Перейти к содержимому
Перейти к содержимому 
Электронно-лучевое плавление (ЭЛП) открывает широкие возможности для изготовления сложных металлических деталей, но пробелы в знаниях о процессе замедляют его внедрение. Данное руководство раскрывает суть EBM, изучая свойства порошка, тепловое моделирование, влияние параметров и примеры промышленного использования. Продвижение в понимании свойств материалов, моделирование и совершенствование производства - ключ к оптимизации этого специализированного процесса. 3D-печать техника
Свойства металлических порошков, имеющие решающее значение для процесса электронно-лучевого плавления
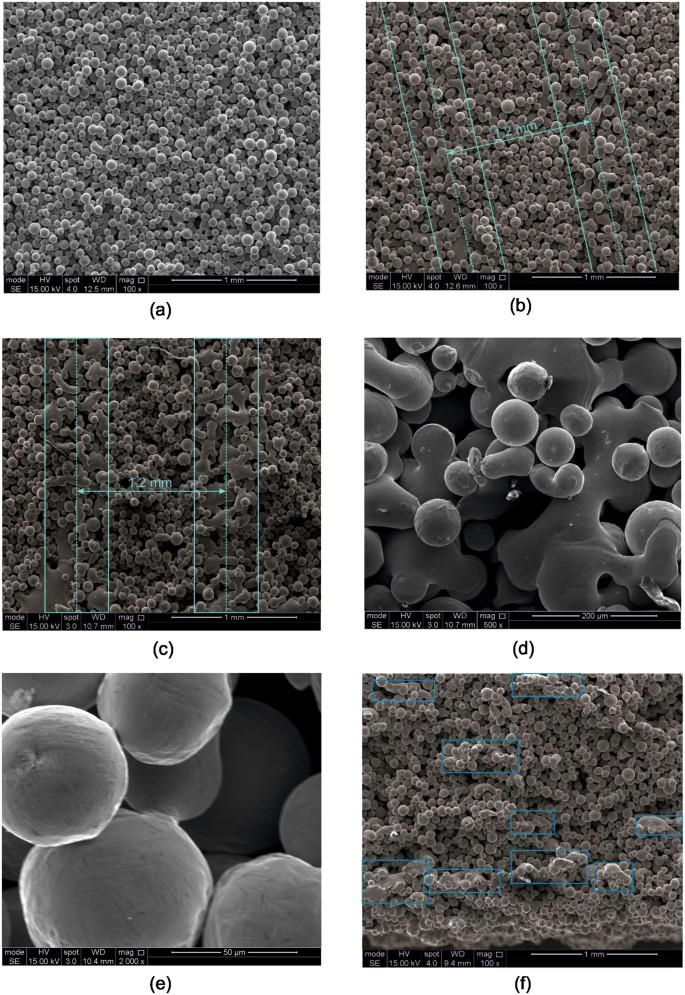
Сырьевой порошок играет важную роль в электронно-лучевом плавлении, поскольку он выборочно сплавляется с помощью электронного луча для создания каждого нового слоя. Перед началом плавления порошок подвергается предварительному нагреву, в результате которого он спекается. Этот процесс спекания связывает частицы и образует между ними перегородки. Чтобы понять поведение спекания, исследователи изучили предварительно нагретый порошок Ti-6Al-4V с помощью микроскопии. Сканирующая электронная микроскопия показала, что между частицами, диаметр которых варьировался от 1 до 10 микрометров, образовались выемки. Дальнейший анализ показал, что порошок имеет микроструктуру в виде плетеной корзины, содержащей альфа- и бета-фазы, что напоминает микроструктуру твердого сплава.
