 Перейти к содержимому
Перейти к содержимому 
В этой статье рассматриваются методы повышения производительности в решениях для обработки с ЧПУ за счет оптимизации траектории инструмента, уточнения параметров резания, интеграции автоматизации, усовершенствованных архитектур станков, предиктивного обслуживания с помощью аналитики данных и т.д.
Благодаря глубокому пониманию того, как традиционные и разрушительные технологии влияют на ключевые показатели эффективности, большие и малые заводы смогут наиболее эффективно решать текущие задачи и использовать новые возможности. Дальнейшее развитие зависит от активного изучения и применения этих концепций оптимизации - так что давайте изучим пути к увеличению Обработка с ЧПУ Производительность.
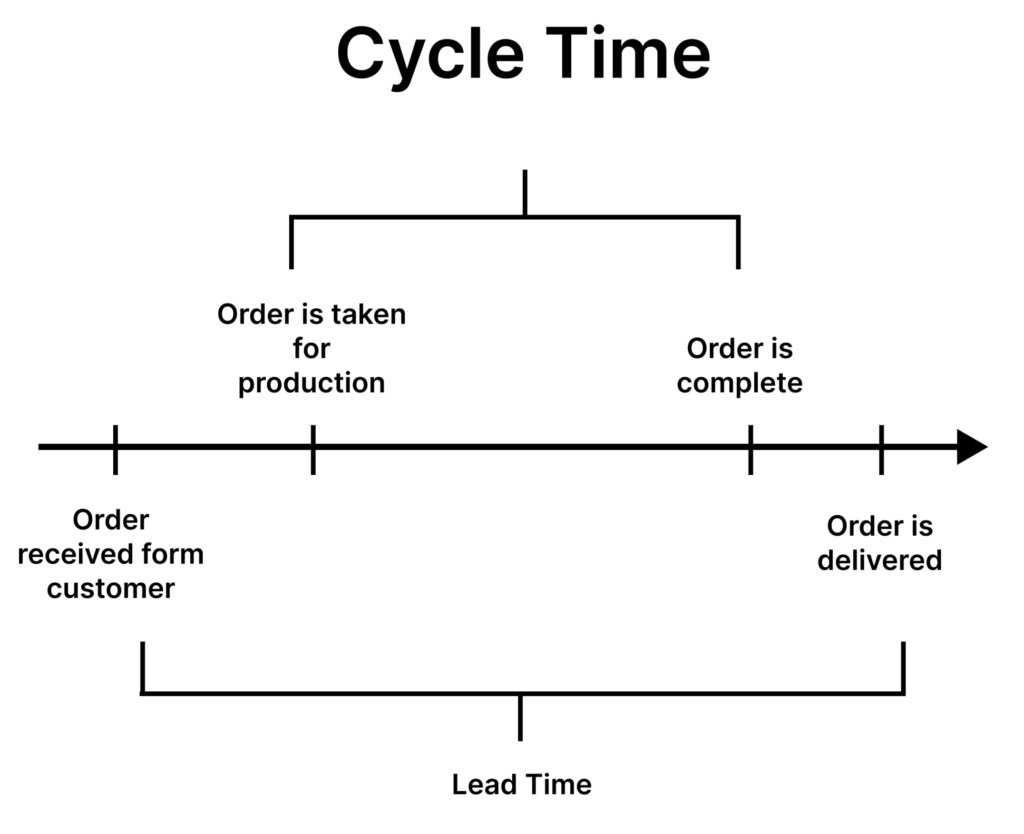
Решения для обработки с ЧПУ для сокращения времени цикла
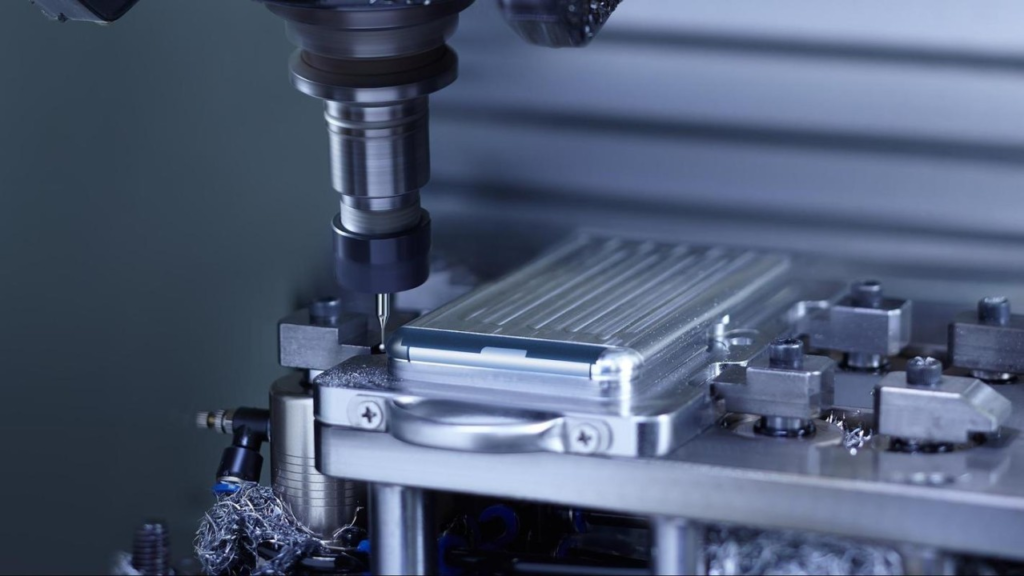
Оптимизация решений для обработки с ЧПУ необходима для сокращения времени цикла и улучшения качества поверхности без ущерба для качества. Используя передовые стратегии построения траектории инструмента, высокоскоростные методы обработки и автоматизацию, производители могут значительно повысить эффективность. Правильный выбор параметров резания, оснастки и возможностей станка обеспечивает более быстрое удаление материала и минимальное время простоя. Кроме того, интеграция предиктивного обслуживания и аналитики, основанной на искусственном интеллекте, помогает предотвратить сбои и максимально увеличить время безотказной работы.
Автоматизация процессов и смена инструментов
Если при обработке на станках с ЧПУ время цикла имеет решающее значение, необходимо приложить усилия, чтобы устранить как можно больше времени, не связанного с обработкой. Смена инструмента может занимать довольно много времени, особенно если она выполняется вручную, поэтому внедрение в станок автоматического устройства смены инструмента (ATC) делает смену инструмента очень быстрой. Многопаллетные станки также значительно сокращают время на обработку без резания, поскольку заготовки загружаются в процессе обработки текущей детали. Автоматизация операций зажима, шабрения, промывки и удаления деталей еще больше минимизирует ручное вмешательство.
Оптимизация параметров резания и траектории движения инструмента
