Explorar estratégias eficazes para Usinagem CNC materiais desafiadores, como ligas de titânio, cerâmicas e superligas avançadas. Descubra ferramentas, técnicas e ajustes de parâmetros que aumentam a precisão e a eficiência, superando obstáculos comuns de usinagem.
Usinagem CNC com materiais exóticos: Desafios e soluções
Este documento explora Usinagem CNC para materiais difíceis, destacando os desafios e a importância de abordá-los. Ele aborda as características de materiais difíceis, com foco em ligas exóticas, tratamentos térmicos e reforços. A discussão passa para a usinagem de titânio, suas propriedades, desafios e soluções, incluindo os graus de liga de titânio. A cerâmica é examinada em seguida, com suas propriedades, problemas de usinagem e soluções, seguida por ligas avançadas como Inconel e Hastelloy.
Em seguida, o documento aborda materiais duros, como aços inoxidáveis, ferramentas de metal duro e compostos resistentes à abrasão, oferecendo soluções para esses desafios. A conclusão enfatiza as direções futuras em Usinagem CNC e a necessidade de colaboração interdisciplinar, seguida de uma seção de perguntas frequentes sobre substratos difíceis de usinar, vida útil da ferramenta, fluidos de corte, máquinas-ferramentas especializadas e ajuste de velocidades e avanços.
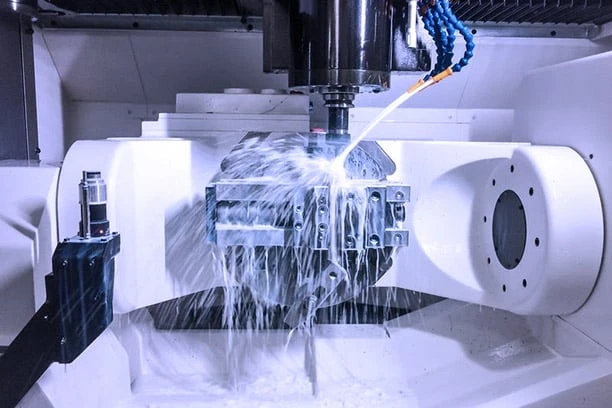
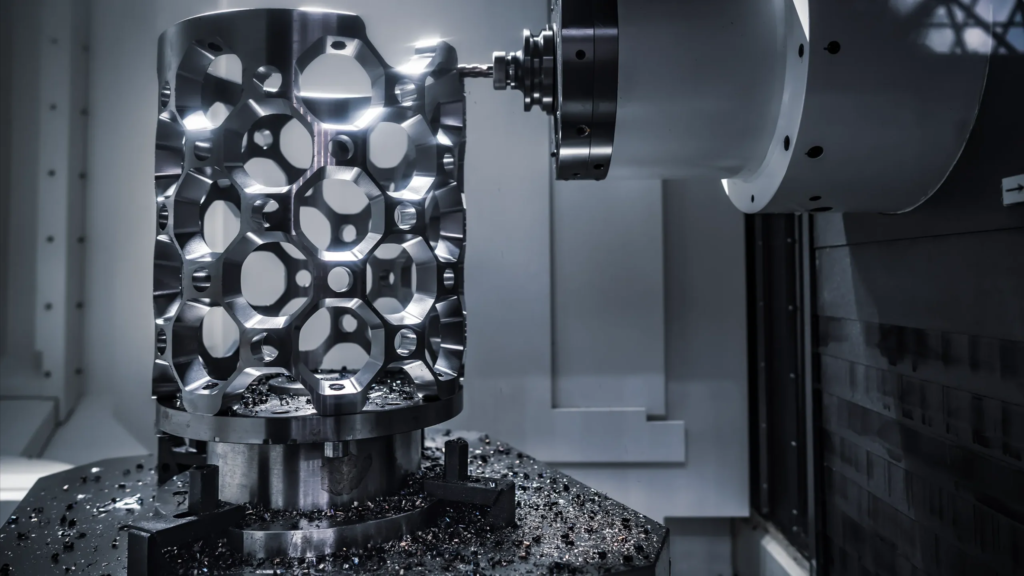
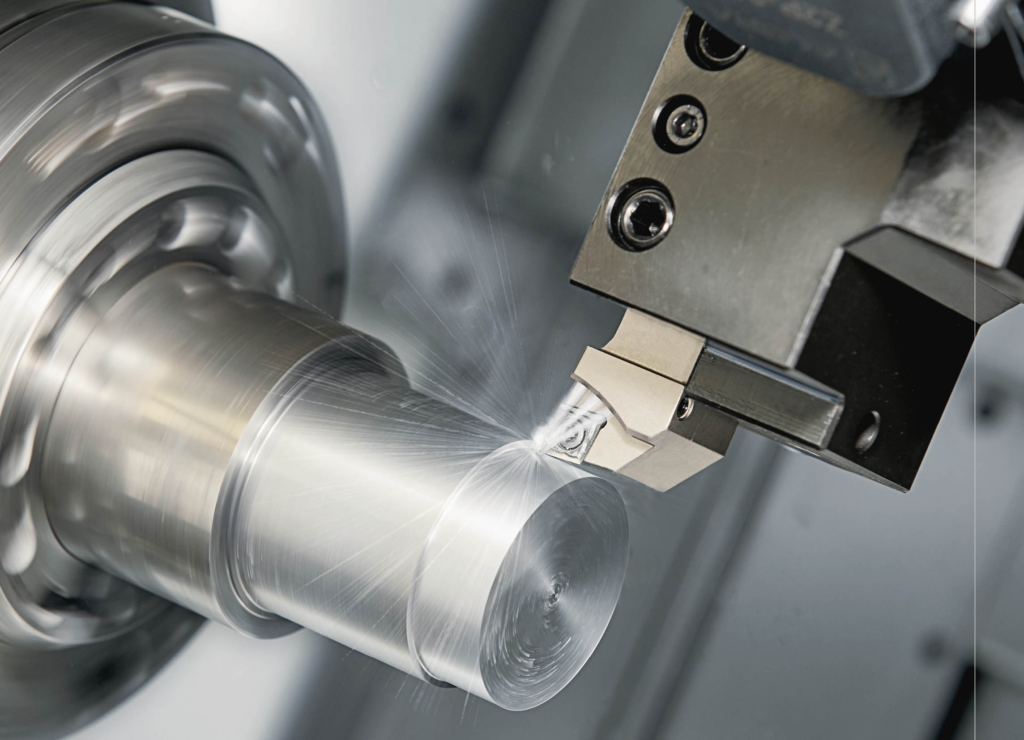
