 Перейти к содержимому
Перейти к содержимому 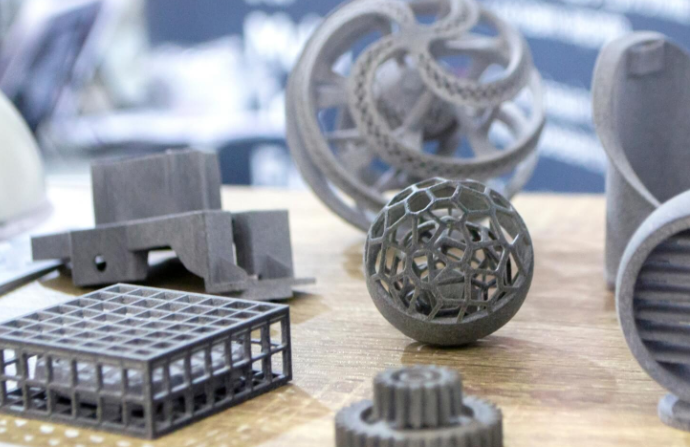
Откройте для себя эффективные методы минимизации таких артефактов 3D-печати, как линии слоев, коробление и расслоение. Узнайте советы по калибровке, настройкам слайсера и методам постобработки, чтобы получить высококачественные, точные отпечатки с гладкой поверхностью. Освойте свой 3D-печать Навыки работы с артефактами сегодня.
Исправление артефактов 3D-печати: Как получить более гладкие и точные отпечатки

В этой статье рассматриваются ключевые темы для улучшения качества артефактов 3D-печати. В ней обсуждаются такие распространенные артефакты 3D-печати, как линии слоев, Z-обвязка, капли, коробление, расслоение и шероховатые поверхности. В статье также рассматриваются калибровка принтера, оптимизация настроек слайсера и выбор материала.PLA против. ABS). Рассматриваются методы улучшения качества поверхности, включая шлифовку, химическое выравнивание и нанесение смоляных покрытий. В заключении предлагаются лучшие практики по уменьшению артефактов и улучшению качества 3D-печати. Часто задаваемые вопросы касаются таких проблем, как минимизация линий слоя, предотвращение коробления и безопасная постобработка для изделий из PLA, контактирующих с пищевыми продуктами, что обеспечивает гладкие и высококачественные отпечатки.
3D-печать позволяет быстро превращать цифровые проекты в физические объекты, но такие распространенные артефакты, как линии слоев, коробление и расслоение, могут повлиять на качество печати. Хотя эти артефакты 3D-печати неизбежны из-за послойного процесса, их проявления можно свести к минимуму с помощью правильной калибровки, настроек слайсера, выбора материала, а также методов постобработки, таких как шлифовка и грунтовка. В этой статье описаны стратегии уменьшения артефактов 3D-печати, обеспечивающие более гладкие и точные отпечатки для проектирования и производства. Уделяя внимание деталям калибровки и оптимизации, пользователи 3D-печати смогут раскрыть весь потенциал этой технологии.
Интерес к "артефактам 3D-печати" неуклонно растет с 2017 года, отражая растущую популярность аддитивного производства как в промышленности, так и в потребительском секторе. Поиски по запросу "качество 3D-печати" оставались стабильными в течение последнего десятилетия, что говорит о том, что эта проблема постоянно актуальна. В январе 2023 г. резко возросло количество запросов на "исправление дефектов 3D-печати", что говорит о возобновлении внимания к совершенствованию навыков 3D-печати. Соединенные Штаты, Китай и Германия лидируют в поисковых запросах, связанных с минимизацией линий 3D-печати, что подчеркивает их роль в развитии технологии 3D-печати. По мере развития 3D-печати оптимизация артефактов и качества остается крайне важной для более широкого применения.