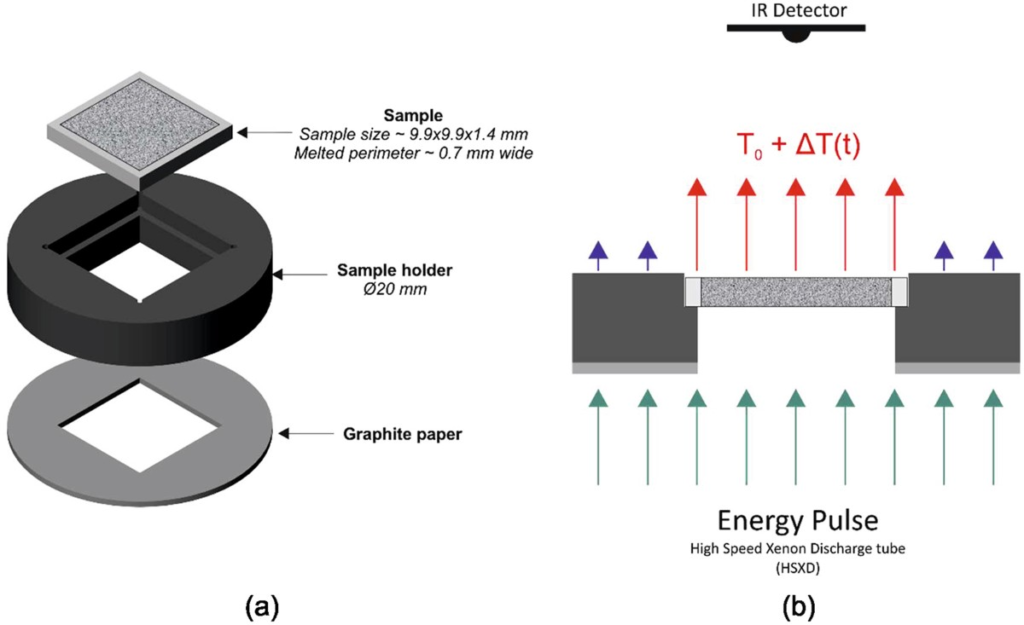
Дополнительное тестирование касалось уровня пористости порошка и тепловых свойств. Образцы порошка были изготовлены методом электронно-лучевого плавления и впоследствии просканированы с помощью микротомографии. Результаты показали пористость около 50% во всех образцах. Также была измерена теплопроводность при различных температурах. Интересно, что порошок показал значительно более низкую проводимость, чем твердый Ti-6Al-4V, со значениями примерно на четверть больше. В частности, проводимость составила 0,63 Вт/мК при комнатной температуре, увеличившись до менее 2,44 Вт/мК при 750 градусах Цельсия. Эти результаты помогли охарактеризовать важные свойства порошка.
Понимание поведения при спекании дало представление о предварительной обработке порошка во время EBM. Количественная оценка пористости и теплопроводности помогла разработать тепловые модели, критически важные для моделирования процесса плавления в EBM. В целом, точное представление атрибутов порошка оказалось жизненно важным для демистификации этой новой технологии. Технология 3D-печати.
Теплопроводность порошков EBM
Исследователи предприняли шаги, чтобы специально измерить теплопроводность порошка Ti-6Al-4V, используемого в электронно-лучевом плавлении. Для этого были изготовлены образцы, содержащие как твердую, так и порошковую части, с помощью металлическая 3D-печать Процесс. Затем в ходе тестирования была выделена проводимость внутри участков порошка.
Результаты показали, что проводимость порошка намного ниже, чем у твердого титанового сплава. При комнатной температуре проводимость порошка составила 0,63 Вт/мК - всего лишь около четверти от проводимости плотного Ti-6Al-4V. Даже при более высоких температурах проводимость оставалась низкой по сравнению с твердым аналогом. При повышении температуры до 750°C проводимость порошка несколько возросла, но составила около 2,44 Вт/мК.
Эти данные подтвердили, что порошки обладают значительно меньшей способностью передавать тепло по сравнению с твердым металлом. Их низкая проводимость, скорее всего, обусловлена пористостью, присущей им при производстве порошка. Такие низкие тепловые свойства имеют последствия при моделировании процесса плавления EBM.