Usinagem CNC tem avançado a manufatura ao permitir a fabricação precisa de peças metálicas complexas. No entanto, alguns materiais desafiadores ainda ultrapassam os limites da tecnologia de usinagem. As ligas exóticas projetadas para aplicações exigentes envolvem composições químicas exclusivas que produzem as propriedades desejadas, mas introduzem dificuldades durante a fabricação. Da mesma forma, o aprimoramento de tipos de metais comuns por meio de tratamentos térmicos ou reforços proporciona benefícios como alta resistência, mas exige abordagens de usinagem não convencionais. Ao realizar operações CNC em materiais difíceis de usinar, pode surgir uma série de problemas. Sua química pode provocar reações adversas com as ferramentas de corte ou gerar temperaturas excessivas. Os reforços causam desgaste abrasivo, enquanto o endurecimento por trabalho induz a tensões residuais. Sem a aplicação de técnicas para neutralizar esses efeitos, as metas de precisão, qualidade de superfície e rendimento da fabricação não serão atingidas.
O interesse em tipos de materiais desafiadores é impulsionado por setores industriais emergentes que buscam ganhos de eficiência. Por exemplo, as aplicações de energia renovável exigem componentes capazes de resistir a produtos químicos corrosivos e ao desgaste abrasivo em ambientes agressivos por décadas. Isso estimula o desenvolvimento de ligas especializadas, como Hastelloy para turbinas a vapor e Inconel para eixos de turbinas eólicas. Sua adoção aumenta as complexidades de usinagem que os fabricantes se esforçam para resolver por meio de soluções inovadoras.
