Перейти к содержимому
Перейти к содержимому 
В этой статье рассказывается о том, как создавать 3D-печатные детали с высокими прочностными характеристиками путем выбора подходящих материалов, таких как PEEK, нейлон, изучения методов оптимизации параметров печати, включая плотность заполнения, ориентацию, толщину оболочки и постобработку, например, отжиг. В статье также рассматриваются области применения, в которых используются прочные 3D-печатные детали для создания функциональных прототипов, компонентов конечного использования и механических приспособлений.
3D-печатные детали: Лучшие материалы для более прочных и высокоточных отпечатков в 2024 году

С учетом тенденций развития технологий, представленных в таблицах, использование 3D-печать сейчас начинает находить свое применение в производстве функциональных деталей конечного использования, оснастки, инструментов и конструкций, которые могут испытывать структурные и механические нагрузки. Однако для удовлетворения требований к механическим свойствам конструктивных элементов парадигмы "напечатать деталь" недостаточно; выбор материала, настройки принтера, а также последующая обработка должны быть на высоте, чтобы достичь максимальной практической прочности.
В этой статье мы рассмотрим различные аспекты, связанные с 3D-печатью деталей, пригодных для функционального использования. Сначала мы рассмотрим материалы, обычно используемые благодаря своим механическим свойствам, такие как нейлон, поликарбонаты и высокоэффективные варианты, такие как PEEK. Понимание того, как эффективно использовать потенциал прочности этих материалов, имеет ключевое значение.
Затем мы рассмотрим влияние 3D-принтер такие параметры, как рисунок заполнения, ориентация детали, толщина оболочки, влияют на прочность напечатанных деталей. Оптимизация этих параметров играет важную роль в реализации истинных возможностей материалов. Также будут рассмотрены методы постобработки для дальнейшего повышения прочности.
Наконец, будут рассмотрены реальные приложения, в которых эффективно используются 3D-печатные компоненты с высокой механической прочностью. Цель статьи - предоставить подробное руководство по печати прочных деталей для прототипирования, оснастки и производства.
Определения прочности материала
Прочность на разрыв
Прочность на разрыв - это мера растягивающего напряжения, которое материал может выдержать в процессе растяжения и вытягивания до точки разрыва или разрушения. Ее можно определить как максимальное напряжение, которое материал может выдержать при разрыве или при растяжении до точки разрушения. Оно выражается в единицах, обозначаемых паскалями или фунтами силы на квадратный дюйм, сокращенно psi. Пределом прочности материала на разрыв считается потенциальное растягивающее напряжение, то есть материал с потенциалом прочности на разрыв.
Удлинение
Удлинение определяется как удлинение, достигнутое в материале до разрушения при растягивающих нагрузках. Обычно оно выражается в процентном отношении к исходной длине или ширине материала до разрушения. Чем выше удлинение материала, тем больше его можно растянуть, прежде чем он разрушится. Как и удлинение, это важнейшая величина, которая используется для характеристики пластичности или податливости материала.
Устойчивость к ударам
Способность материала 3D-печатных деталей противостоять разрушению или растрескиванию под нагрузкой называется ударопрочностью. Два распространенных теста для оценки ударопрочности данного материала - это ударный тест Изода или Шарпи. В этом испытании образец с надрезом подвергается одному взмаху или одному удару взвешенного маятника. Определяется поглощенная энергия удара, которая используется в энергии разрушения. То есть, материал с более высокой ударной прочностью или поглощенной энергией может противостоять внезапной ударной нагрузке без разрушения.
Химическая стойкость
Химическая стойкость Нигерия рассматривает способность материала, в данном случае ткани с покрытием, оставаться неизменным или, если он разрушается, то как он разрушается при контакте с химическими веществами, кислотами, щелочами, солями или растворителями. Материалы ранжируются в зависимости от их характеристик при контакте с химическими растворами с помощью теста на погружение или иным способом. Возможны случаи, когда материал просто расплавляется, а при контакте с химикатами некоторые его части могут разбухнуть или даже стать непрочными. Химически стойкие материалы сохраняют свои характеристики и не ухудшают внешний вид или структуру при контакте с химическими веществами.
