 Перейти к содержимому
Перейти к содержимому 
Это окончательное руководство по селективному лазерному спеканию 3D-печать Вы узнаете, как именно это работает, какие материалы обычно применяются, детали обработки, области применения и достижения, включая все тонкости этой универсальной техники производства на основе порошка.
Расшифровка селективного лазерного спекания: Порошкообразные материалы в 3D-печати

Вы когда-нибудь задумывались о том, как 3D-принтер берет все Ваши цифровые проекты и превращает их в реальные, физические объекты? Существует невероятный метод, известный как селективное лазерное спекание, или SLS, сокращенно. С помощью этой аддитивной технологии в производстве мы используем излучение лазера, чтобы слой за слоем расплавить частицы порошка. И вот как это происходит:
В этой статье блога мы узнаем все о 3D-печати SLS. Начнем с основ процесса, а затем рассмотрим, как лазеры и порошковые слои формируют различные объекты. Затем мы изучим разнообразные материалы, которые используются в этом процессе: от пластика до керамики и даже металлов. Мы также рассмотрим преимущества этой технологии, например, ее способность производить предметы со сложной внутренней структурой.
Помимо понимания основ, мы откроем новые области применения SLS в различных отраслях промышленности. Исследования продолжают совершенствовать лазерные технологии и совместимые порошки. К концу занятия Вы будете иметь более четкое представление о том, как SLS превращает цифровые проекты в прочные детали, сводя к минимуму количество отходов. Мы ответим, как эта "3D-печать порошками" творит свою магию. Итак, давайте приступим к расшифровке селективного лазерного спекания!
Процесс SLS
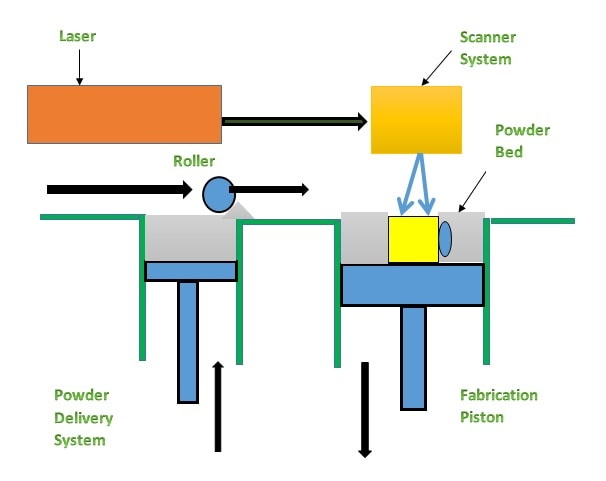
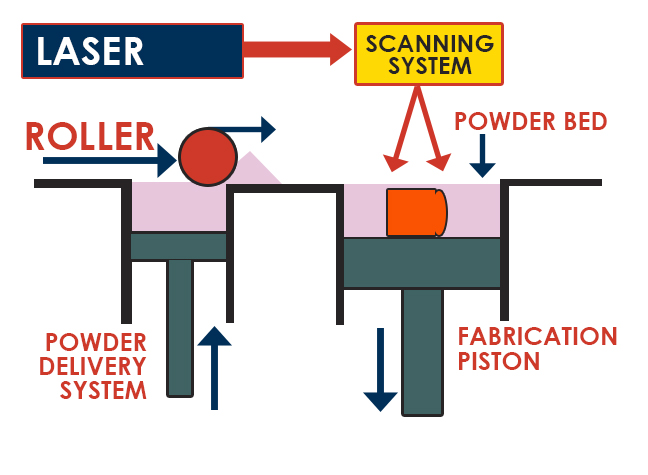
Селективное лазерное спекание работает по принципу преобразования цифровых проектов в реальные объекты. Исходным элементом является чрезвычайно мощный лазер, который избирательно сплавляет порошкообразные исходные материалы.
Процесс начинается с распределения тонкого, равномерного слоя порошка по платформе для построения с помощью валика. Этот слой состоит из полимерного порошка. Полимерный порошок может быть из нейлона или полиамида. Затем лазер сканирует слой порошка, спекая крошечные участки в соответствии с желаемым 2D сечением из файла CAD. Когда один слой полностью сплавляется, платформа опускается на толщину одного слоя, обычно 0,1 мм. Это позволяет раскатать новый слой свежего порошка. Затем лазер прижимает этот новый слой к слою под ним, и объект начинает формироваться по одному поперечному сечению за раз.