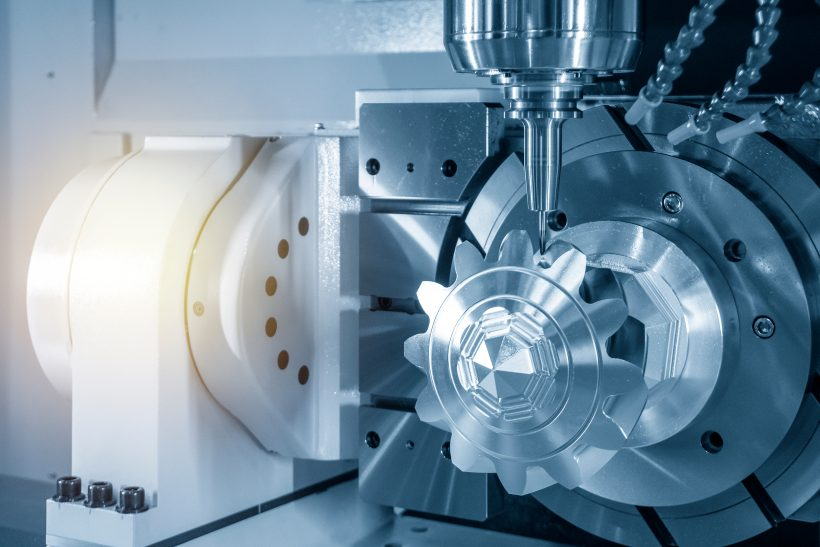
Aeroespacial A indústria de turbinas a gás exige materiais que equilibrem resistência, tolerância à temperatura e leveza, com lâminas de turbinas a gás feitas de cerâmica resistente à abrasão e ligas de níquel. A usinagem de precisão é essencial para a produção. Nos campos biomédicos, o titânio e o nitinol são usados para implantes e cirurgias minimamente invasivas, promovendo a biocompatibilidade. Com o crescimento da manufatura aditiva, ligas desafiadoras para motores a jato, foguetes e aplicações nucleares agora podem ser produzidas por impressão 3D. No entanto, o acabamento CNC continua sendo necessário para redesenhos. A superação dos desafios materiais permite que os fabricantes expandam seus recursos, apoiando tecnologias inovadoras em setores de desempenho crítico.
Usinagem de titânio
Propriedades do material de titânio
O titânio é um material metálico leve, porém sólido, que se destaca por sua alta relação força/peso e resistência à corrosão. Os principais tipos de compostos de titânio utilizados na usinagem CNC são o Ti-6Al-4V e o titânio de grau 2. O Ti-6Al-4V oferece excelentes propriedades mecânicas, resistência à fluência e soldabilidade, o que o torna adequado para aplicações aeroespaciais que enfrentam altas ansiedades e temperaturas. O titânio de grau 2 oferece ótimas características de força, conformabilidade e resistência à corrosão, ideais para hardware de manuseio de substâncias.
Desafios na usinagem de titânio
Possivelmente, um dos maiores testes na usinagem de titânio é o desgaste rápido do dispositivo devido à sua alta dureza, reatividade química e condutividade térmica desfavorável. As linhas de frente dos dispositivos ficam embotadas ainda mais rapidamente durante a usinagem. Além disso, a propensão do titânio a se solidificar em temperaturas mais altas aumenta a possibilidade de danos ou torções. Em terceiro lugar, o titânio não dispersa o calor de fato, o que leva a uma idade de intensidade crítica no ponto de corte da interação. Essa intensidade desnecessária alimenta o desgaste do aparelho por meio da disseminação e aumenta os problemas de fixação.
Soluções para usinagem de titânio
Para superar essas dificuldades, os instrumentos de corte revestidos com carbeto ou pedras preciosas são recomendados devido à sua alta resistência ao desgaste em temperaturas elevadas. O revestimento funciona como um limite de disseminação, limitando as colaborações químicas entre o titânio e o substrato do dispositivo. Também é fundamental otimizar os parâmetros de usinagem. Diminuir a velocidade de corte pode ajudar a reduzir os níveis de calor e as pressões de corte sobre a ferramenta. Garantir o resfriamento adequado por meio de técnicas como a aplicação de refrigerante de alta pressão também é essencial para dissipar o calor da zona de usinagem. Manter velocidades adequadas do fuso e taxas de avanço razoáveis distribuídas em várias arestas de corte também é benéfico.
