 Pular para o conteúdo
Pular para o conteúdo 
Este artigo discute como imprimir peças em 3D com propriedades de alta resistência, selecionando os materiais certos, como PEEK e náilon, explorando técnicas de otimização de configurações de impressão, incluindo densidade de preenchimento, orientação, espessura da casca e pós-processamento, como recozimento. Ele também aborda as aplicações que utilizam impressões 3D resistentes para protótipos funcionais, componentes de uso final e auxílios mecânicos.
Peças impressas em 3D: Os melhores filamentos para impressões mais fortes e de alta precisão em 2024

Com as tendências em tecnologia mostradas aqui nas tabelas, o uso de Impressão 3D está começando a ver sua aplicação na produção de peças funcionais de uso final, ferramentas, instrumentos e estruturas que podem ser confrontadas com cargas estruturais e mecânicas. No entanto, para atender às demandas de propriedades mecânicas de elementos estruturais, o paradigma de "imprimir uma peça" não é suficiente; a escolha do material, as configurações da impressora e o pós-tratamento devem ser os melhores possíveis para obter a máxima resistência prática.
Neste artigo, exploraremos vários aspectos envolvidos nas peças impressas em 3D adequadas para usos funcionais. Primeiramente, examinaremos os materiais comumente usados por suas propriedades mecânicas, como nylons, policarbonatos e opções de alto desempenho, como o PEEK. É fundamental entender como aproveitar efetivamente o potencial de resistência desses materiais.
Em seguida, vamos nos aprofundar no impacto da Impressora 3D configurações como padrões de preenchimento, orientação da peça e espessura da casca na resistência das peças impressas. A otimização desses parâmetros desempenha um papel importante na realização dos verdadeiros recursos dos materiais. Também serão abordadas técnicas de pós-processamento para aumentar ainda mais a resistência.
Por fim, serão destacadas as aplicações do mundo real que utilizam efetivamente componentes impressos em 3D com alta integridade mecânica. O artigo tem como objetivo fornecer orientações completas sobre a impressão de peças duráveis para aplicações de prototipagem, ferramental e produção.
Definições de resistência do material
Resistência à tração
A resistência à tração é a medida da tensão de tração que um material pode suportar ao ser esticado e puxado até o ponto de ruptura ou fratura. A resistência à tração é a medida da tensão de tração que um material pode suportar ao ser esticado e puxado até o ponto de ruptura ou fratura. Ela é expressa na unidade denominada Pascal ou libra-força por polegada quadrada, abreviada como psi. A resistência à tração do material é considerada como tendo potencial de tensão de tração, ou seja, material com potencial de resistência à tração.
Alongamento
O alongamento é definido como a extensão alcançada em um material antes da falha durante tensões de tração. Normalmente, é indicado em termos de alteração percentual do comprimento ou da largura original do material antes da falha. Quanto maior for o alongamento de um material, mais ele poderá ser esticado antes de ser realmente rompido. Como o alongamento, é um valor essencial usado para caracterizar a ductilidade ou maleabilidade do material.
Resistência ao impacto
A capacidade de um material de peças impressas em 3D de resistir à quebra ou rachadura sob carga é chamada de resistência ao impacto. Os dois testes comuns para avaliar a resistência ao impacto em um determinado material são o teste de impacto Izod ou Charpy. Nesse teste, uma amostra entalhada é exposta a uma única oscilação ou a um único golpe com um pêndulo pesado. A energia de impacto absorvida que é usada na energia de fratura é determinada. Ou seja, o material com maior resistência ao impacto ou energia absorvida pode resistir à carga de impacto repentina sem fraturar.
Resistência química
A resistência química na Nigéria trata da capacidade de um material, neste caso um tecido revestido, de permanecer inalterado ou, se for degradado, como ele se degrada quando entra em contato com produtos químicos, ácidos, álcalis, sais ou solventes. Os materiais são classificados de acordo com seu desempenho quando expostos a soluções químicas por meio de testes de imersão ou outros. É possível haver casos em que o material simplesmente derrete e, quando entra em contato com produtos químicos, parte dele pode ficar inchada ou até mesmo fraca. Os materiais de resistência química mantêm suas características e degradam a aparência ou a estrutura quando em contato com produtos químicos.
