 Перейти к содержимому
Перейти к содержимому 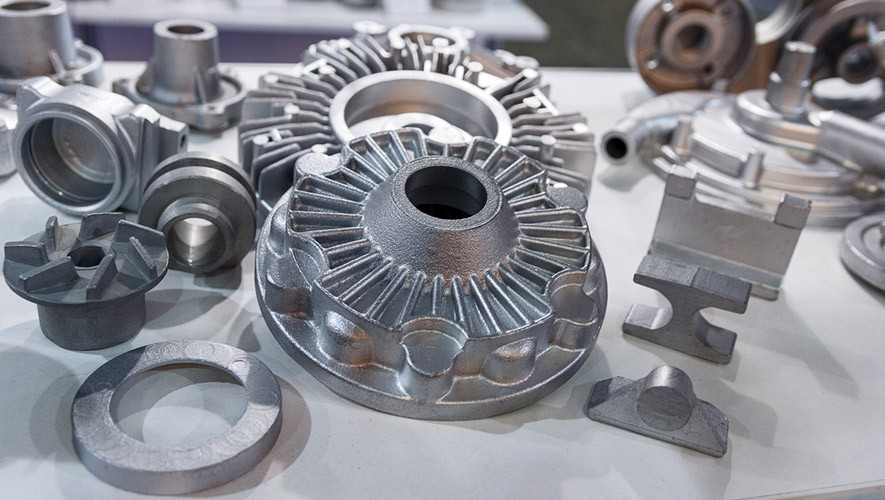
Изучите процесс литья под давлением, начиная с проектирования формы и заканчивая впрыском металла, охлаждением и выталкиванием. Узнайте, как этот высокоточный метод позволяет массово производить сложные металлические детали для различных отраслей промышленности.
Понимание процесса литья под давлением: Пошаговый процесс

Литье под давлением это процесс формовки металла, который работает с увеличенным количеством деталей и производит металлические изделия. Но в этой статье Вы поймете, как происходит процесс литья под давлением и как он позволяет добиться точного массового производства. Прежде всего, какова роль дизайна пресс-формы в литье под давлением? Тщательно спроектированные пресс-формы имеют решающее значение, поскольку они определяют точность размеров и качество поверхности готовых деталей.
Более поздние этапы, такие как впрыск материала, затвердевание и выталкивание, также точно контролируются. К концу этой статьи Вы получите представление о том, как литье под давлением превращает расплавленные металлы в детали сетчатой формы с помощью интегрированного оборудования и методов оптимизации процесса
Что такое литье под давлением?
Литье под давлением - это метод формовки металла, при котором используется форма Литье под высоким давлением где расплавленные металлы впрыскиваются под высоким давлением в пресс-формы. Это делается для того, чтобы увеличить производство различных деталей с детальными и сложными характеристиками и размерами на промышленных линиях. Расплавленный металл, который может быть, например, цинком, алюминием или магниевыми сплавами, подается в формы со скоростью, которая может превышать 100 м/с.
В то же время давление до 100 мегапаскалей заставляет металл поступать во все тонкие углубления и формы, предусмотренные конструкцией формы. В результате высокоскоростного впрыска получаются прочные металлические детали, которые очень похожи на желаемую конечную форму и размеры с непревзойденной точностью и качеством поверхности. Таким образом, процесс литья под давлением позволяет ежедневно производить тысячи сложных металлических деталей по индивидуальному заказу для различных промышленных применений.
Дизайн пресс-формы
Изготовление пресс-формы - это первый этап процесса литья под давлением, который играет важнейшую роль в определении размеров и качества поверхности конечного продукта. С помощью компьютерного проектирования можно нарисовать детальные формы и даже наметить самые замысловатые трехмерные структуры и геометрии. Программное обеспечение для анализа конечных элементов (FEA) затем моделирует, как различные вариации конструкции изменят напряжения в материале пресс-формы при воздействии на нее высокого давления и температуры.