Graus de liga de titânio para usinagem CNC
Dos compostos normais de titânio, o Ti-6Al-4V é o mais indicado para aplicações de usinagem CNC que exigem força, resistência à oxidação, soldabilidade e resistência à fadiga em temperaturas mais altas. Seu conteúdo de titânio e alumínio aprimora as propriedades mecânicas, enquanto o vanádio atua como um estabilizador beta. O titânio de grau 2 também apresenta possibilidades devido à sua usinabilidade, durabilidade, resistência à corrosão e capacidade decente de retenção de força em temperaturas elevadas, adequadas para a fabricação de componentes marítimos, válvulas e coletores de escape.
Usinagem de cerâmica

Propriedades das cerâmicas de engenharia
As cerâmicas de engenharia, como o óxido de alumínio, o nitreto de silício e o carboneto de tungstênio, são preferidas por sua alta dureza, força, consumo e resistência à intensidade. Essas propriedades fazem com que a cerâmica seja adequada para aplicações exigentes, como instrumentos de corte, cabeçotes, insertos odontológicos e peças semicondutoras. No entanto, as cerâmicas também são frágeis, com baixa resistência a rachaduras, o que apresenta dificuldades únicas para a usinagem CNC.
Desafios na usinagem de cerâmica
A fragilidade dos materiais artísticos significa que eles tendem a se quebrar quando expostos a pressões de corte. Suas ligações nucleares covalentes e iônicas sólidas conferem dureza, mas, além disso, provocam altas temperaturas de usinagem que podem causar quebra por choque térmico. Outro problema decorre da natureza abrasiva da cerâmica, que provoca o desgaste rápido das ferramentas de corte convencionais. A obtenção de metrologia de precisão também é difícil com cerâmicas frágeis.
Soluções para usinagem de cerâmica
A seleção cuidadosa dos parâmetros para minimizar as pressões de corte, juntamente com estratégias de resfriamento eficazes, evita a propagação de trincas na cerâmica. O chanfro de bordas e cantos afiados ajuda a redirecionar as tensões. As geometrias constantes das ferramentas mantêm profundidades de corte consistentes.
Materiais cerâmicos comuns para usinagem CNC
As cerâmicas de óxido de alumínio (Al2O3) consolidam a dureza e a resistência, a confiabilidade química e a resistência ao consumo de diferentes peças modernas. As cerâmicas de nitreto de silício (Si3N4) oferecem melhor durabilidade de rachaduras e resistência ao choque térmico em relação ao óxido de alumínio. Ambas são gerenciáveis para torneamento, processamento e esmagamento CNC para fornecer peças complexas, como bicos, vedações e adições de corte
Usinagem de ligas avançadas
Propriedades das ligas avançadas
Os compostos avançados são desenvolvidos explicitamente para testar condições de trabalho como altas temperaturas, circunstâncias destrutivas e resistência ao desgaste. O Inconel 625 é uma superliga à base de níquel com alta resistência e resistência à fluência até 800°C, além de uma brilhante resistência ao consumo. O Hastily, um composto de níquel-molibdênio-cromo, oferece força e resistência a ácidos decrescentes mesmo em temperaturas elevadas. No entanto, a produção de compostos avançados apresenta problemas devido à sua dureza, abrasividade e resistência química.
Desafios na usinagem de ligas avançadas
A adição de carbonetos, nitretos e outras partículas duras na matriz metálica de ligas avançadas torna o corte mais exigente. Isso leva a um desgaste rápido das ferramentas padrão de aço rápido e de carboneto. Além disso, podem surgir problemas de adesão devido à difusão atômica na interface ferramenta-peça, complicada pelas altas temperaturas de corte. Os cavacos também tendem a se soldar novamente na superfície recém-usinada, afetando a qualidade.
Soluções para usinagem de ligas avançadas
As ferramentas com revestimento de diamante ou CBN, com suas arestas de corte superduras, são mais eficazes na usinagem de ligas avançadas. Sua inércia química e estabilidade térmica evitam o desgaste e a difusão. A definição de velocidades de corte mais lentas ajuda a distribuir as forças de corte e a reduzir as temperaturas. Métodos como a criogenia reduzem ainda mais as temperaturas de corte. A otimização dos parâmetros também mantém um processo de evacuação de cavacos mais estável. Os caminhos da ferramenta também são vitais, com a subida versus a subida do fresamento influenciando a adesão e o acabamento da superfície.