Устойчивость к ультрафиолетовому излучению
Устойчивость к УФ-излучению - это показатель того, как материал может противостоять разрушению под воздействием ультрафиолетового света, главным образом, солнечного. Из всех материалов, которые подвергаются воздействию внешней среды, пластиковая 3D-печать и полимеры легко разрушаются под воздействием УФ-излучения. УФ-деградация обычно вызывается фотохимическими реакциями, разрывая химические связи и вызывая изменение цвета, растрескивание под напряжением или коррозию под напряжением вдоль линии, перпендикулярной направлению источника света. Материалы, обладающие большей устойчивостью к УФ, имеют более длительный срок службы при использовании в условиях воздействия солнечного света или УФ-ламп.
Устойчивость к температуре
Температуростойкость - это способность материала сохранять механические и физические свойства при высоких и низких температурах. Большинство материалов размягчается или затвердевает вне диапазона рабочих температур. Материалы, предназначенные для использования при высоких температурах, сохраняют прочность и другие свойства при повышенных температурах. В то время как материалы, устойчивые к низким температурам, остаются вязкими и ударопрочными при отрицательных температурах.
Температура теплового отклонения
Температура теплового прогиба (ТТР) или температура тепловой деформации означает температуру, при которой полимер или пластиковый образец не сохраняет свою форму под определенной нагрузкой. Эта нагрузка обычно стандартизируется на уровне 4,45 кПа или 0,125 МПа. HDT используется в качестве меры термостойкости термопластов. Это имеет смысл просто потому, что степень кристалличности, на которую указывает значение HDT, влияет на теплостойкость пластика. Высокотемпературные пластмассы не деформируются, не сжимаются, не разбухают и не претерпевают других химических изменений при высоких температурах и не выходят из строя механически.
Часто используемые материалы для 3D-печати

Поликарбонат (PC)
Поликарбонат - это термопластик, который обладает более высокой ударопрочностью, стабильностью размеров и термостойкостью по сравнению с другими материалами для 3D-печати, такими как ABS. Полигликоль имеет температуру стеклования около 147 градусов Цельсия. ПК детали очень прозрачны и очень прозрачны, то есть абсолютно прозрачны. Однако печатать на ПК сложнее, чем на ABS, поскольку он требует более высоких температур печати - около 250-300°C. Его можно использовать для изготовления прозрачных прочных корпусов, медицинских устройств и прототипов. ПК обладает очень хорошей химической стойкостью к спиртам, кислотам и щелочам.
Акрилонитрил-бутадиен-стирол (ABS)
ABS объясняется тем, что является одним из самых распространенных термопластичных материалов в Инструменты для 3D-печати благодаря своей дешевой цене и совместимости с 3D-печатными деталями для домашнего использования. Хороший баланс прочности, жесткости, вязкости и долговечности делает его наиболее предпочтительным материалом. Материал ABS довольно хорошо переносит удары и нагрев и имеет HDT около 95°C. Он может выдерживать температуру 80°С. Компоненты из ABS находят широкое применение в функциональных прототипах JL, корпусах электроники и т.д. Однако при печати АБС выделяет вредные летучие газы, поэтому печать должна производиться в корпусе. Этот материал не предназначен для длительного использования в медицинский и аэрокосмическая промышленность Индустрии.
Полимолочная кислота (PLA)
PLA Это экологически чистый и нежный термопластик, который получают из возобновляемого сырья растительного происхождения, такого как кукурузный крахмал, корни маниоки, сахарный тростник и др.
. Он заменяет ABS, не оказывает вредного воздействия на здоровье при 3D-печати деталей и безопасен для окружающей среды. PLA обладает сравнительно меньшей термостабильностью с Tg между 50 и 60°C. Тем не менее, он мало деформируется и очень прост в печати без необходимости в корпусе. PLA жесткий, химически стойкий, его можно отжигать и впоследствии окрашивать. Чаще всего его применяют для создания моделей, неструктурных деталей и прототипов. Однако у PLA есть один недостаток: он склонен разбухать при контакте с влагой, что приводит к деформации.