Resistência aos raios UV
A resistência aos raios UV é uma medida de como um material pode resistir à degradação causada pela luz ultravioleta, principalmente do sol. De todos os materiais que são expostos em um ambiente externo, o senhor é o mais resistente, impressão 3D em plástico e os polímeros são facilmente degradados pela exposição à luz UV. A degradação por UV é normalmente causada por reações fotoquímicas, quebrando uma ligação química e produzindo mudança de cor, rachaduras por tensão ou corrosão por tensão ao longo de uma linha perpendicular à direção da fonte de luz. Os materiais com maior resistência aos raios UV têm uma vida útil mais longa durante o uso em condições de exposição à luz solar ou a lâmpadas UV.
Resistência à temperatura
A resistência à temperatura trata da capacidade do material de manter as propriedades mecânicas e físicas em temperaturas altas e baixas. A maioria dos materiais amolece ou endurece fora de suas faixas de temperatura de serviço. Os materiais destinados a aplicações em altas temperaturas mantêm a força e outras propriedades em temperaturas elevadas. Já os materiais resistentes a baixas temperaturas permanecem dúcteis e resistentes a impactos em temperaturas abaixo de zero.
Temperatura de deflexão térmica
Temperatura de deflexão térmica (HDT) ou temperatura de distorção térmica significa a temperatura na qual o polímero ou a amostra de plástico não consegue manter sua forma sob uma determinada carga. Essa carga geralmente é padronizada em 4,45 kPa ou 0,125 MPa. A HDT é usada como medida de resistência ao calor dos termoplásticos. Isso faz sentido simplesmente porque o grau de cristalinidade, conforme indicado pelo valor do HDT, afeta a resistência ao calor do material plástico. Os plásticos de alta temperatura não se deformam, encolhem, incham ou sofrem outras alterações químicas em temperaturas mais altas e não falham mecanicamente.
Materiais de impressão 3D comumente usados

Policarbonato (PC)
O policarbonato é um termoplástico que oferece maior resistência ao impacto, estabilidade dimensional e resistência ao calor do que outros materiais de peças impressas em 3D, como o ABS. O poliglicol tem uma temperatura de transição vítrea de cerca de 147 graus Celsius. PC As peças de PC são altamente transparentes e muito transparentes, ou seja, absolutamente claras. No entanto, o PC é mais difícil de imprimir do que o ABS, pois requer temperaturas de impressão mais altas, de cerca de 250 a 300°C. Ele pode ser usado para fabricar caixas transparentes e duráveis, dispositivos médicos e protótipos. O PC tem uma resistência química muito boa a álcoois, ácidos e álcalis.
Acrilonitrila Butadieno Estireno (ABS)
ABS é reconhecido por estar entre os materiais termoplásticos mais comuns em Ferramentas de impressão 3D devido ao seu preço baixo e à compatibilidade com peças impressas em 3D para uso doméstico. Um bom equilíbrio entre força, rigidez, resistência e durabilidade faz com que ele seja o material preferido. O material ABS tem boa tolerância ao impacto e ao calor e tem um HDT de cerca de 95°C. O senhor pode suportar 80°C. Os componentes de ABS são usados em todo o mundo. Ele pode suportar 80 graus C. Os componentes de ABS são totalmente usados em protótipos funcionais de JL, invólucros de eletrônicos e muito mais. No entanto, quando impresso, o ABS emite gases voláteis nocivos e deve ser impresso em um compartimento. Esse material não é para uso prolongado em médico e aeroespacial indústrias.
Ácido polilático (PLA)
PLA é um termoplástico ecológico e macio, obtido a partir de matérias-primas renováveis de origem vegetal, como amido de milho, raízes de mandioca e cana-de-açúcar, entre outras.
. Ele substitui o ABS sem efeitos nocivos à saúde quando as peças são impressas em 3D e é ecologicamente correto. O PLA tem estabilidade térmica comparativamente menor, com uma Tg entre 50 e 60°C. No entanto, apresenta baixo empenamento e é extremamente fácil de imprimir sem a necessidade de um invólucro. O PLA é rígido, quimicamente resistente e pode ser recozido e posteriormente pintado. Na maioria das vezes, ele é aplicado na criação de modelos, peças não estruturais e protótipos. Há, no entanto, uma desvantagem no uso do PLA, pois ele tende a inchar quando em contato com a umidade, deformando-se.