Ligas avançadas comuns para usinagem CNC
Além do Inconel 625 e do Hastelloy C-22, outras ligas de turbina a gás, aeroespaciais e de processamento químico adotadas para CNC são Waspaloy, Hastelloy C276, Stellite, Monel e Inconel 718. Sua resistência à corrosão, alta resistência e dureza em temperaturas criogênicas acima de 950°C permitem aplicações críticas em semicondutores, petróleo e gás.
Usinagem de materiais exóticos
Características de materiais exóticos
Materiais exóticos como cobre-berílio, tântalo, rênio e ródio são menos comuns do que as ligas de titânio ou as superligas de níquel avançadas, mas são estrategicamente importantes para aplicações de nicho que envolvem condições extremas. Por exemplo, o cobre-berílio combina alta resistência com propriedades condutoras elétricas e térmicas essenciais para conectores em reatores nucleares ou freios de aeronaves. O rênio possui o segundo ponto de fusão mais alto de todos os metais e excelente resistência à fluência para bicos de foguetes.
Desafios na usinagem de materiais exóticos
A escassez de dados de fabricação representa um obstáculo importante, pois esses materiais têm atributos exclusivos de usinagem pouco documentados. Sua raridade dificulta e encarece a realização de testes extensivos. O berílio tóxico exige um manuseio especializado que a maioria das oficinas mecânicas não possui. A resistência e a reatividade do rênio aumentam as despesas com ferramentas. A geração de calor durante o corte apresenta riscos de choque térmico. A adesão do material exige formulações especiais de fluido de corte.
Soluções para usinagem de materiais exóticos
A colaboração com especialistas em ciência de ligas e materiais fornece orientação sobre o manuseio seguro e os parâmetros iniciais recomendados para o processo. O software de modelagem pode simular a usinabilidade para otimizar as velocidades e os avanços antes dos testes. A ventilação do recinto e o equipamento de proteção pessoal protegem contra a exposição a materiais perigosos. As ferramentas com revestimento de diamante ou nitreto de silício apresentam dureza e resistência ao choque térmico suficientes para esses materiais. As técnicas de lubrificação criogênica ou de quantidade mínima conduzem efetivamente o calor da interface de corte.
Exemplos de materiais exóticos para usinagem CNC
Além do cobre-berílio e do rênio, outras ligas metálicas especiais exploradas por meio do CNC incluem o tântalo para implantes cirúrgicos, o nióbio para supercondutores, a platina para células de combustível e o ródio em moldes de vidro. Suas propriedades exclusivas permitem aplicações de nicho, da energia à biomedicina, facilitadas pelos avanços em métodos sofisticados de usinagem.
Materiais difíceis de usinar

Desafios na usinagem de materiais duros
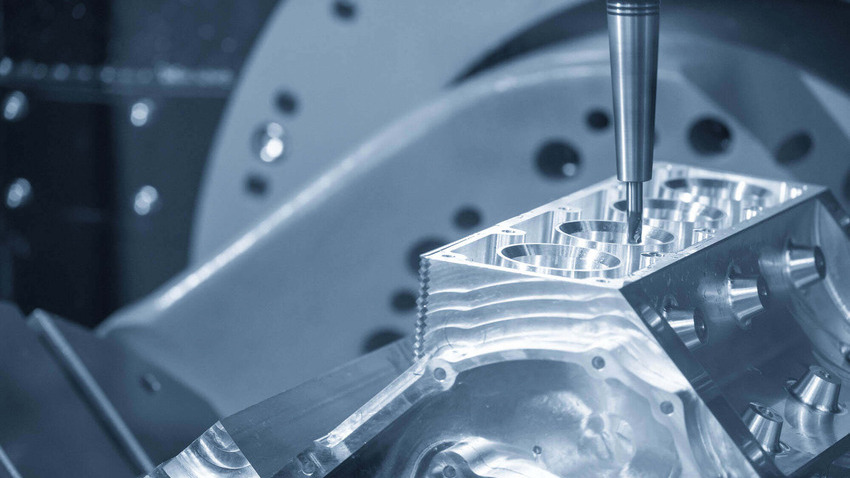
A usinagem de materiais como ligas de aço endurecido, ferramentas de metal duro e compostos resistentes à abrasão apresenta desafios exclusivos. Sua alta dureza conferida por meio de endurecimento por trabalho, tratamento térmico ou reforço se traduz em dificuldades que incluem o desgaste rápido das arestas de corte, possível quebra da ferramenta devido às tensões aplicadas, problemas de adesão que promovem arestas ou rebarbas acumuladas e geração de calor excessivo que atua para chocar termicamente as ferramentas. A deformação plástica a que esses materiais são submetidos durante o corte agrava ainda mais essas dificuldades, pois as tensões residuais podem causar a distorção subsequente da peça.