Благодаря оптимальному выбору скорости резания, подачи, глубины резания, СОЖ и геометрии режущего инструмента можно добиться максимальной скорости съема металла при сохранении качества. Выбор подходящих параметров резания для данного материала, инструмента и станка приводит к высокой производительности. Траектории движения инструмента также должны быть оптимизированы, чтобы по возможности минимизировать перемещения без резания. Такие стратегии, как зигзагообразное, а не обычное контурное фрезерование, могут сократить время перемещения. Интерполирование сложных форм с помощью небольших линейных сегментов, а не больших изогнутых сегментов, уменьшает продолжительность цикла.
Внедрение высокоскоростной обработки
Использование преимуществ современных высокопроизводительных станков с ЧПУ и сопутствующих технологий позволяет добиться гораздо более высоких скоростей резания и подач по сравнению с традиционными методами обработки. В высокоскоростной обработке (ВСО) используются очень жесткие станки, мощные шпиндели, жесткие методы зажима, долговечные режущие инструменты, передовые системы СОЖ и точные сервоприводы. Она позволяет удалять гораздо больше материала за один проход при более высоких скоростях подачи, сохраняя при этом качество обработки поверхности. В HSM также используются такие технологии, как высокоскоростная черновая обработка и высокоэффективное сверление глубоких отверстий, что значительно сокращает время цикла обработки сложных деталей.
Факторы, влияющие на время цикла, и способы их улучшения
Существует несколько ключевых факторов, которые влияют на время цикла во время Методы обработки с ЧПУ. Устранение этих факторов путем оптимизации и модернизации машин/процессов может значительно сократить время, необходимое для изготовления детали.
Выбор инструментов и геометрия
Используемая оснастка оказывает большое влияние на время цикла. Инструменты с более прочными покрытиями служат дольше, прежде чем потребуют замены, что сокращает время, затрачиваемое на обработку. Геометрия инструмента также играет роль - инструменты с большей осевой жесткостью обеспечивают более высокую скорость подачи, а специальные формы, например, резцы с шаровидным носом, позволяют быстрее обрабатывать сложные контуры. Индексируемые пластины стоят дешевле, чем цельные твердосплавные, но требуют больше времени на настройку. Правильный выбор инструмента для работы имеет решающее значение.
