, краска и окислы должны быть удалены с поверхности материалов, чтобы обеспечить плавление и правильное соединение. Загрязнения вносят несоответствия, вызывают пористость или растрескивание, а также препятствуют работе оборудования.
Для стали шлифование - самый эффективный метод подготовки. Она создает свежую, равномерно шероховатую поверхность, оптимальную для сварки. Хорошо работают проволочные круги или абразивные диски с покрытием. Если шлифование нецелесообразно, воспользуйтесь шлифовкой бумагой с высокой зернистостью или стальной ватой.
Алюминий требует особой очистки. Его родной оксидный слой намного прочнее стального и не так легко стирается. Лучше всего работают химические методы. Погружение деталей в раствор гидроксида натрия или калия при температуре 150-180°F растворяет оксиды в течение нескольких минут. Всегда сначала обезжиривайте алюминий, используя растворители, например, денатурированный спирт. Нержавеющая сталь выигрывает как от механической, так и от химической обработки. Сверление и шлифование с кругом из оксида алюминия или карбида кремния подготавливает поверхность к сварке и резке. Затем погружение в раствор лимонной или азотной кислоты протравливает поверхность и удаляет пятна.
Настройка сварочного оборудования:
Правильная настройка и конфигурация сварочных источников питания и горелок существенно влияет на производительность и результаты процесса. Операторы должны оптимизировать напряжение, скорость подачи проволоки и расход газа в зависимости от типа и толщины материала.
Например, при MIG-сварке стали обычно используется напряжение 18-25 В и скорость подачи проволоки 150-500 дюймов в минуту для тонких и толстых секций. Добавление целлюлозы или защитного газа CO2 со скоростью 15-30 кубических футов в час защищает сварочную ванну.
Магнитно-импульсная сварка Алюминий требует еще более низкого напряжения (10-15 В) для большего контроля проволоки. Инертные смешанные газы, такие как аргон-гелий, обеспечивают превосходное сплавление по сравнению с чистым аргоном. Дополнительный расход газа, примерно в 1,5 раза превышающий стандартные показатели для стали, лучше устраняет окисление. Техника сварки и резки Положение и геометрия шва также диктуют необходимость настройки оборудования. В швах, расположенных вертикально вверх, легко скапливаются брызги, поэтому снижение напряжения на 0,5-1 В предотвращает образование шлаков. Внешние угловые швы на толстых трубах требуют более высокой подачи проволоки для адекватного заполнения корда? Такие механизмы, как приводные ролики, облицовка горелки и контактный наконечник, со временем изнашиваются.
Регулярно проверяйте их на герметичность, наличие трещин и скоплений грязи, которые препятствуют подаче проволоки. Заменяйте расходные материалы до ухудшения их характеристик. Все провода, питающие оборудование для сварки и резки, должны быть правильно подобраны, чтобы избежать перегрева при рабочей нагрузке. Пожарная безопасность также очень важна - следите за чистотой и сухостью помещений, используя расположенные рядом огнетушители. При оптимизированных настройках оборудования мастера производят более прочные и качественные сварные швы.
Настройка оборудования для резки:
Будь то плазма, кислородное топливо, лазер или вода ET, передовая обработка оборудование требует тщательной калибровки и настройки станка для получения точных результатов. Для плазменных горелок ток, давление газа и скорость резки работают в тандеме. Правильное давление воздуха и плазмообразующего газа обеспечивает оптимальную дугу и качество резки при повышенной скорости движения. Слишком ограниченное давление режет слишком медленно, а избыточный поток выдувает расплавленный металл и снижает контроль над резкой.
При настройке кислородной резки основное внимание уделяется газовой смеси и давлению. Ацетилен хорошо режет сталь при 25-30psi кислорода и 10-15psi ацетилена в горелке. Регулируйте давление в зависимости от толщины и разрезаемого материала, чтобы контролировать форму пламени и эффект окисления.
Лазерная резка предполагает выравнивание зеркал, фокусировку линз и настройку размера пятна, мощности и вспомогательного газа. Более плотные листовые материалы требуют меньшего сфокусированного пятна, в то время как толстые листы свариваются большими, менее концентрированными лучами.
Гидроабразивная резка Системы включают в себя настройку размера сопла, скорости подачи абразива и давления воды в зависимости от твердости материала, его толщины и желаемых характеристик качества резки, таких как качество кромок в зависимости от скорости.