Этот аддитивный процесс "слой за слоем" повторяется до тех пор, пока весь 3D-объект, изготовленный методом селективного лазерного спекания, не будет завершен. На протяжении всего процесса печати в камере поддерживается оптимальная температура чуть ниже типичной температуры плавления порошка Материалы для 3D-печати. Это помогает поддерживать надлежащее сцепление между слоями.
После этого готовая деталь должна достаточно остыть, прежде чем ее можно будет извлечь из камеры. Излишки не спекшегося порошка, окружающие предмет, можно легко смахнуть щеткой, обнажив готовый прототип во всей его красе. Благодаря использованию этой прецизионной технологии сплавления порошкового слоя, SLS позволяет изготавливать сложные предметы со сложной внутренней структурой, с подвижными частями или решетчатыми конструкциями за один бесшовный шаг.
Полимерные порошки для SLS
При проектировании для селективного лазерного спекания выбор материала играет важную роль в определении конечного применения. Главными среди порошковых материалов являются различные полимерные порошки. Наиболее широко используются нейлон и полиамид, или, как их еще называют, PA 11 и PA 12. Эти термопласты заслужили свою известность не без оснований. Детали, изготовленные из нейлона, отличаются высокой прочностью, долговечностью, устойчивостью к нагреву, химическим веществам и ударам.
Для применений, требующих еще большей жесткости, существуют смеси из стеклонаполненного нейлона. В этом случае мелкие частицы стекла смешиваются с нейлоновой основой. Такие продукты, как PA GF, благодаря своей повышенной жесткости хорошо подходят для механических компонентов, промышленного оборудования и аэрокосмической техники.
Еще один выдающийся полимер - термопластичный полиуретан, также называемый TPU. Как следует из его названия, он приобретает свойства, напоминающие резину, что делает его ценным для прототипов, которым нужна гибкость, эластичность и растяжимость. Обычно он используется в уплотнениях, прокладках и носимых устройствах.
Выходя за рамки пластмасс, селективное лазерное спекание также демонстрирует универсальность в работе с металлами. Принтеры, способные работать с металлическими порошками, такими как титан и нержавеющая сталь, открывают новую сферу высокопрочных деталей конечного использования.
Получив более глубокое представление об этих материалах и их свойствах, дизайнеры смогут с уверенностью выбрать идеальный порошок для достижения необходимых функций и выполнения структурных требований. Будущее многообразия SLS остается светлым, поскольку характеристика новых материалов продвигается вперед.
Влияние температуры на процесс SLS
Поддержание надлежащих условий нагрева станины имеет решающее значение для селективного лазерного спекания (SLS). Для того чтобы сложный процесс наслоения проходил гладко, контроль над температурой имеет первостепенное значение.
Во время SLS принтер должен поддерживать узкое "окно спекания" между температурами плавления и кристаллизации используемого порошкового материала. Пребывание в этой зоне теплового комфорта позволяет деталям плавно соединяться друг с другом при минимальных затратах энергии лазера.
В идеале между подающим слоем и печатным слоем также должна быть небольшая, но существенная разница. Подающий слой лишь немного холоднее печатного предотвращает проблемы с агломерацией. Но она по-прежнему эффективно подает новые слои однородного порошка.
Эти термические соображения требуют оптимизации в зависимости от конкретного выбранного полимера. Температура печати должна гармонично сочетаться с температурой плавления данного порошка. Только в этом случае детали смогут полностью закрепиться без дефектов и деформаций.
Путем точной настройки таких факторов, как дельта подачи/печатной формы, производители добиваются точности размеров, качества поверхности и механических свойств, необходимых для каждого конкретного случая. В здравоохранении для лекарств, чувствительных к теплу, температурные эффекты требуют особенно тщательного изучения.
По мере того, как материаловедение развивает совместимость порошков, адаптируются и термические параметры. Сохранение верности уникальным свойствам порошка раскрывает весь потенциал селективного лазерного спекания для производства сложных, индивидуальных геометрических форм.
Изучение сложностей дизайна с помощью SLS
Одним из главных преимуществ селективного лазерного спекания является его способность производить детали со сложными внутренними полостями и геометрией. Это обусловлено поддерживающей природой окружающего неспеченного порошка во время печати. Внутренние элементы, такие как решетки Оснастка для 3D-печати используется для оптимизации механических свойств или добавления функциональных элементов, таких как каналы для жидкости. SLS также позволяет создавать сетчатые или пористые структуры, недостижимые с помощью традиционных методов. Сложность достигается за счет того, что удаление опоры требуется после печати, а не во время, как в других технологиях. Исследователи продолжают количественно оценивать взаимосвязь между дизайном и получаемыми свойствами.