Nylon
O nylon ou poliamida é uma família de termoplásticos que apresenta boa resistência e rigidez, além de resistência a temperaturas moderadas. Ambos derretem a 215°C e 178°C, respectivamente, para Nylon 6 e Nylon 12 para plásticos, respectivamente. Os materiais podem suportar flutuações de temperatura de 80-100°C de forma contínua. As peças impressas em 3D de náilon são altamente resistentes ao desgaste e, portanto, são úteis para a fabricação de peças funcionais porque são fortes. Como alternativa, o nylon é difícil de imprimir como ABS e PLA devido à necessidade de usar um gabinete e uma plataforma de construção aquecida. Ele é frequentemente utilizado na fabricação de engrenagens, polias, carcaças e peças de máquinas que exigem resistência.
Filamentos de PEEK e fibra de carbono
O PEEK ou poliéter-éter-cetona é um termoplástico de engenharia de alto desempenho usado nos setores aeroespacial, automotivo e de telecomunicações. Ele tem maior estabilidade térmica, com um ponto de fusão de aproximadamente 343°C, além de possuir boas propriedades mecânicas, inércia química e biocompatibilidade. A maior resistência do 40% e a maior rigidez do 80% são resultado do uso de fibra de carbono reforçada PEEK. No entanto, esses materiais proporcionam temperaturas muito altas às peças impressas em 3D, de até 380 graus Celsius em alguns deles. Isso os torna favoráveis para uso na fabricação de implantes médicos, peças aeroespaciais e outras peças de alta resistência.
Embora exista um grande número de aplicações do ABS em peças impressas em 3D, o alto custo do material e a Custo da impressora 3D os tornam menos populares do que outros materiais de impressão 3D. Em resumo, a escolha dos materiais depende das propriedades mecânicas, térmicas e químicas específicas necessárias para a aplicação. Enquanto o PLA, o ABS e o Nylon oferecem um bom equilíbrio entre custo, facilidade de uso e durabilidade, o PC, o PEEK e a fibra de carbono atendem a aplicações mais especializadas de alto desempenho. As limitações de resistência à temperatura, custo, capacidade de impressão e impacto ambiental também devem ser consideradas.
Apresentando os nylons de alto desempenho: PA11 e PA12

PA12
PA12O PA11, ou Nylon 12, é uma poliamida de alto desempenho pertencente ao grupo dos termoplásticos de engenharia, que oferece maior resistência ao impacto em baixas temperaturas em comparação com o PA11. Com uma temperatura de transição vítrea de -45°C e um ponto de fusão em torno de 178°C, é ideal para uso contínuo abaixo de 0°C. O PA12 apresenta baixíssima absorção de umidade, autolubrificação e resistência ao desgaste, o que o torna adequado para os setores automotivo, aeroespacial e vários produtos de consumo que exigem alta rigidez e baixo coeficiente de expansão térmica em uma ampla faixa de temperatura.
HP PA11 vs PA12
As propriedades mecânicas do HP PA11 e do HP PA12 são impressionantes, e o HP PA12 oferece melhor flexibilidade e melhor resistência ao impacto em baixas temperaturas em comparação com o HP PA11. Em contraste, o PA11 tem resistência química superior e temperatura de distorção térmica marginalmente mais alta do que o PPA. Em termos de usinabilidade, o PA11 tem um desempenho marginalmente melhor do que o PA12. De modo geral, o PA11 é adequado para aplicações que exigem durabilidade em uma ampla faixa de temperatura, desde temperaturas abaixo de zero até temperaturas elevadas. O PA12 é otimizado especificamente para aplicações que exigem flexibilidade e resistência ao impacto em temperaturas abaixo de 0°C. Portanto, em temperaturas frias, o PA12 pode ser preferido, enquanto em outras aplicações o PA11 oferece desempenho comparável. Ambos os materiais ampliam muito os limites operacionais das poliamidas.