Моделирование процесса EBM с помощью теплового моделирования
Чтобы лучше понять тепловые явления во время электронно-лучевой плавки, исследователи создали конечно-элементную модель. Такой подход к моделированию позволил изучить распределение температуры по деталям. Были учтены такие ключевые факторы, как изменяющиеся под воздействием температуры свойства материала и тепловой поток от электронного луча. В частности, в модели нагрев пучком рассматривался как конический источник тепла, выделяющий энергию на основе гауссова распределения. Затем анализ методом конечных элементов рассчитал изменения температуры с течением времени, когда виртуальный луч сканировал деталь слой за слоем. Различные параметры производства были протестированы in silico.
Параметры луча, такие как мощность, диаметр и скорость, были изменены, чтобы проанализировать их влияние на размер бассейна расплава. Как и ожидалось, более высокая мощность и более медленное сканирование увеличили расплавленную область. В то же время, использование более широкого диаметра луча привело к боковому сжатию бассейна расплава, но уменьшило его глубину. Чтобы оценить точность, прогнозы моделирования сравнивались с экспериментальными результатами. Измерения включали в себя количественную оценку реальных бассейнов расплава, полученных из изготовленных образцов. Убедительно, что размеры бассейнов расплава, предсказанные моделью, в целом совпали с физическими наблюдениями. Отклонения составили в среднем около 32%, что подтверждает способность моделирования отражать ключевые тепловые явления.
В целом, эта работа по моделированию заполнила пробелы в понимании теплового процесса, лежащего в основе EBM. Утвержденное моделирование теперь является полезным инструментом для оптимизации производственных настроек и определения теплового воздействия различных изменений в конструкции или материалах.
Влияние скорости сканирования на процесс EBM и детали
Ключевой производственный параметр, называемый функцией скорости, влияет на скорость расплавления электронного луча во время сканирования. Исследователи экспериментировали с различными индексами функции скорости, чтобы оценить их влияние.
Более высокие индексы соответствуют более быстрому движению луча. Это ускоряло процесс изготовления, но снижало энергопотребление, поскольку луч проводил меньше времени в каждом месте. Результаты показали более шероховатые поверхности и более крупные бета-зерна с увеличением индекса.
Показания температуры также выявили влияние скорости сканирования. Пиковые температуры около 2700°C снижались по мере роста индексов и увеличения скорости. Более быстрое сканирование электронным лучом ослабляло плотность энергии, снижая достигнутые температуры. Характеристика этих эффектов скорости сканирования оказалась ценной. Понимание того, как изменение функции скорости изменяет тепловые условия и получаемые микроструктуры, позволяет оптимизировать эту важную производственную переменную.
Измерение температуры во время EBM с помощью термографии
Исследователи использовали ближнюю инфракрасную тепловизионную камеру для неразрушающего контроля температуры в системе электронно-лучевой плавки. Чувствительность тепловизора позволила визуализировать отдельные этапы производства, такие как предварительный нагрев, контурное плавление и сканирование внутренних штрихов.
Пространственное разрешение тепловых изображений составило 46,8 мкм на пиксель по горизонтали и 66,2 мкм на пиксель по вертикали. На основе видеозаписи каждого этапа можно было получить средние температурные профили вдоль траектории луча.
Примечательно, что профили выявили характерную область плато, соединяющую температуры фазового перехода ликвидус и солидус. Это подтвердило способность камеры обнаруживать фазовые переходы, происходящие в бассейне расплава. Дополнительные измерения показали тепловое поведение при различной высоте сборки. Результаты показали, что скорость охлаждения увеличивается дальше от подложки. Пиковые температуры также снижались быстрее с увеличением высоты из-за более слабой проводимости в нижележащие слои.