Нейлон
Нейлон или полиамид - это семейство термопластов, которые отличаются хорошей прочностью и жесткостью, а также умеренной термостойкостью. Они плавятся при температуре 215°C и 178°C соответственно. Нейлон 6 и Nylon 12 для пластмасс соответственно. Эти материалы могут выдерживать перепады температур 80-100°C в непрерывном режиме. 3D-печатные детали из нейлона обладают высокой износостойкостью, поэтому их удобно использовать для изготовления функциональных деталей, так как они прочные. С другой стороны, нейлон сложнее печатать, чем ABS и PLA, из-за необходимости использовать корпус и подогреваемую платформу для сборки. Его часто используют для изготовления шестеренок, шкивов, корпусов и деталей машин, требующих выносливости.
Пленки из ПЭЭК и углеродного волокна
PEEK или полиэфирэфиркетон - это высокоэффективный инженерный термопластик, используемый в аэрокосмической, автомобильной и телекоммуникационной промышленности. Он обладает высокой термической стабильностью, имея температуру плавления около 343°C, а также хорошими механическими свойствами, химической инертностью и биостойкостью. Примерно на 40% больше прочности и на 80% больше жесткости достигается за счет использования углеродного волокна, усиленного PEEK. Однако эти материалы обеспечивают очень высокую температуру 3D-печатных деталей, достигающую в некоторых из них 380 градусов Цельсия. Это делает их благоприятными для использования в производстве медицинских имплантатов, аэрокосмических деталей и других высокопрочных деталей.
Хотя существует большое количество вариантов применения ABS в 3D-печатных деталях, высокая стоимость материала и Стоимость 3D-принтера делают их менее популярными по сравнению с другими материалами для 3D-печати. В целом, выбор материала зависит от специфических механических, термических и химических свойств, необходимых для конкретного применения. В то время как PLA, ABS и нейлон предлагают хороший баланс между стоимостью, простотой использования и долговечностью, PC, PEEK и углеродное волокно предназначены для более специализированных высокопроизводительных приложений. Также необходимо учитывать ограничения по термостойкости, стоимости, возможности печати и воздействию на окружающую среду.
Представляем высокопроизводительные нейлоны: PA11 и PA12

PA12
PA12, или Нейлон 12, - это высокоэффективный полиамид, относящийся к группе инженерных термопластов и обладающий повышенной ударной прочностью при низких температурах по сравнению с PA11. Имея температуру стеклования -45°C и температуру плавления около 178°C, он идеально подходит для длительного использования при температуре ниже 0°C. PA12 отличается очень низким поглощением влаги, самосмазыванием и износостойкостью, что делает его подходящим для автомобильной, аэрокосмической промышленности и различных потребительских товаров, требующих высокой жесткости и низкого коэффициента теплового расширения в широком диапазоне температур.
HP PA11 против PA12
Механические свойства как HP PA11, так и HP PA12 впечатляют, а HP PA12 обеспечивает лучшую гибкость и лучшую ударную прочность при низких температурах по сравнению с HP PA11. Напротив, PA11 обладает более высокой химической стойкостью и незначительно более высокой температурой теплового деформирования, чем PPA. С точки зрения обрабатываемости, PA11 незначительно превосходит PA12. В целом, PA11 подходит для применений, требующих долговечности в широком температурном диапазоне - от отрицательных до повышенных температур. PA12 специально оптимизирован для применений, требующих гибкости и ударопрочности при температурах ниже 0°C. Поэтому при низких температурах PA12 может быть предпочтительнее, в то время как в других областях применения PA11 обладает сравнимыми характеристиками. Оба материала значительно расширяют эксплуатационные границы полиамидов.