Все резаки нуждаются в чистых, хорошо обслуживаемых резервуарах и компонентах резака, а также в надлежащих компонентах фильтрации и регулирования давления. Пожарная безопасность остается критически важной при использовании кислородных резаков независимо от качества настройки. С оптимизированными машинами производители выполняют повторяющуюся и производительную резку.
Техника сварки:
Мастерское владение технологиями сварки и резки обеспечивает прочные, бездефектные соединения, отвечающие требованиям приложений. Для SMAW Техника сварки На тонкой стали выполняйте небольшое круговое плетение со скоростью 7-15 дюймов в минуту при наклоне кончика электрода на 2-5 градусов. Сила тока зависит от размера электрода - стержни 1/8″ хорошо работают при 80-120 А.
При использовании GMAW держите горелку под углом 15 градусов и двигайтесь по схеме легкого плетения. Скорость движения 80-150ipm обеспечивает хорошую скорость подачи проволоки для проплавления материала без чрезмерного разбрызгивания. Правильное перемещение пистолета поддерживает форму сварного шва.
FCAW похожа на GMAW, но проволока с флюсом выделяет больше дыма. Потратьте дополнительное время на организацию адекватного дымоудаления, особенно при горизонтальных сварных швах. Держите пистолет перпендикулярно и сделайте 3-5 проходов по струне со скоростью 60-100ipm.
SAW быстро создает жесткие подкладочные материалы, используя синхронную подачу проволоки и метод "танца дуги". Выполняйте плоские или вертикальные швы со скоростью 100-150ipm, используя ткацкие колебания шириной 1/2-1″. Оптимизируйте перемещение для получения полных профилей. Многопроходные техники добавляют прочность. Для стыковых сварных швов проведите плетеный бисер в корне, затем стрингеры с добавлением наполнителя для горячей крышки второго прохода. Соединения внахлестку требуют легкого плетения внахлест на каждый край сварного шва.
Правильная подгонка шва и выбор присадочного металла завершают качественный сварной шов. Используйте E6013 для углеродистой стали и E71T-1 для MIG-сварки нержавеющей стали. Происходит усадка, поэтому перед сваркой и резкой слегка подшлифуйте швы. Дайте остыть между проходами, чтобы предотвратить растрескивание и убедиться в полном проплавлении. Применяя различные техники, тренируйтесь поддерживать постоянную длину проплавления и развивать стабильное угловое усилие и скорость перемещения стержня, чтобы получить ровные, однородные сварные швы, соответствующие нормам и проектным требованиям.
Техники резки:

Будь то прямая, круговая или прецизионная цельная резка, специалисты по изготовлению металлических изделий должны владеть технологиями плазменной, кислородной, лазерной и водоструйной резки. Для прямой Плазменная резка на низкоуглеродистой стали до 1/2″, двигайтесь со скоростью 15-25ipm, поддерживая небольшой пропил в 1/8″. Наклоните резак на 10-15 градусов и ведите его от верхнего угла для получения чистых срезов. Прокалывайте начальные отверстия, используя коническую дугу, а затем выполняйте прямой рез. Резка кислородным топливом происходит медленнее, требуя равномерного перемещения резака на 3-10ipm.
Контролируйте сфокусированное пламя диаметром 6-8″, равномерно надавливая на режущий диск. Вводите в разрез острие нейтрального пламени, чтобы предотвратить обратную тягу. Для снятия скосов перемещайте резак в соответствии с углом наклона отрезного круга. Лазерные резаки обеспечивают точность с допуском менее 0,005″. Пирс начинает с пульсирования луча под ним, затем следует непрерывная мощность резки. Скорость движения 80-400ipm зависит от материала и размера сопла, но при этом сохраняется постоянная фокусировка. Гидроабразивная сварка и резка требует перемещения плотного потока перпендикулярно со скоростью 30-125ipm. Отрегулируйте угол наклона сопла и расход абразива, чтобы обеспечить эффективность резки в зависимости от твердости. Для получения ровных деталей двигайтесь по радиусам плавно, а не сегментированными линиями.
Цельная резка усиливается концентрически, уменьшая мощность или давление по мере проникновения в отверстие. Плазменные резаки режут отверстия в пределах ширины пропила, в то время как при кислородной резке могут потребоваться вложенные проходы режущих дисков все большего диаметра, вплоть до 4″. Правильно зажатые материалы обеспечивают плавные, устойчивые движения резака. Системы с ЧПУ последовательно повторяют ручные приемы на множестве деталей. Следуя оптимизированным условиям резки, производители точно формируют самые разнообразные листы и плиты.