Типы артефактов 3D-печати

Линии слоев
Возникает из-за процесса послойной печати. Более заметен на изогнутых поверхностях. Минимизируется с помощью более тонкой высоты слоев, адаптивной функции слоев и снижения температуры печати для высоких отпечатков.
Z-бандинг
Также называется ребристостью. Возникает из-за неравномерного давления на винт z в результате ослабления фитингов или неправильного выравнивания мотора z. Исправляется затягиванием резьбовых соединений, использованием гаек против часовой стрелки, выравниванием оси z и обновлением винта z, если необходимо.
Кляксы и прыщи
Случайные вздутия на плоских поверхностях из-за проблем с температурой, втягиванием или охлаждением. Уменьшается за счет оптимизации температуры, расстояния втягивания, скорости и обеспечения надлежащего охлаждения деталей.
Искажение
Возникает, если при охлаждении материал сжимается. Приводит к поднятию углов/краев со станины. Сведено к минимуму за счет использования клея для сборки поверхности, ограждения и оптимизации температуры/настроек вытяжки.
Расслаивание
Разделение слоев вызвано неравномерным давлением на печатные слои или пузырьками, вызванными влагой. Устраняется путем улучшения адгезии слоя, сушки нитей, увеличения линий стенок, заполнения и охлаждения между слоями.
Шероховатые поверхности
Из-за неправильной укладки отдельных линий или таких дефектов, как "слоновья нога". Сглаживание с помощью более тонких слоев, снижения температуры, правильной калибровки потока и постобработки.
Калибровка Вашего 3D-принтера

Выровняйте платформу для сборки
Для равномерного прилипания первого слоя платформа должна быть идеально выровнена. Для этого используется метод бумажного/щупа, при котором лист вставляется между движущимся соплом и основанием. Смещение регулируется до тех пор, пока при перемещении листа не будет ощущаться соответствующее сопротивление. Этот процесс повторяется во всех точках регулировки, и делается несколько пробных отпечатков для перекрестной проверки плоскостности платформы.
Настройки температуры
Артефакты 3D-печати сильно зависят от температуры сопла и станины. Температура сопла влияет на сцепление слоев, а температура слоя - на деформацию и адгезию слоя. Отпечатки PLA лучше всего при температуре 180-210°C, в то время как для ABS требуется 230-250°C. Нагревательные кровати должны быть установлены на 50-60°C для PLA и 70-100°C для ABS. Калибровка температуры производится путем тестирования различных комбинаций для используемого материала и определения оптимальной, которая обеспечивает наилучшее сцепление слоев без ущерба для точности размеров в артефактах 3D-печати.
Отрегулируйте Z-смещение и скорость потока
Установка правильного расстояния смещения по оси Z влияет на толщину первого слоя и его сцепление со слоем. Оно регулируется путем перемещения сопла вверх/вниз до тех пор, пока сопротивление бумаги не станет оптимальным. Скорость потока определяет подачу экструдера. Недостаточная экструзия приводит к образованию пробелов, а избыточная - к сочащимся краскам, и в обоих случаях снижается качество печати. Для калибровки этой настройки используется мастер калибровки Slic3r или тестовые кубики известных размеров.
Калибровка E шагов
E steps/mm определяет линейное соотношение между подачей нити и выходом экструдера в принтере. Неправильные значения e steps приводят к занижению или завышению экструзии. Формула использует подачу гранул, измеряет вход и выход филамента, чтобы рассчитать новые значения e steps. Подача, измерение, расчет повторяются с небольшим шагом, пока выход не станет равен входу, обеспечивая наилучшее качество.
Настройте моторы
Настройки тока драйвера, микрошага и вращения двигателя в микропрограмме помогают шаговым двигателям двигаться плавно, избегая полос или сдвигов. Тестирование каждого изменения независимо друг от друга позволяет найти оптимальные значения для компонентов принтера. Калибровка завершается только после проверки всех изменений отдельных параметров с помощью тестовых отпечатков.