Оптимизация параметров печати для повышения прочности
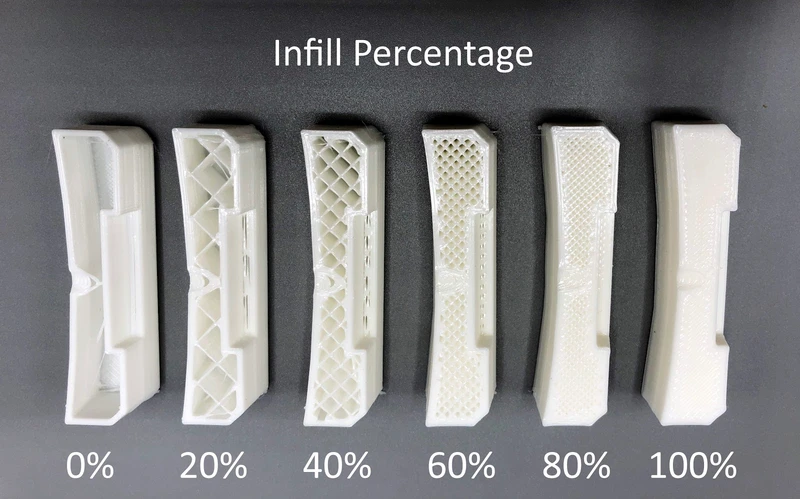
Тип и плотность застройки
Infill относится к внутренней структуре металлическая 3D-печать. К распространенным видам наполнителей относятся линии, сетка, треугольник, соты и т.д. Более плотная заливка с большим процентом заполнения, например, 60-100%, приводит к созданию более прочных деталей по сравнению с разреженной заливкой менее 20%. Однако более плотные заполнения увеличивают время 3D-печати деталей и расходуют больше материала. Соты или треугольники обеспечивают хороший баланс между прочностью и расходом материала. Правильный выбор наполнителя зависит от нагрузки на деталь и требований к прочности.
Ориентация на детали
Ориентация детали при 3D-печати оказывает значительное влияние на ее прочностные характеристики. Для деталей, испытывающих растягивающие или изгибающие нагрузки, расположение слоев параллельно силе приводит к максимальной прочности. Вертикальная ориентация детали снижает прочность по сравнению с плоской ориентацией. Также следует учитывать концентрацию напряжений в критических местах. В зависимости от геометрии и материала детали могут потребоваться поддерживающие конструкции для выступов.
Толщина оболочки
Оболочка относится к твердым внешним стенкам деталей. Более толстые оболочки повышают жесткость, точность размеров и прочность деталей. Для базовых деталей рекомендуется минимум 2 периметра или оболочки. Для деталей, испытывающих большие нагрузки, могут потребоваться оболочки, толщина которых как минимум в 1,2-1,5 раза больше толщины насадки. Очень тонкие оболочки с шириной сопла менее 60-80% подвержены растрескиванию и повреждениям. Оптимальная толщина оболочки может быть определена путем тестирования на максимальную прочность.
В итоге, регулировка процентного содержания наполнителя, правильная ориентация деталей по силам и настройка толщины оболочки помогают максимизировать прочность 3D-печатных компонентов в соответствии с предполагаемыми нагрузками и применением. Для критически важных с точки зрения безопасности приложений рекомендуется проверять оптимизированные параметры с помощью тестирования прототипов.
Постобработка для усиления
Отжиг
Отжиг - это распространенная технология постобработки, используемая для повышения прочности и ударопрочности 3D-печатных деталей из термопластичных материалов, таких как ABS, PLA и нейлон.
При изготовлении 3D-печатных деталей быстрые циклы нагрева и охлаждения приводят к остаточным напряжениям внутри напечатанных слоев и деталей. Отжиг помогает снять эти внутренние напряжения, медленно нагревая напечатанные детали до температуры чуть ниже точки стеклования.
Например, детали из ABS можно отжигать при температуре 80-100°C, а из PLA - при 55-65°C. Детали выдерживаются при этой температуре в течение 1-2 часов, после чего медленно охлаждаются в камере отжига или печи.
Позволяя полимерным цепочкам расслабиться за счет медленного нагрева и охлаждения, отжиг снижает остаточные напряжения и добивается снятия напряжения в 3D-печатных деталях. Это приводит к улучшению адгезии слоев, повышению жесткости и ударной прочности 15-30%.
Более низкое остаточное напряжение также предотвращает раннее распространение трещин при нагружении деталей. Отожженные детали демонстрируют более высокую устойчивость к изгибу и ударам, что делает их пригодными для использования в несущих конструкциях.