Автоматизация в производстве:
Изготовление автоматизация обеспечивает постоянство и повышение производительности благодаря процессам, управляемым компьютером. Плазменные, лазерные и водоструйные станки с ЧПУ вырезают повторяющиеся детали по запрограммированным траекториям практически без участия рук. Операторы загружают материалы на автоматизированные столы, которые маневрируют под стационарными головками.
Роботизированные сварочные камеры выполняют запрограммированные последовательности действий, обучая шарнирные руки технике сварки и резки. Системы технического зрения обеспечивают подбор и подгонку деталей для автоматической многопозиционной сварки без повторного перемещения деталей. Последовательные движения горелки, давление и скорость робота превосходят человеческие возможности. Системы укладки на поддоны обеспечивают безостановочное производство. Роботы загружают и разгружают паллеты с заготовками и готовыми материалами из Станки с ЧПУ на конвейерах, идущих к нескольким рабочим ячейкам. Близлежащие склады инвентаря буферизируют линии.
Автоматизированные устройства подачи рулонов обеспечивают своевременную доставку материала к роботам для лазерной резки, что обеспечивает бережливое производство. Аналогичным образом устройства подачи прутков обеспечивают подачу прутков на Токарные центры и трубопрокатные станки. Программное обеспечение упрощает сопряжение станков с помощью общих языков программирования и кинематики. Рабочие процессы, основанные на шаблонах, генерируют вложенные файлы резки и кодируют последовательности технологий сварки и резки для массовой настройки. Интеграторы помогают в реализации и оптимизации.
В то время как высокие капитальные затраты требуют больших объемов, автоматизация обеспечивает точность, повторяемость и работу с большими/тяжелыми деталями за пределами возможностей ручного труда. Гибридное производство балансирует между автоматизацией и гибким набором человеческих навыков для смешанных требований линии. Вместе они повышают производительность и качество для конкурентоспособных производственных операций.
Заключение:
В этой статье описаны несколько ключевых областей, которыми должны овладеть изготовители, чтобы постоянно производить высококачественные сварные и резаные детали с минимальными проблемами. Тщательная подготовка исходных материалов путем очистки и любой необходимой обработки поверхности закладывает фундамент. Правильная настройка источников питания и расхода газа для сварки и резки, а также оптимизация параметров станка плазменной резки также имеют решающее значение для контроля процесса и достижения результатов.
Развитие ручных навыков с помощью таких приемов, как плетение узоров и поддержание скорости резака, позволяет получать прочные, бездефектные сварные швы и точные срезы. Дополнение ручной работы такими инструментами, как автоматизированные системы и робототехника, помогает повысить производительность, повторяемость и безопасность на предприятиях. Следование лучшим практикам в области обработки материалов, настройки оборудования и производственных технологий сварки и резки решает многие распространенные проблемы при изготовлении металла. Это позволяет производителям повышать эффективность работы и раз за разом поставлять продукцию, соответствующую строгим стандартам качества.
Вопросы и ответы:
В: На что мне следует обратить внимание при покупке оборудования для производства?
О: Учитывайте мощность машины, возможности автоматизации, гарантийную поддержку и варианты модернизации. Выбирайте надежные торговые марки и смотрите демонстрационные образцы.
В: Может ли плазменная резка заменить кислородную резку в таких областях, как резка труб?
О: Плазма обеспечивает более быструю резку с высоким качеством, но имеет более высокие эксплуатационные расходы. Кислородное топливо остается лучшим вариантом для толстых материалов и портативной резки.
В: Сколько обычно стоят роботизированные сварочные камеры?
О: Стоимость ячеек начального уровня может начинаться от $150K, но крупномасштабные системы могут стоить более $1M в зависимости от количества роботов, сварочных инструментов и требуемых мер безопасности.
В: Какие СИЗ необходимы для сварки?
О: Как минимум, сварочные шлемы, перчатки, защитные очки и ботинки со стальными носками. Дополнительные средства защиты, такие как куртки и экраны, защищают от искр и ультрафиолетового облучения.
В: Насколько важна подготовка материала для сварки алюминия?
О: Подготовка материала очень важна для алюминия, поскольку его оксидный слой должен быть полностью удален для достижения надлежащего сцепления в сварном шве.