Материалы инструментов также влияют на время цикла. Инструменты из керамики и поликристаллического алмаза могут быстрее снимать материал с твердых металлов, таких как инконель, сохраняя при этом прочность кромок. Для труднообрабатываемых сплавы например, титанСпециализированные марки твердого сплава с покрытием обеспечивают повышенный срок службы. Использование передовых инструментальных материалов, предназначенных для конкретных материалов и процессов, может сократить общую продолжительность цикла на несколько минут.
Держатели инструментов также требуют внимания. Качественные держатели с термоусадочным фитингом обеспечивают большую жесткость для более высоких подач и скоростей. Цанговые патроны обеспечивают более быструю смену инструмента по сравнению с резьбовыми держателями. Автоматизированные системы измерения и настройки инструмента минимизируют время переналадки без обработки. Выбор идеальной системы оснастки для конкретного цеха помогает оптимизировать производительность резки.
Выбор материала
Выбранный материал заготовки диктует достижимые параметры решений для обработки с ЧПУ и срок службы инструмента. Более сложные сплавы требуют более острых инструментов, более консервативных подач/скоростей и быстро выделяют тепло/износ. Менее абразивные материалы позволяют выполнять более смелые резы и увеличивать скорость съема металла при сокращении количества циклов. Там, где это возможно, переход на более легкие в обработке эквивалентные сплавы или композиты может значительно сократить продолжительность обработки.
Предварительная обработка заготовок путем отжига, нормализации или нанесения поверхностных покрытий также влияет на время цикла. Более мягкие материалы, полученные в результате отжига, режутся быстрее, но могут быть менее стабильными по размерам. Закаленные детали требуют более медленной резки, но сохраняют более жесткие допуски. Азотирование или PVD-покрытие противостоят износу/абразивному износу, что продлевает срок службы инструмента и обеспечивает более смелые параметры. В целом, выбор материала позволяет сбалансировать требуемые свойства с влиянием обрабатываемости на эффективность цикла.
Возможности и технологии машин
Возможности самого станка определяют максимальную производительность съема металла. Более жесткие станки с меньшими тепловыми искажениями обеспечивают более высокую скорость резания без ущерба для качества и срока службы инструмента. Более мощные сервоприводы обеспечивают быструю скорость перемещения для минимального времени отсутствия резания между элементами.
Многозадачные решения для обработки с ЧПУ позволяют выполнять фрезерно-токарные операции одновременно, чтобы объединить процессы и сэкономить время на настройку. Поворотные оси с живой оснасткой позволяют выполнять сложные 5-осевые резы. Более длинные шпиндели позволяют обрабатывать крупногабаритные детали внутри, а не с помощью внешних приспособлений. Более широкие рабочие зоны сокращают повторное закрепление. Более высокие скорости вращения шпинделя от 20 000 об/мин позволяют использовать высокоскоростные методы обработки.
Интеграция новейших машинных технологий, таких как интегрированные робот Обработка деталей и автоматическое измерение инструмента позволяют работать без присмотра круглосуточно. Выбор станка влияет на то, насколько эффективно цех может сократить время обработки и максимизировать использование инструмента/станка. Модернизация систем с расширенными возможностями приносит дивиденды в виде сокращения времени цикла.
Оптимизация параметров резки
Детальное техническое понимание позволяет выбрать подходящие скорости, подачи, глубины резания и техники резания для каждой уникальной комбинации детали, материала и инструмента. В то время как более медленное резание сохраняет ресурс инструмента, более быстрые параметры обеспечивают максимальный съем материала в пределах допустимого диапазона качества и производительности инструмента. Нахождение оптимального баланса с помощью испытаний обработки и программного обеспечения для моделирования устраняет непроизводительное резание и сокращает циклы.
Постоянный контроль и корректировка совершенствуют технику. Новые марки инструментов могут позволить более смелые подачи. Предварительная обработка заготовок избавляет от необходимости постоянно смазывать их охлаждающей жидкостью. Пересмотр начальной глубины, шага и схемы резания оптимизирует траекторию. Использование новейших Программное обеспечение CAM/CAD с синхронизированными операциями эффективно планируют процессы на современных машинах. При тщательной оценке и доработке время цикла приближается к своим физическим ограничениям.
В целом, наиболее влиятельные факторы на производительность цикла обработки с ЧПУ связаны с выбором инструмента, материала заготовки, технологией станка и определением оптимальных параметров резания путем тестирования. Целенаправленные улучшения в этих областях могут помочь сократить время выполнения заказа на 50% и более во многих областях применения.