Оптимизация настроек слайсера
Высота контрольного слоя
Высота слоя контролирует толщину каждого напечатанного слоя и значительно влияет на качество и время печати. Использование меньшей высоты слоя (0,1 мм вместо 0,2 мм) приводит к более гладкой поверхности за счет более тонких, плавных переходов между слоями и уменьшения видимых ступенек на наклонных поверхностях. Однако меньшее количество слоев значительно увеличивает время печати. Большинство слайсеров позволяют точно настроить высоту слоя по умолчанию, чтобы достичь оптимального баланса для каждой печати.
Добавьте опорные конструкции
При 3D-печати нависающих геометрических фигур, таких как мосты, материалу не на что опираться. Включение функции создания опор в слайсере предотвращает такие сбои. Две распространенные модели - это контактные и бесконтактные опоры. Первые прилипают непосредственно к поверхностям, а вторые напоминают ветвистые структуры. Стратегическая ориентация моделей иногда может полностью исключить необходимость в опорах.
Настройте заполнение
Наполнение определяет, насколько плотно или слабо заполнена внутренняя часть напечатанной модели. Сплошной наполнитель обеспечивает максимальную прочность ценой гораздо большего расхода материала и времени печати по сравнению с полым или менее плотным наполнителем, например, прямоугольным или шестиугольным. Постепенный рисунок слоев также влияет на прочность. Оптимизация требует баланса между требованиями и временем и затратами.
Настройте стены
Стенки представляют собой внешние видимые поверхности модели. Увеличение количества стенок по периметру повышает точность размеров и качество поверхности, но увеличивает время печати. Для быстрой печати достаточно одной стенки по периметру прототип детали, в то время как сложные функциональные детали нуждаются в 2-3 стенках. Ширина линии стенок должна соответствовать диаметру сопла.
Оптимизируйте скорость
Скорость печати определяет, насколько быстро печатающая головка перемещается и наносит материал. Хотя более высокие скорости сокращают продолжительность печати, они могут ухудшить прочность соединения слоев и внести несоответствия, например, ребристость, если скорость выше оптимальной. Постепенное уменьшение скорости на 5 мм/с дает четкие улучшения, позволяющие точно определить подходящие профили скорости.
Настройки поддержки ретуши
Настраиваемые параметры, такие как расстояние между опорой и моделью, влияют на легкость удаления опоры после печати. В некоторых случаях вместо точек соприкосновения могут подойти опоры. Стратегическое вращение моделей или выборочное размещение могут полностью отказаться от опор. Многократные испытания позволяют определить правильные комбинации параметров для каждой геометрии детали.
Выбор оптимальных материалов
Плюсы и минусы PLA
PLA легко печатать, он нетоксичен и позволяет получать точные детали, но обладает меньшей термостойкостью, требующей последующей обработки для придания прочности. PLA довольно хрупкий, если использовать его без наполнителя. На отпечатках также заметны линии слоев.
Свойства ABS
Из ABS получаются жесткие, прочные детали, устойчивые к перепадам температур и ударам. Минусы: большая усадка, склонность к деформации и токсичные испарения, требующие герметизации. ABS легче разгладить, чем PLA.
Специальные пленки
Углеродное волокно, древесина, гибкие и металлические нити подходят для изготовления функциональных прототипов и деталей конечного использования в зависимости от необходимости. Для них могут потребоваться совместимые насадки или измененные температурные настройки.
Улучшение качества поверхности
Песочные 3D принты
Шлифовка бумагой с постепенным увеличением зернистости, например, от P80 до P600, удаляет линии слоя, артефакты и опоры. Осторожная влажная шлифовка минимизирует количество пыли.
Нанесите грунтовки и краски
После шлифовки нанесите грунтовку, которая заполнит недостатки и лучше воспримет краску. Акриловые или эмалевые краски Привлекательные отпечатки, скрывающие дефекты.