Otimização das configurações de impressão para resistência
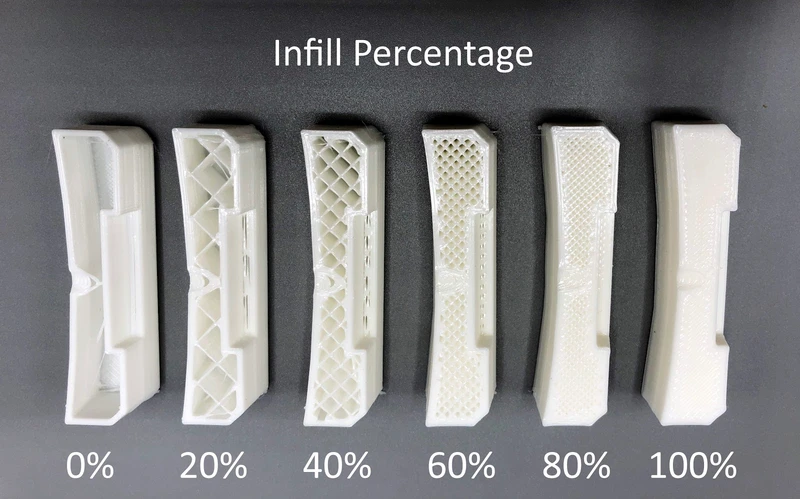
Tipo e densidade de preenchimento
Infill refere-se à estrutura interna do impressão 3D em metal. Os padrões comuns de preenchimento incluem linhas, grade, triângulo, favo de mel etc. Os preenchimentos mais densos com maior porcentagem de preenchimento, como 60-100%, resultam em peças mais resistentes em comparação com preenchimentos esparsos abaixo de 20%. No entanto, os preenchimentos mais densos aumentam o tempo das peças impressas em 3D e usam mais material. Os padrões de favo de mel ou triângulo oferecem um bom equilíbrio entre resistência e uso de material. A seleção adequada do preenchimento depende da carga da peça e dos requisitos de resistência.
Orientação da peça
A orientação da peça durante as peças impressas em 3D tem um impacto significativo em suas propriedades de resistência. Para peças submetidas a cargas de tração ou flexão, colocar as camadas paralelas à força resulta em resistência máxima. Orientar a peça verticalmente reduz a resistência em comparação com as orientações planas. As concentrações de tensão também devem ser consideradas em locais críticos. As estruturas de suporte podem ser necessárias para saliências, dependendo da geometria e do material da peça.
Espessura da casca
A casca refere-se às paredes externas sólidas das peças. Cascas mais espessas aumentam a rigidez, a precisão dimensional e a resistência da peça. Recomenda-se um mínimo de 2 perímetros ou cascas para peças básicas. As peças submetidas a cargas pesadas podem precisar de cascas de pelo menos 1,2 a 1,5 vezes a espessura do bocal. Cascas muito finas, abaixo de 60-80% da largura do bocal, são propensas a rachaduras e danos. A espessura ideal do casco pode ser estabelecida por meio de testes de resistência máxima.
Em resumo, o ajuste da porcentagem de preenchimento, a orientação adequada das peças ao longo das forças e o ajuste da espessura da casca ajudam a maximizar a resistência dos componentes impressos em 3D de acordo com as cargas e aplicações pretendidas. É uma boa prática validar as configurações otimizadas por meio de testes de protótipos para aplicações críticas de segurança.
Pós-processamento para aumentar a força
Recozimento
O recozimento é uma técnica comum de pós-processamento usada para aumentar a força e a resistência ao impacto de peças impressas em 3D feitas de materiais termoplásticos como ABS, PLA e náilon.
Durante as peças impressas em 3D, os ciclos rápidos de aquecimento e resfriamento levam a tensões residuais nas camadas e peças impressas. O recozimento ajuda a aliviar essas tensões internas, aquecendo lentamente as peças impressas a uma temperatura logo abaixo do seu ponto de transição vítrea.
Por exemplo, as peças de ABS podem ser recozidas a 80-100°C, enquanto o PLA é recozido a 55-65°C. As peças são mantidas nessa temperatura por 1 a 2 horas antes de esfriar lentamente dentro da câmara de recozimento ou do forno.
Ao permitir que as cadeias de polímeros relaxem por meio de aquecimento e resfriamento lentos, o recozimento reduz as tensões residuais e alcança o alívio de tensões nas peças impressas em 3D. Isso resulta em uma melhor adesão da camada, maior tenacidade e resistência ao impacto do 15-30%.