Используя этот анализ, Фрезерные станки с ЧПУ превращают блоки из закаленной инструментальной стали в точные сопрягаемые полости и стержневые узлы пресс-форм, заданные CAD-моделями. Линии водяного охлаждения и вентиляционные отверстия также обрабатываются в пресс-формах для улучшения термоконтроля. Это важно для поддержания равномерного температурного градиента, поскольку расплавленный металл быстро охлаждается и застывает внутри крупнозернистой структуры материалов пресс-формы. Правильно спроектированные пресс-формы помогают достичь допусков размеров и качества поверхности, необходимых для применения в различных отраслях промышленности.
Материалы для литья
Распространенные сплавы для литья под давлением включают цинк, алюминий и материалы на основе магния. Цинковые сплавы часто используются, когда приоритетными факторами являются высокая точность и сложная конструкция, благодаря способности цинка точно воспроизводить мелкие детали в форме. Алюминиевые сплавы предпочтительны там, где важна экономия веса, поскольку алюминий легче.
Процесс литья под давлением магниевых сплавов сочетает в себе жесткость магния и хорошую обрабатываемость. Печи точно регулируют температуру расплавленного металла, чтобы она оставалась чуть выше точки ликвидуса для каждого конкретного сплава. Теологические свойства расплавленных металлов также влияют на такие ключевые факторы, как то, насколько хорошо будет заполнена полость формы и как будет происходить застывание внутри формы.
Горячее камерное литье под давлением

В процессе литья под давлением низкоплавких цинковых и магниевых сплавов используются машины с горячей камерой, где расплавленный металл находится в непосредственном контакте с погруженными в воду гидравлическими цилиндрами. Это снижает необходимость в длительном предварительном нагреве расплавленной ванны по сравнению с машинами с холодной камерой. Горизонтальные машины холодной дроби также часто используются для ускорения производственных циклов. Автоматизированные процессы еще больше упрощают обработку материалов и помогают обеспечить постоянный контроль качества.
Холодное камерное литье под давлением

С холодильной камерой Роль литья под давлениемСплавы с более высокой температурой плавления, такие как алюминий, должны передаваться в расплавленном виде в отсек пресс-формы из внешних печей. Такой подход позволяет производить литье под давлением еще более сложных геометрических форм, поскольку более медленное время застывания расплавленного металла можно лучше контролировать, например, с помощью точного программирования дробей и литников. Автоматизация еще больше способствует этому прецизионному процессу.
Впрыскивание металла
Точно запрограммированные системы управления используются для безопасного перемещения расплавленного металлического сырья из печи выдержки в изолированные передаточные рукава, расположенные на машине для литья под давлением. В течение миллисекунд высокоскоростной плунжер вдавливает расплавленный сплав температурой ниже 2000°F, обычно цинк, алюминий или магний, в полости формы под давлением, которое может превышать 100 МПа.
Впрыск происходит настолько быстро, что расплавленный металл сохраняет изотермическое состояние, быстро заполняя все области сложных полостей, предусмотренных конструкцией штампа. Равномерное заполнение по всей поверхности сводит к минимуму риск попадания в деталь нежелательных газовых или механических примесей. Это также способствует постоянству свойств готовой отливки, поскольку расплавленный сплав превращается в твердую деталь внутри формы.
Охлаждение и застывание
Эффективное охлаждение имеет решающее значение для глобального рынок литья под давлением чтобы обеспечить контролируемое застывание расплавленного металла внутри формы. Жидкости с регулируемой температурой циркулируют по сетям каналов, обработанных непосредственно в блоках пресс-форм, способствуя ускоренному отводу тепла. Программируемые переменные, такие как скорость потока и температура охлаждающей жидкости, могут быть оптимизированы для каждой уникальной геометрии пресс-формы, чтобы обеспечить постоянный градиент затвердевания.
Обычные методы включают переменное охлаждение, при котором сначала снижается температура стенок пресс-формы, чтобы затвердевание началось от периферии внутрь. Это замедляет затвердевание в центре пресс-формы и предотвращает остаточные напряжения и деформации. Точные протоколы разрабатываются путем моделирования и тестирования, чтобы свести к минимуму усадочные поры и другие дефекты процесса литья под давлением, характерные для конкретной конструкции детали.