Развитие технологии SLS
Быстрое распространение технологии селективного лазерного спекания (SLS) обусловлено постоянными инновациями. По мере того, как отрасли признают ее потенциал, исследователи ускоряют разработку материалов и оборудования. Захватывающие достижения расширяют сферу применения SLS по разным направлениям.
Комбинации разнородных материалов с помощью градиентной 3D-печати открывают новые возможности для дизайна. Инструменты контроля процесса in-situ с помощью датчиков и искусственного интеллекта повышают качество деталей. Переход к совместимым с металлом системам расширяет возможности конструирования.
Модернизация конструкции с использованием высокоскоростных лазеров обещает увеличить производительность при промышленном производстве. Появляющиеся устойчивые подходы сосредоточены на замкнутом цикле порошок Переработка. Вычислительное моделирование позволяет понять связь между переменными обработки, такими как мощность лазера, и конечными характеристиками.
Более глубокое научное понимание новых материалов и их поведения при SLS расширяет палитру. Постоянное определение характеристик позволяет создавать больше атрибутов с помощью настройки параметров. Ориентированные на пользователя конструкции машин способствуют их внедрению во всех технических и экономических спектрах.
В совокупности эти эволюционные шаги делают технологию селективного лазерного спекания все более доступным и недорогим методом изготовления. Будь то быстрое прототипирование или прямое производство, ее роль в соединении цифровых файлов с физическими компонентами, несомненно, будет расширяться. По мере повышения эффективности 3D-печати SLS она демонстрирует мощный потенциал для преобразования многих отраслей. Ее преобразующие способности, похоже, ограничены только воображением.
Благодаря преданности технологическому совершенствованию, будущее 3D-печати SLS представляется ярким. Упорно расширяя технологические границы, инновации в области аддитивного производства, такие как SLS, будут и дальше определять границы возможного.
Заключение
Расшифровав сложную внутреннюю работу селективного лазерного спекания, это руководство осветило технологическое великолепие этого процесса 3D-печати. SLS использует мощный лазер и слой порошка, чтобы превратить виртуальный дизайн в прочные, полноценные объекты благодаря аддитивному подходу "слой за слоем".
Основные моменты: SLS позволяет создавать сложные геометрические формы без опор, использовать различные полимерные порошки и 3D-печать металлом применения и оптимизирует такие параметры, как температура. Также были продемонстрированы возможности его широкого применения в аэрокосмической промышленности, здравоохранении и других областях. Непрерывные инновации расширяют границы, обещая еще более светлое будущее.
По мере того, как растет знакомство с селективным лазерным спеканием, растет и его применение. Будь то быстрое создание прототипов или производство, этот универсальный процесс упрощает процесс создания и обещает индивидуальную настройку по требованию. Оптимизированное понимание материалов и оборудования позволит полностью реализовать его преобразующий потенциал.
Путешествие на этом не заканчивается. Многое еще предстоит раскрыть благодаря постоянным исследованиям материалов, моделированию процессов, контролю качества и совершенствованию технологии. SLS демонстрирует огромный потенциал для оказания помощи многочисленным отраслям, производя сложные, индивидуальные решения с помощью цифрового децентрализованного производства. Его история только начинается.
Вопросы и ответы
В чем заключается основной принцип процесса SLS?
SLS работает по принципу сплавления порошкообразных исходных материалов с помощью мощного лазера, по одному слою за раз. Поток порошка ложится очень тонким, ровным слоем на платформу для сборки.
Какие материалы мы можем использовать для SLS-печати?
Обычные материалы, которые мы используем при селективном лазерном спекании, включают различные полимерные порошки, такие как нейлон, полиамид, TPU и стеклонаполненный нейлон. Кроме того, можно использовать металлы, хотя наиболее распространенными являются нержавеющая сталь и титан, при использовании совместимых SLS-принтеров.
Каковы основные преимущества 3D-печати SLS?
Преимущества такой системы включают в себя производство сложных геометрических форм без необходимости использования опорных конструкций, расширение свободы дизайна, снижение расхода материалов при меньшем количестве опор и простоту изменения дизайна непосредственно на компьютере.