Улучшение качества поверхности благодаря обработке с ЧПУ

Достижение требуемой чистоты поверхности является ключевой задачей в Применение станков с ЧПУ. На конечную поверхность деталей влияет несколько факторов, и оптимизация этих аспектов позволяет повысить качество поверхности.
Стратегии и техники работы с траекторией инструмента
Траектория движения инструмента, используемого для обработки детали, влияет на качество обработки. Обычные параллельные резы оставляют гребни, в то время как спиральные/зигзагообразные траектории сводят их к минимуму. Меньшие переходы между проходами уменьшают размеры от пика до вала. 3D- и 4-осевая одновременная обработка с ЧПУ повторяет истинный профиль, обеспечивая более качественные поверхности, чем 2,5D-операции.
Высокоскоростные инструменты для черновой обработки оставляют больше материала для инструментов для окончательной обработки, что позволяет избежать чрезмерной обработки. Профильное, а не площадное фрезерование лучше сохраняет острые края. Прерывание резания во избежание следов заминки улучшает качество обработки в проблемных местах. Стандарты поверхности также диктуют подходящие стратегии, такие как обработка с допуском формы против обработки с допуском профиля.
Геометрия инструментов и покрытия
При выборе геометрии носовой части инструмента учитывайте особенности и требуемую поверхность. Инструменты с шаровидным и радиусным носом естественно сглаживают контуры. Фрезы с переменным шагом или углом спирали оптимизируют укладку поверхности. Твердые сплавы с покрытием, обладающие оптимальными износостойкими и фрикционными свойствами, уменьшают истирание и следы от болтанки.
Специальные типы покрытий еще больше усиливают результат. Алмазоподобные углеродные покрытия служат дольше, обеспечивая стабильную отделку. TiAlN гладкий при более низкой подаче, в то время как TiCN хорошо работает при более высокой подаче. Многослойные покрытия сочетают в себе прочность и смазывающие свойства. Сложная металлургия в новых PVD-инструментах превосходит прошлые поколения.
Параметры резки и применение охлаждающей жидкости
Скорость и подача, DOC и контроль охлаждающей жидкости - все это влияет на целостность поверхности. Более низкие скорости минимизируют вибрации для получения более четких краев. Меньшая глубина предотвращает размазывание или натирание. Заливная охлаждающая жидкость быстро вымывает стружку, не напрягая поверхность. Минимальное количество смазки образует защитную пленку на границе инструмент-работа.
Методы постобработки
В то время как механическая обработка определяет качество основной поверхности, некоторые этапы после обработки еще больше улучшают качество поверхности. Отделка поверхности. Легкое хонингование или прижигание сжимает вершины для более гладкой укладки. Вибрационная или бочкообразная обработка округляет заусенцы и волнистость. Ручное шабрение и притирка удаляют естественную шероховатость поверхности, позволяя получить очень тонкую отделку менее Ra 1 мкм для некоторых применений. Применяя эти дополнительные этапы полировки там, где этого требуют допуски, можно получить поверхность, которую не сможет обработать только ЧПУ.
Благодаря пониманию механики инструментов, решений для обработки на станках с ЧПУ и результатов различных регулировок процесса, производители могут добиться максимально гладких поверхностей на оборудовании с ЧПУ, чтобы удовлетворить самые строгие требования к качеству и эстетике. Благодаря оптимизации этих методик даже такие труднообрабатываемые материалы, как формовочные стали или сверхпрочные сплавы, получают практически идеальные поверхности.
Интеграция автоматизации и искусственного интеллекта для повышения эффективности

Чтобы добиться максимальной продуктивности от оптимизация обработки с ЧПУПроизводители все чаще обращаются к интегрированным системам автоматизации и искусственного интеллекта. Эти технологии позволяют оптимизировать эффективность всего процесса обработки на станках с ЧПУ.
Автоматизация перемещения материалов и смены инструментов
Загрузка сырых деталей и выгрузка готовых изделий вручную отнимает много времени. Автоматизированные управляемые транспортные средства (AGV) или подвесные подъемники упрощают перемещение материалов между станками и складскими помещениями. Роботизированные манипуляторы ускоряют закрепление и размещение деталей. Автоматические устройства смены инструмента для станков с ЧПУ (ATC) меняют фрезы без участия оператора, чтобы сократить непроизводительные простои. Интеграция этих автоматизированных компонентов устраняет "узкие места".