В целом, картирование температуры с помощью термографии позволило получить новое представление о процессе электронно-лучевого плавления. Сравнение профилей также способствовало моделированию методом конечных элементов, направленному на реалистичное моделирование тепловых явлений. Бесконтактное профилирование температуры продолжает способствовать оптимизации и контролю качества.
Измерение температуры во время производства EBM
Исследователи использовали инфракрасную тепловизионную камеру для неразрушающего наблюдения за температурой сборки. Эта камера, работающая в ближнем инфракрасном диапазоне, могла снимать этапы предварительного нагрева, построения контуров и сканирования внутренних деталей. Разрешение камеры оказалось довольно хорошим, достигнув 46,8 микрометров на пиксель по горизонтали и 66,2 микрометров по вертикали. Видео, снятое во время печати, позволило создать средние температурные профили вдоль траектории луча.
Примечательно, что эти профили демонстрировали характерную плоскую область, соединяющую температуры плавления и затвердевания. Это подтвердило способность визуализатора воспринимать фазовые превращения в плавящемся материале. Дополнительные профили регистрировали результаты на разных высотах. Результаты показали, что охлаждение ускоряется дальше от основания. Пиковые температуры также снижались быстрее, чем выше, из-за более слабой проводимости вниз через осажденные слои.
В целом, температурные карты с помощью тепловидения позволили получить новые сведения о плавлении электронным лучом. Устойчивая 3D-печать Процесс. Профили повышают достоверность вычислительных моделей, направленных на реалистичное воссоздание тепловых явлений. Бесконтактное профилирование температуры продолжает улучшать мастерство и качество процесса.
Влияние производственных параметров на процесс EBM
Атрибуты пучка
Исследователи использовали тепловое моделирование, чтобы изучить, как характеристики луча влияют на геометрию бассейна расплава. При моделировании производства Ti-6Al-4V независимо друг от друга изменялись такие параметры, как мощность пучка, диаметр и скорость.
Как и ожидалось, увеличение мощности или замедление движения расширяют моделирование методом наплавленного напыления зоны и повысили максимальную температуру. Оба изменения увеличили энергию, доставляемую к слою порошка. В то же время, использование более широкого электронного луча сжимало бассейны расплава в боковом направлении, одновременно уменьшая глубину. Более широкий луч распределяет энергию по большей площади, уменьшая нагрев в любом месте.
Влияние скорости сканирования
В дополнительной работе были проведены эксперименты с различными скоростями электронного сканирования. Называемый функцией скорости, этот параметр контролировал движение луча.
Более быстрое движение коррелирует с более шероховатыми поверхностями и более крупными бета-зернами в деталях. Сокращение времени расплавления из-за более быстрого сканирования уменьшило плотность мощности.Тепловые измерения показали снижение пиковых температур с увеличением скорости. Более быстрые лучи тратили меньше времени на плавление порошка, генерируя меньше общего тепла.Все вместе это дало основу для понимания влияния параметров. Оптимизация требует определения того, как параметры изменяют тепловые условия и свойства.
Области применения, в которых выгодно использовать технологию EBM
Благодаря своей гибкости в создании сложных металлических деталей, электронно-лучевая плавка находит применение во всех отраслях промышленности. Аэрокосмическая промышленность использует EBM для изготовления сложных деталей двигателей, таких как сопла и подвижные части шасси. В процессе изготовления этих сложных деталей реактивных двигателей используются такие материалы, как титановые сплавы.
Медицинская имплантация также использует электронно-лучевое плавление. Обычно Материалы для 3D-печати персонализированные биомедицинские имплантаты и зубные протезы. Тонкости, возможные благодаря этому процессу, приносят пользу имплантации.
Сварка и автомобильная промышленность также применяют EBM. Сварка использует его для создания индивидуальных сварных соединений между металлами. В автомобилестроении EBM используется при производстве турбокомпрессоров, требующих высокой точности. Технология формирует детали турбокомпрессоров с точной геометрией из порошкового сырья.