Desafios específicos com aço inoxidável duro
As ligas de aço inoxidável de alta resistência, como 17-4PH, 15-5PH e 13-8Mo, são difíceis de usinar devido às tendências de endurecimento por trabalho. O desgaste rápido da ferramenta e o acúmulo de flancos são comuns à medida que as arestas de corte se tornam cegas. Sua abrasividade leva à erosão acelerada do flanco e à formação de BUE. O excesso de temperatura na interface ferramenta-trabalho induz à adesão e à rápida falha da ferramenta. O endurecimento do trabalho induzido pela usinagem pode exigir um processamento adicional de alívio de tensão para evitar a distorção da peça.
Desafios com ferramentas e pastilhas de metal duro
Os materiais de ferramentas, como o carboneto de tungstênio, são projetados para oferecer extrema resistência ao desgaste, mas também apresentam dificuldades de usinagem. Embora sejam capazes de suportar altas pressões e temperaturas, suas fases de carbonitreto extremamente duras promovem o desgaste rápido dos aços para ferramentas padrão por meio de mecanismos de desgaste abrasivo e difusivo. Os carbonetos cimentados também sofrem deformação plástica, endurecimento por trabalho e induzem tensões residuais, comprometendo a precisão da peça.
Problemas na usinagem de compostos resistentes à abrasão
Os materiais de matriz reforçados com partículas de cerâmica dura, como carbeto de silício, óxido de alumínio ou diamante, conferem excelente resistência ao desgaste e à erosão aos materiais compostos usados em componentes de bombas e no manuseio de polpas abrasivas. No entanto, esses reforços aumentam drasticamente as dificuldades de usinagem, pois as ferramentas se degradam e fraturam em altas pressões de corte. A geração de calor devido à fricção abrasiva na interface ferramenta-peça causa graves problemas de adesão.
Soluções para usinagem de materiais duros
A aplicação do resfriamento criogênico diminui as temperaturas de usinagem, reduzindo a tendência de falha da ferramenta por difusão, adesão e choque térmico. A otimização das geometrias das ferramentas, dos revestimentos e das composições dos substratos garante força e resistência ao desgaste suficientes para suportar as altas tensões. Métodos como jato de refrigeração de alta pressão diretamente sobre a aresta de corte ajudam a dissipar o calor instantaneamente. A desaceleração dos parâmetros de usinagem distribui as forças de corte enquanto as ferramentas são monitoradas quanto a desgaste acelerado ou distorção.
Soluções específicas para aços inoxidáveis duros
O uso de cermet revestido ou de ferramentas de cerâmica com resistência adicional ao desgaste, como carbonetos de grão ultrafino, evita falhas causadas por efeitos de endurecimento do trabalho. O ajuste de taxas de avanço mais lentas equilibra a remoção de material com as forças de corte. O resfriamento criogênico ou MQL remove o calor rapidamente para minimizar as temperaturas, facilitando a adesão. A fixação adequada distribui as forças uniformemente para evitar a indução de tensões residuais durante a usinagem.
Superação de problemas na usinagem de metal duro
Os revestimentos superduros proporcionam uma barreira protetora de difusão entre as interfaces ferramenta-trabalho, minimizando os mecanismos de desgaste abrasivo e difusivo. O ajuste das composições do substrato equilibra rigidez e resistência. As arestas de corte de diamante policristalino ou CBN suportam as temperaturas e pressões extremas encontradas. Taxas de avanço lentas impedem o acúmulo de tensões residuais para evitar rachaduras ou distorções nas peças após a conclusão.