A menor tensão residual também evita a propagação precoce de trincas quando as peças são carregadas. As peças recozidas demonstram maior resistência à flexão e ao impacto, o que as torna adequadas para aplicações de suporte de carga.
O recozimento é um processo simples de pós-impressão que aumenta a confiabilidade mecânica das peças impressas em 3D sem alterar suas dimensões. Ele ajuda as peças a atingir quase as propriedades teóricas máximas de resistência do material de impressão.
Aplicações para impressões 3D robustas

Protótipos funcionais
A impressão 3D permite a prototipagem rápida de peças funcionais e protótipos com mecânica e movimento funcionais. Ao otimizar as configurações das peças impressas em 3D quanto à resistência, podem ser criados protótipos finais que passam por testes de ajuste, forma e testes funcionais limitados antes da produção. Os exemplos incluem gabinetes impressos, dobradiças, engrenagens e conjuntos mecânicos. A otimização garante que os protótipos resistam a forças, impactos e ciclos repetidos semelhantes às condições de uso final.
Componentes de uso final
As peças impressas em 3D de alta resistência expandem os recursos de impressão de peças finais de baixo volume e componentes personalizados. Áreas como membros artificiais, equipamentos industriais, implantes médicos e tecnologia vestível se beneficiam de peças impressas em 3D personalizadas e resistentes. A impressão de gabaritos, acessórios, gabinetes e outros componentes de máquinas com resistência máxima permite a produção de uma única peça e substituições sob demanda.
Auxiliares de fabricação
Os moldes, padrões, gabaritos e acessórios de peças impressos em 3D ajudam a acelerar os processos de produção. Os moldes de fundição duráveis impressos em 3D facilitam a fundição de metais de baixo volume. Gabaritos de montagem robustos melhoram a precisão do posicionamento. Ferramentas de manutenção, auxiliares de inspeção de qualidade e complementos de linha de montagem ganham força com a otimização. As impressões de alta resistência garantem que os auxiliares de fabricação atendam às demandas de uso repetitivo por longos períodos.
Em conclusão, a otimização das configurações de impressão expande as aplicações da impressão 3D de modelos para peças funcionais de uso final, protótipos e auxiliares de fabricação. A resistência máxima se traduz em maior viabilidade, confiabilidade e economia de custos.
Estudos de caso usando PA11 e PA12
GoProto e Ropes Edge: PA12 protege as cordas de suporte à vida
A GoProto criou um protótipo de bainhas de baixo atrito para cordas de escalada de suporte à vida com PA12, substituindo as bainhas de PEEK. As bainhas de PA12 suportam cargas dinâmicas e temperaturas abaixo de zero durante quedas ou resgates em montanhas. Os testes da Ropes Edge mostraram que as bainhas de PA12 duram 10 vezes mais do que as de PEEK em condições abrasivas, protegendo os alpinistas.
DustRam produz ferramentas robustas para remoção de azulejos com PA12
A DustRam fabrica ferramentas de remoção de azulejos com ponta de carboneto. A rigidez, a autolubrificação e a resistência química do Nylon 12 permitem que as ferramentas suportem as forças de raspagem de azulejos sem danos ou desgaste. A baixa absorção de umidade do PA12 evita a ferrugem dos componentes metálicos. O PA12 ajuda a DustRam a produzir ferramentas duráveis e à prova de ferrugem que resistem a anos de uso comercial.
Bowman aumenta o desempenho dos rolamentos com o PA11
A Bowman produz rolamentos, vedações e anéis O-ring de alta precisão. O PA11 melhorou o desempenho das vedações dos rolamentos em temperaturas amplas, de -50°C a 135°C, em várias condições. Os vedantes de PA11 resistiram a vibrações e pressões sem rachaduras por tensão ou permeação de óleo durante a vida útil do rolamento. O PA11 aumentou a confiabilidade dos rolamentos, expandindo as aplicações para ambientes agressivos, como plataformas offshore e equipamentos de mineração.
Em resumo, o PA11 e o PA12 oferecem soluções de materiais para aplicações críticas de segurança, condições de trabalho severas e amplas faixas de temperatura. Suas propriedades de alto desempenho permitem a fabricação de componentes e ferramentas duráveis com estabilidade mecânica.