Выталкивание и обрезка
Когда отливка полностью затвердеет, ее необходимо извлечь из формы и подготовить к последующей обработке. Это достигается путем выталкивания и обрезки. Выталкивающие штифты выталкивают отливку из полости формы при срабатывании. Штифты устанавливаются и подбираются по времени так, чтобы процесс выталкивания отливки происходил плавно, по мере того как металл сжимается при охлаждении. Все излишки, оставшиеся после того, как расплав вошел в форму через патрубки и литники, затем точно срезаются. В результате обрезки получается чистый компонент, готовый к последующей обработке, контролю или сборке. Точное выталкивание и обрезка очень важны для сохранения точности размеров и качества поверхности.
Производственные соображения
Высокая производительность достигается благодаря автоматизации и повторяемости в современных операциях литья металлов. Интегрированные гидравлические, электрические и компьютеризированные системы управления позволяют литейным формам проходить полный цикл за считанные секунды. Это включает в себя заполнение полости формы расплавленным металлом, точно рассчитанное по времени застывание, затем извлечение и обработку готовой отливки.
Многогнездные формы позволяют литейщикам производить сотни одинаковых деталей из одной формы каждый час. Управление качеством также имеет решающее значение для контроля согласованности при длительном производстве. Инспекция проверяет наличие таких дефектов, как газовая пористость, ошибки усадки при затвердевании или полные ошибки, требующие корректировки процесса. Постоянный контроль и совершенствование процесса помогают литейным заводам соблюдать жесткие допуски и обеспечивать безупречный процесс литья под давлением в больших объемах.
Заключение

Литье под давлением повысило эффективность массового производства благодаря быстрому и точному автоматизированному изготовлению деталей из алюминиевых и цинковых сплавов в форме сетки. Постоянные технологические усовершенствования еще больше расширяют возможности процесса литья под давлением. Достижения в разработке рецептур сплавов расширяют выбор отливаемых металлов, включая более коррозионностойкие и высокопрочные варианты, подходящие для конкретных инженерных задач.
Улучшенная конструкция пресс-формы, контроль температуры и скорость литья повышают стабильность и повторяемость размеров. Более крупные и сложные формы позволяют создавать детали со все более сложными внутренними характеристиками и геометрией. Все эти факторы способствуют растущему использованию литья под давлением в таких отраслях, как транспорт, электроника, потребительские товары и возобновляемые источники энергии. По мере развития технологий процесс литья под давлением обещает обеспечивать более высокое качество деталей нетто-формы при все более высоких объемах производства.
Вопросы и ответы
Какова цель проектирования пресс-формы при литье под давлением?
Тщательно спроектированные формы имеют решающее значение для литья под давлением, поскольку они определяют точность размеров и качество поверхности деталей. Формы проектируются с помощью САПР и FEA, чтобы оптимизировать их работу при высоких давлениях и температурах.
Что такое этап впрыска металла?
Инжекция предполагает быстрое перемещение расплавленного металла в полости пресс-формы в течение миллисекунд при давлении более 100 МПа для равномерного заполнения полостей до затвердевания. Это позволяет свести к минимуму дефекты в готовой детали.
Как происходит процесс застывания?
Эффективное охлаждение является ключевым моментом: жидкости с регулируемой температурой отводят тепло через сети, проделанные в блоках пресс-форм. Переменные параметры могут быть оптимизированы для каждой пресс-формы, чтобы контролировать затвердевание для каждой уникальной геометрии.
Что происходит после застывания?
Готовые отливки извлекаются из формы, а лишние вспышки обрезаются, в результате чего получается чистая деталь, готовая к последующей обработке, например, к механической обработке или сборке.
Как литье под давлением обеспечивает высокую производительность?
Благодаря автоматизации и многогнездным формам литье под давлением может производить сотни одинаковых деталей в час из одной формы. Управление качеством также следит за постоянством при длительном производстве.