Mitigando problemas na usinagem de compostos
Ferramentas de configuração com arestas de corte ultra-afiadas e altamente resistentes ao desgaste, feitas de materiais como cerâmica ou superabrasivos policristalinos, são capazes de cortar compósitos. A baixa profundidade de corte garante que as concentrações de força permaneçam toleráveis. As estratégias de velocidade baixa e alto avanço equilibram a taxa de remoção de material com as tensões induzidas. O resfriamento criogênico mantém as temperaturas operacionais ideais.
A implementação dessas soluções permite que materiais difíceis sejam usinados de forma mais eficiente e econômica, ampliando as possibilidades de fabricação. Com a otimização correta do processo, até mesmo os materiais mais exigentes podem ser modelados com precisão por meio de tecnologias CNC.
Conclusão

Os setores avançados continuam ampliando os limites da ciência dos materiais para obter vantagens competitivas por meio de um desempenho otimizado em condições corrosivas, térmicas e de desgaste. O que impulsiona a viabilização dessas ligas exóticas e tipos de substratos aprimorados é a usinagem de precisão, especialmente por meio de Técnicas de CNC capaz de moldar até mesmo as composições mais exigentes em componentes complexos. Como visto ao longo desta discussão, o processamento CNC levanta questões exclusivas para tipos de materiais desafiadores que, se não forem abordados, comprometem a qualidade, a eficiência e o potencial de design das peças. No entanto, ao compreender as bases científicas de substratos difíceis e explorar sistematicamente as otimizações de usinagem, essas barreiras podem ser contornadas ou atenuadas. O aprimoramento das ferramentas de corte, o refinamento dos parâmetros de usinagem e a implementação de técnicas suplementares reduzem as temperaturas e distribuem as tensões para manter a integridade estrutural.
Perguntas frequentes
P: Quais são alguns dos tipos de substratos mais difíceis de usinar?
R: Materiais como ligas de metal duro, aços para ferramentas endurecidos, compostos de matriz metálica resistentes à abrasão e algumas superligas exóticas apresentam os maiores desafios devido a problemas de processo. Sua dureza, resistência ao desgaste e propriedades químicas promovem a rápida degradação da ferramenta se não forem tratadas adequadamente.
P: Como é possível aumentar a vida útil da ferramenta na usinagem de materiais difíceis?
R: O uso de ferramentas de corte com revestimento formuladas para dureza e resistência ao calor é muito eficaz. Os revestimentos de cerâmica, CBN e diamante policristalino dispersam as forças de corte e, ao mesmo tempo, resistem ao desgaste e à difusão. Otimizar as velocidades e os avanços para reduzir as cargas térmicas e equilibrar a remoção de material com as pressões de corte também aumenta a vida útil da ferramenta.
P: Qual é o papel do fluido de corte?
R: A seleção do fluido de corte e o método de aplicação tornam-se mais críticos, pois os fluidos devem dissipar efetivamente o calor da interface de corte para evitar problemas de adesão e efeitos de difusão. A criogenia, a lubrificação de quantidade mínima e os refrigerantes a jato de alta pressão eliminam diretamente o calor da aresta de corte para a usinagem de materiais difíceis.
P: A usinagem de materiais difíceis sempre exige máquinas-ferramentas especializadas?
R: Embora as máquinas-ferramentas especializadas possam oferecer benefícios como sistemas integrados de fornecimento de refrigerante, controles avançados e automação de troca de ferramentas, os centros de usinagem CNC padrão podem usinar materiais difíceis com eficiência, desde que sejam implementados os parâmetros corretos de ferramentas e processos. A otimização do processo é fundamental, e não apenas o equipamento.
P: Como o ajuste de velocidades e avanços ajuda na usinagem de materiais difíceis?
R: Velocidades mais lentas e avanços mais altos ajudam a reduzir as temperaturas de corte e as pressões sobre as ferramentas. Parâmetros mais conservadores distribuem forças em áreas maiores da superfície da ferramenta para um melhor gerenciamento da tensão sem comprometer excessivamente as taxas de remoção de material. A otimização depende do substrato.