Дополнительные секторы видят выгоду. Электроника нуждается в точно изготовленных радиаторах и корпусах, подходящих для Производство EBM. Военное и морское дело рождает оружие и плавсредства с помощью электронно-лучевой плавки в вакууме. Даже ювелирное дело использует электронно-лучевую плавку, формируя витиеватые творения из драгоценных металлов. По мере того, как растет опыт работы с материалами и процессами, появляются новые возможности применения в аэрокосмической, медицинской, машиностроительной и других областях. EBM, заполняющий пробелы в специализированном производстве, вдохновляет на дальнейшее межотраслевое использование.
Консолидация
В этой статье Вы узнаете об электронно-лучевом плавлении, обсудив свойства порошка, тепловое моделирование, температурные записи, производственные параметры и способы применения. Понимание состава порошка, моделирование движения тепла, настройка параметров и учет показаний температуры по-прежнему играют ключевую роль в развитии этой технологии. Продолжающиеся исследования обещают перевести EBM из разряда специализированных технологий в разряд широко распространенных промышленных приложений. Усилия направлены на то, чтобы понять, как свойства луча, качество материала и окружающая среда сочетаются в процессе изготовления.
По мере укрепления понимания расширяются возможности использования процесса. Улучшение контроля может привести к более воспроизводимому производству. Расширение ассортимента материалов способствует удовлетворению неудовлетворенных потребностей производителей. Оптимизация процесса в конечном итоге снижает производственные затраты. Таким образом, углубление понимания прокладывает путь к электронно-лучевому плавлению для массового производства сложных металлических деталей во многих сферах деятельности.
Вопросы и ответы
В: Что такое электронно-лучевое плавление и как происходит этот процесс?
Электронно-лучевое плавление - это технология аддитивного производства, при которой металлические детали создаются слой за слоем с помощью высокоэнергетического пучка электронов, сплавляющего порошкообразное сырье. Металлический порошок осаждается на платформу для сборки внутри вакуумной камеры. Затем электронный луч сканирует каждый слой, расплавляя порошок в точном соответствии с цифровым файлом проекта. По мере того, как последующие слои застывают на предыдущих, образуется плотная деталь.
В: Как металлические порошки влияют на процесс EBM?
Металлические порошки играют ключевую роль в качестве исходного материала. Их свойства, такие как пористость и теплопроводность, влияют на передачу тепла при плавлении. Предварительная обработка также измельчает порошок, образуя пустоты между частицами. Понимание свойств порошка помогает оптимизировать предварительную обработку и смоделировать этап плавления.
В: Какие факторы может отразить моделирование теплового процесса EBM?
Моделирование методом конечных элементов учитывает свойства, зависящие от температуры, и аппроксимирует электронный луч как объемный источник тепла. Моделирование оценивает влияние таких параметров, как мощность, диаметр и скорость пучка, на размеры и температуру бассейна расплава. Сравнение с экспериментами подтверждает результаты моделирования.
В: Как переменные процесса, такие как скорость луча, влияют на производство EBM?
Более быстрое сканирование соответствует снижению плотности энергии, поскольку луч тратит меньше времени на сплавление каждого участка. Более высокая скорость сканирования коррелирует с более шероховатыми поверхностями, более крупными бета-зернами в микроструктурах и снижением пиковой температуры деталей, что обусловлено более слабым нагревом. Характеристика такого воздействия позволяет оптимизировать параметры.
В: В каких отраслях применяется EBM и каким типам компонентов он способствует?
О: Отрасли, в которых используется EBM, включают аэрокосмическую промышленность, производство медицинских имплантатов, сварку, автомобилестроение, электронику и многое другое. Она позволяет создавать такие сложные детали, как сопла для реактивных двигателей, зубные протезы, нестандартные сварные швы, детали турбокомпрессоров и сложные корпуса. Совершенствование материалов и процессов продолжает расширять сферу применения.