Impressoras e materiais HP Jet Fusion
Explore o portfólio de materiais da HP
A HP oferece vários materiais otimizados para suas soluções industriais de peças impressas em 3D Jet Fusion. O material HP 3D High Reusability PA 12 oferece durabilidade, resistência à tração e elasticidade para peças funcionais. O HP 3D High Reusability PP permite a produção de diversas aplicações que precisam de resistência química.
Para engenheiros, HP multi jet fusion O material CB PA 12 de alta reutilização 3D combina a força e a resistência do PA 12 com o reforço de fibra de carbono. O nylon com enchimento de vidro HP 3D High Reusability oferece rigidez, resistência ao calor e expansão reduzida.
A HP também faz parcerias com fornecedores de materiais para ampliar as possibilidades de peças impressas em 3D. Isso dá aos designers acesso a vários fotopolímeros, elastômeros, termoplásticos e materiais compostos específicos do setor.
Combine materiais de forma eficaz com as impressoras Jet Fusion
As impressoras HP Jet Fusion permitem a impressão 3D de vários materiais por meio de um único processo de impressão com vários agentes. Isso facilita a otimização de peças por meio da combinação de materiais com propriedades diferentes.
Por exemplo, materiais flexíveis podem ser misturados com materiais rígidos para produzir gaxetas e vedações com elasticidade e rigidez equilibradas. Os plásticos condutores carregados são utilizados em peças eletrônicas quando misturados com isolantes.
Além disso, materiais com densidades variadas ajudam a controlar as propriedades de transmissão de som. As peças compostas com filamentos de madeira ou fibra de carbono obtêm benefícios estéticos e estruturais.
A capacidade de imprimir diferentes materiais juntos usando o HP Jet Fusion expande a funcionalidade Impressão 3D em prototipagem e possibilidades de design de peças de produção em comparação com peças impressas em 3D de material único. Isso gera aplicações mais complexas em todos os setores.
Conclusão
Concluindo, uma variedade de materiais, como policarbonato, ABS, náilon e opções de alto desempenho, como PEEK, fibra de carbono e nylons semicristalinos, oferece resistência suficiente para aplicações de peças impressas em 3D. Parâmetros como densidade de preenchimento, orientação da peça ao longo dos caminhos de carga e espessura da casca podem ser otimizados com base no design da peça e no uso pretendido. Técnicas de pós-processamento, como o recozimento, ajudam a aliviar ainda mais as tensões e a aumentar a resistência.
Estudos de caso adequados demonstram como materiais como PA11 e PA12 atendem às necessidades de equipamentos críticos de segurança, ampla tolerância à temperatura e durabilidade. Sistemas avançados como o HP Jet Fusion permitem a combinação de materiais para peças compostas e com várias propriedades. Com a disponibilidade de materiais de alta resistência e otimizações de processo, a impressão 3D agora é capaz de produzir componentes funcionais de uso final, ferramentas e protótipos além das aplicações de prototipagem.
Perguntas frequentes
P: Como faço para selecionar o material certo para a minha aplicação?
R: Considere as propriedades mecânicas necessárias, o ambiente operacional e o uso pretendido da peça. Propriedades como resistência ao calor, resistência química, resistência ao impacto etc. determinam a escolha do material.
P: Qual é o material de alta resistência mais comum para peças funcionais?
R: Para prototipagem, a maioria das peças funcionais é impressa em ABS, náilon ou policarbonato devido à boa relação entre resistência e custo. Para peças industriais, é comum usar nylon com enchimento de vidro ou materiais reforçados com fibra de carbono.
P: O preenchimento realmente afeta tanto a resistência?
R: Sim, o preenchimento desempenha um papel importante na determinação da resistência da peça, especialmente sob cargas. Os preenchimentos de densidade mais alta, como 60-100%, proporcionam significativamente mais resistência do que os padrões esparsos abaixo de 20%.
P: Como posso otimizar a resistência de peças críticas de suporte de carga?
R: Valide as configurações ideais, como preenchimento de 100%, orientação ao longo das cargas, aumento da espessura da casca por meio de testes de protótipos. Considere o pós-processamento, como o recozimento, para maximizar a resistência.