Отжиг - это простой процесс после печати, который повышает механическую надежность 3D-печатных деталей без изменения их размеров. Он помогает деталям достичь почти максимальных теоретических прочностных характеристик материала для печати.
Области применения прочных 3D-отпечатков

Функциональные прототипы
3D-печать позволяет быстро создавать функциональные детали и прототипы с работающей механикой и движением. Оптимизировав параметры 3D-печатных деталей с точки зрения прочности, можно создать окончательные прототипы, которые перед производством будут проходить испытания на пригодность, форму и ограниченную функциональность. Примерами могут служить напечатанные корпуса, петли, шестеренки и механические узлы. Оптимизация гарантирует, что прототипы выдержат нагрузки, удары и повторяющиеся циклические движения, аналогичные условиям конечного использования.
Компоненты конечного использования
Высокопрочные 3D-печатные детали расширяют возможности печати малотиражных готовых изделий и индивидуальных компонентов. Такие области, как протезы, промышленное оборудование, медицинские имплантаты и носимые технологии, выигрывают от использования специализированных прочных 3D-печатных деталей. Печать оснастки, приспособлений, корпусов и других компонентов машин с максимальной прочностью позволяет производить отдельные детали и заменять их по требованию.
Вспомогательные средства для производства
3D-печатные формы для деталей, шаблоны, оснастка и приспособления помогают ускорить производственные процессы. Прочные 3D-печатные формы для литья облегчают литье металла в небольших объемах. Прочные сборочные приспособления повышают точность позиционирования. Инструменты для технического обслуживания, средства контроля качества и дополнения к сборочным линиям приобретают дополнительную прочность благодаря оптимизации. Высокопрочные отпечатки обеспечивают соответствие производственных приспособлений требованиям повторяющегося использования в течение длительного времени.
В заключение следует отметить, что оптимизация параметров печати расширяет область применения 3D-печати от моделей до функциональных конечных деталей, прототипов и вспомогательных средств производства. Максимальная прочность приводит к большей практичности, надежности и экономии средств.
Примеры использования PA11 и PA12
GoProto и Ropes Edge: PA12 защищает жизнеобеспечивающие канаты
Компания GoProto создала прототип оболочки с низким коэффициентом трения для спасательных альпинистских веревок из материала PA12, заменив им оболочки из PEEK. Ножны из PA12 выдерживают динамические нагрузки и отрицательные температуры во время падений или спасения в горах. Испытания Ropes Edge показали, что ножны из PA12 служат в 10 раз дольше, чем из PEEK в абразивных условиях, защищая альпинистов.
DustRam выпускает мощные инструменты для удаления плитки с помощью PA12
Компания DustRam производит инструменты для удаления плитки с твердосплавными наконечниками. Жесткость, самосмазываемость и химическая стойкость нейлона 12 позволяют инструментам выдерживать нагрузки при соскабливании плитки без повреждений и износа. Низкое влагопоглощение PA12 предотвращает ржавление металлических деталей. PA12 помогает DustRam производить прочные, устойчивые к ржавчине инструменты, которые выдерживают годы коммерческого использования.
Bowman увеличивает производительность подшипников с помощью PA11
Компания Bowman производит высокоточные подшипники, уплотнения и уплотнительные кольца. PA11 улучшил характеристики уплотнений подшипников при широком диапазоне температур от -50°C до 135°C в различных условиях. Уплотнения из PA11 выдерживают вибрации и давление без образования трещин под напряжением или просачивания масла в течение всего срока службы подшипника. PA11 повысил надежность подшипников, расширив сферу применения до жестких условий эксплуатации, таких как морские буровые установки и горнодобывающее оборудование.
Таким образом, PA11 и PA12 представляют собой материалы для критически важных сфер применения, суровых условий работы и широкого диапазона температур. Их высокоэффективные свойства позволяют изготавливать прочные компоненты и инструменты с улучшенными Механическая стабильность.