Химическое разглаживание
Ацетон, дихлорметан и моющие средства разглаживают специфические пластики, такие как ABS, PETG. Необходимо соблюдать осторожность, чтобы не повредить отпечатки растворителем или не ослабить их.
Нанесение смоляных покрытий
Эпоксидные смолы покрывают и укрепляют 3D-отпечатки, создавая глянцевую, непроницаемую и прочную поверхность, скрывающую все дефекты печати.
Попробуйте тепловое разглаживание
Тепловые пушки, фены и пары растворителей размягчают пластиковые слои, соединяя их для получения гладкого покрытия на ABS и некоторых композитных материалах, таких как нейлон/углеродное волокно. Контроль очень важен, чтобы избежать деформации.
Заключение
Тщательно откалибровав свой 3D-принтер, оптимизировав настройки слайсера, а также используя эффективные опорные конструкции и техники обработки поверхности, Вы можете значительно уменьшить артефакты печати. Хотя некоторые дефекты могут оставаться из-за аддитивной природы 3D-печати, эксперименты и правильный выбор материала могут привести к более гладким и точным отпечаткам. Как Технология 3D-печати Освоение этих основных методов позволяет получать высококачественные, функциональные отпечатки, соответствующие жестким допускам на дизайн. С опытом даже новички могут добиться результатов, сравнимых с такими методами точного производства, как ЧПУ или литье под давлением.
Вопросы и ответы
Вопрос: Какие настройки помогут свести к минимуму линии слоя на сложных геометрических фигурах с большим количеством кривых и углов?
О: Изогнутые и наклонные поверхности более склонны к появлению заметных линий слоя. Использование адаптивной высоты слоя, которая регулирует толщину слоя в зависимости от геометрии модели, может помочь. Более тонкие сопла, например, 0,2 мм, а не 0,4 мм, также создают более гладкие слои. Замедление скорости печати, например, до 30 мм/с вместо 60 мм/с, даст больше времени на сцепление между интерфейсами. Включение настройки мелкой сетки в слайсере, которая добавляет дополнительные геометрические детали, также может улучшить кривые и углы. Всегда следите за правильной калибровкой шагов и скорости потока, чтобы добиться равномерной экструзии.
Вопрос: Можно ли полностью устранить коробление при печати больших отпечатков ABS?
О: Хотя деформацию часто можно свести к минимуму, полностью предотвратить ее на больших отпечатках ABS может оказаться непросто, особенно без корпуса. Однако некоторые меры предосторожности позволяют добиться максимального успеха. Плот под моделью обеспечивает устойчивое основание. Использование подогреваемого стеклянного ложа обеспечивает исключительную адгезию первого слоя. Замедление процесса остывания после печати за счет включения ободка, отключения вентиляторов охлаждения и повышения температуры станины на холостом ходу - все это способствует постепенному снятию напряжения. И наконец, выбор смеси ABS с низким уровнем деформации и оптимизация температур и настроек втягивания - это ключевой момент. Следуя этим рекомендациям, Вы добьетесь самых плоских результатов.
В: Какая последующая обработка безопасна для изделий из PLA, которые будут контактировать с пищей?
О: Для безопасных для пищевых продуктов отпечатков из PLA самыми безопасными методами последующей обработки являются легкая шлифовка и пищевое минеральное масло. PLA сам по себе является нетоксичным материалом, но некоторые виды отделки могут со временем привносить загрязнения. Влажная шлифовка с высокой зернистостью, например, 2000, предотвращает вдыхание смолы. Пищевое минеральное или оливковое масло образует воздухопроницаемый, не вымывающийся барьер, сохраняющий матовую текстуру, достигнутую в результате шлифовки. Ацетон, дихлорметан или УФ-отверждаемые смоляные покрытия могут передавать остатки, вызывая проблемы со здоровьем, поэтому их лучше избегать для изделий, которые будут соприкасаться с едой или напитками.