Мониторинг машин и анализ данных
Усовершенствованные системы управления непрерывно собирают рабочие данные о параметрах, сроках службы инструмента, времени цикла, энергопотреблении, вибрациях и многом другом. Устройства, подключенные к облаку, загружают эту информацию в режиме реального времени для анализа. Удаленный мониторинг предупреждает о таких проблемах, как постепенное повышение температуры. Панели мониторинга производительности помогают сравнить производительность разных смен и машин, чтобы определить возможности оптимизации. Анализ данных позволяет найти взаимосвязи, чтобы предсказать и предотвратить будущие сбои.
Предиктивное обслуживание с помощью ИИ и машинного обучения
Программное обеспечение для распознавания образов анализирует собранные данные с течением времени. Оно обнаруживает едва заметные признаки предстоящего износа компонентов или механического смещения. Модели, работающие на основе искусственного интеллекта, постоянно изучают уникальное поведение каждой машины и историю ее обслуживания. Они дают прогнозы относительно оставшегося срока службы для своевременного профилактического обслуживания, позволяющего избежать неожиданных поломок. Предписывающие уведомления рекомендуют конкретные корректирующие действия.
По мере экспоненциального роста объемов данных, получаемых с помощью технологий IIoT, алгоритмы машинного обучения будут приобретать все более точные способности к прогнозированию. В сочетании с робототехникой, выполняющей ремонт в автономном режиме, предиктивное обслуживание призвано свести к минимуму вмешательство человека и максимально увеличить время безотказной работы. Интеграция автоматизированных систем, схем сбора данных и Инструменты AI/ML превращает производство решений для обработки с ЧПУ в высокоэффективные "умные фабрики".
Новые технологии для дальнейшего повышения производительности
Интеграция аддитивного производства
Интеграция 3D-печать технологии наряду с ЧПУ позволяют создавать прототипы по требованию и производить сложные геометрические детали, которые невозможно получить только с помощью традиционной обработки. Это облегчает массовую кастомизацию благодаря универсальному дизайну деталей.
Передовые машинные платформы
Платформы ЧПУ нового поколения, предлагающие 30+ осей, многошпиндельные возможности, интегрированные аддитивные/субтрактивные рабочие процессы и автономные возможности, радикально повысят эффективность. Новые материалы, такие как MIM-инструменты с твердосплавными вставками и сплавы медицинского класса, расширяют области применения. Совместная робототехника обеспечивает гибкость в работе. Мощные лазеры и водометы открывают новые горизонты для решений в области обработки с ЧПУ. Темпы инноваций продолжают менять производство с экспоненциальной скоростью.
Заключение
Индустрия решений для обработки с ЧПУ постоянно развивается, повышая производительность за счет технологических достижений и усовершенствованных процессов. Существует множество возможностей для оптимизации времени цикла, максимального использования активов, повышения качества деталей и минимизации операционных расходов.
Поскольку производство готово к дальнейшим преобразованиям в рамках Индустрии 4.0, проактивные компании, занимающиеся разработкой решений для обработки с ЧПУ и внедряющие инновации, будут процветать в этом меняющемся ландшафте. Те, кто оптимизирует эффективность процесса путем дисциплинированной оценки и применения новых решений, получают наибольшую выгоду в виде сокращения времени выполнения заказа, снижения стоимости единицы продукции, более жесткого контроля качества и максимального увеличения срока службы оборудования. Это обеспечит успех как в цехах, так и на производстве в будущем.
Вопросы и ответы
В: Какой фактор оказывает наибольшее влияние на время цикла?
О: Стратегия траектории инструмента и оптимизация параметров резания могут значительно сократить время цикла.
В: Насколько автоматизация может повысить производительность?
О: Автоматизация задач, не связанных с резкой, таких как погрузка/разгрузка, может повысить производительность до 30%. Интеграция робототехники и автономных функций еще больше увеличивает этот показатель.
В: Какая новая технология является наиболее перспективной?
О: Передовые машинные платформы, объединяющие аддитивные и субтрактивные процессы, предлагающие 30+ осей управления движением и включающие автономные возможности, изменят производство.
В: Как аналитика данных может помочь?
О: Сбор данных о машинах и применение предиктивной аналитики с помощью искусственного интеллекта позволяет предотвратить простои до их возникновения, повышая общую эффективность оборудования.
В: Какой уровень точности можно достичь?
О: При правильных стратегиях обработки и последующих процессах, решения для обработки с ЧПУ позволяют достичь чистоты поверхности менее 1 микрометра Ra при очень жестких допусках.