Принтеры и материалы HP Jet Fusion
Изучите портфолио материалов HP
Компания HP предлагает различные материалы, оптимизированные для промышленных 3D-печатных деталей Jet Fusion. Материал HP 3D High Reusability PA 12 обеспечивает долговечность, прочность на разрыв и эластичность для функциональных деталей. Материал HP 3D High Reusability PP позволяет изготавливать разнообразные детали, требующие химической стойкости.
Для инженеров, HP multi jet fusion Материал 3D High Reusability CB PA 12 сочетает в себе прочность и жесткость PA 12 с армированием углеродным волокном. HP 3D High Reusability Glassfilled Nylon обеспечивает жесткость, термостойкость и уменьшенное расширение.
HP также сотрудничает с поставщиками материалов, чтобы расширить возможности 3D-печати. Это дает дизайнерам доступ к различным отраслевым фотополимерам, эластомерам, термопластикам и композитным материалам.
Эффективное сочетание материалов с помощью принтеров Jet Fusion
Принтеры HP Jet Fusion позволяют осуществлять 3D-печать из нескольких материалов с помощью единого многоагентного процесса печати. Это облегчает оптимизацию деталей путем комбинирования материалов с разными свойствами.
Например, гибкие материалы можно смешивать с жесткими, чтобы получить прокладки и уплотнители со сбалансированной растяжимостью и жесткостью. Проводящие пластики находят применение в электронных деталях, когда их смешивают с изоляторами.
Кроме того, материалы с различной плотностью помогают контролировать свойства звукопередачи. Композитные детали с нитями из дерева или углеродного волокна приобретают эстетические и структурные преимущества.
Возможность совместной печати различных материалов с помощью HP Jet Fusion расширяет функциональные возможности 3D-печать в прототипировании и возможности проектирования производственных деталей по сравнению с 3D-печатными деталями из одного материала. Это способствует появлению более сложных приложений в различных отраслях.
Заключение
В заключение следует отметить, что различные материалы, такие как поликарбонат, ABS, нейлон, а также высокоэффективные варианты, такие как PEEK, углеродное волокно и полукристаллический нейлон, обеспечивают достаточную прочность для применения в 3D-печатных деталях. Такие параметры, как плотность заполнения, ориентация детали вдоль траектории нагрузки и толщина оболочки, могут быть оптимизированы в зависимости от конструкции детали и ее предполагаемого использования. Такие методы последующей обработки, как отжиг, помогают снять напряжение и повысить прочность.
Подходящие примеры демонстрируют, как такие материалы, как PA11 и PA12, удовлетворяют требованиям к безопасности оборудования, широкой температурной устойчивости и долговечности. Передовые системы, такие как HP Jet Fusion, позволяют комбинировать материалы для получения композитных деталей с различными свойствами. Благодаря доступности высокопрочных материалов и оптимизации процессов, 3D-печать теперь способна производить функциональные компоненты конечного использования, инструменты и прототипы не только для создания прототипов.
Вопросы и ответы
В: Как выбрать подходящий материал для моего применения?
О: Учитывайте требуемые механические свойства, условия эксплуатации и предполагаемое использование детали. Такие свойства, как термостойкость, химическая стойкость, ударная вязкость и т.д., определяют выбор материала.
В: Какой самый распространенный высокопрочный материал для функциональных деталей?
О: Для создания прототипов большинство функциональных деталей печатается из ABS, нейлона или поликарбоната благодаря их хорошему соотношению прочности и стоимости. Для промышленных деталей обычно используется стеклонаполненный нейлон или материалы, армированные углеродным волокном.
В: Действительно ли наполнитель так сильно влияет на прочность?
О: Да, наполнитель играет важную роль в определении прочности детали, особенно при нагрузках. Наполнители с более высокой плотностью, такие как 60-100%, обеспечивают значительно большую прочность, чем редкие детали ниже 20%.
В: Как оптимизировать прочность критически важных несущих деталей?
О: Проверьте оптимальные параметры, например, заполнение 100%, ориентацию вдоль нагрузок, увеличенную толщину оболочки с помощью испытаний прототипа. Рассмотрите возможность постобработки, например, отжига, чтобы максимизировать прочность.