 Naar inhoud gaan
Naar inhoud gaan 
In dit artikel wordt besproken hoe u 3D-geprinte onderdelen met hoge sterkte-eigenschappen kunt maken door de juiste materialen te kiezen, zoals PEEK en nylon, en door optimalisatietechnieken voor printinstellingen te onderzoeken, zoals de dichtheid van de vulling, oriëntatie, dikte van de omhulling en nabewerking, zoals gloeien. Er wordt ook ingegaan op toepassingen waarbij sterke 3D prints worden gebruikt voor functionele prototypes, onderdelen voor eindgebruik en mechanische hulpmiddelen.
3D-geprinte onderdelen: Beste filamenten voor sterkere, uiterst nauwkeurige prints in 2024

Met de trends in technologie die hier in de tabellen worden weergegeven, is het gebruik van 3D afdrukken begint nu zijn toepassing te zien in de productie van functionele onderdelen voor eindgebruik, gereedschappen, instrumenten en structuren die met structurele en mechanische belasting geconfronteerd kunnen worden. Om aan de eisen voor mechanische eigenschappen van structurele elementen te voldoen, is het paradigma van "een onderdeel printen" echter niet voldoende; de materiaalkeuze, de instellingen van de printer en de nabehandeling moeten optimaal zijn om een maximale praktische sterkte te bereiken.
In dit artikel gaan we in op de verschillende aspecten van 3D-geprinte onderdelen die geschikt zijn voor functioneel gebruik. We zullen eerst kijken naar de materialen die vaak gebruikt worden vanwege hun mechanische eigenschappen, zoals nylon, polycarbonaat en hoogwaardige opties zoals PEEK. Het is belangrijk om te begrijpen hoe u het sterktepotentieel van deze materialen effectief kunt benutten.
Daarna gaan we dieper in op de impact van 3D-printer instellingen zoals opvulpatronen, onderdeeloriëntatie, dikte van de schaal op de sterkte van de geprinte onderdelen. Het optimaliseren van deze parameters speelt een grote rol bij het realiseren van de ware capaciteiten van de materialen. Er wordt ook aandacht besteed aan nabewerkingstechnieken om de sterkte verder te verbeteren.
Tot slot worden echte wereldtoepassingen belicht die effectief gebruik maken van 3D-geprinte onderdelen met een hoge mechanische integriteit. Het doel van dit artikel is om grondige richtlijnen te geven voor het printen van duurzame onderdelen voor prototyping, tooling en productietoepassingen.
Definities van materiaalsterkte
Treksterkte
Treksterkte is de maat voor de trekspanning die een materiaal kan opnemen tijdens het uitrekken en trekken tot het breek- of breekpunt. Ze kunnen het definiëren als de maximale spanning die een materiaal kan weerstaan bij het uitbreken of wanneer het naar het breekpunt wordt getrokken. Het wordt uitgedrukt in de eenheid Pascal of pondkracht per vierkante inch, afgekort als psi. De treksterkte van materiaal wordt beschouwd als een materiaal met potentiële trekspanning, d.w.z. materiaal met treksterktepotentieel.
Rek
Rek wordt gedefinieerd als de verlenging die een materiaal bereikt voordat het bezwijkt onder trekspanningen. Het wordt normaal uitgedrukt in termen van procentuele verandering ten opzichte van de oorspronkelijke lengte of breedte van het materiaal voordat het bezwijkt. Hoe hoger de rek van een materiaal, hoe verder dat materiaal uitgerekt kan worden voordat het echt breekt. Net als rek is het een essentiële waarde die gebruikt wordt om de vervormbaarheid of vervormbaarheid van een materiaal te karakteriseren.
Schokbestendigheid
Het vermogen van het materiaal van 3D-geprinte onderdelen om te weerstaan aan breuk of barsten onder belasting wordt impactweerstand genoemd. De twee gebruikelijke testen om de slagvastheid van een bepaald materiaal te beoordelen zijn de Izod- of Charpy-kerfslagtest. Bij deze test wordt een ingekeept monster blootgesteld aan een enkele zwaai of klap met een gewogen slinger. De geabsorbeerde inslagenergie die gebruikt wordt voor breukenergie wordt bepaald. Dat wil zeggen, materiaal met een hogere slagvastheid of geabsorbeerde energie kan een plotselinge schokbelasting weerstaan zonder te breken.
Chemische weerstand
Chemische weerstand Nigeria gaat over het vermogen van een materiaal, in dit geval een gecoat weefsel, om onveranderd te blijven of, als het wordt afgebroken, hoe het afbreekt wanneer het in contact komt met chemicaliën, zuren, logen, zouten of oplosmiddelen. Materialen worden gerangschikt op basis van hun prestaties bij blootstelling aan chemische oplossingen door middel van een onderdompelingstest of op een andere manier. Het kan voorkomen dat het materiaal gewoon wegsmelt en wanneer het in contact komt met chemicaliën kan een deel ervan opzwellen of zelfs zwak worden. Chemisch resistente materialen behouden hun eigenschappen en degraderen in uiterlijk of structuur wanneer ze in contact komen met chemicaliën.
UV-bestendigheid
UV-bestendigheid is een maatstaf voor de mate waarin een materiaal bestand is tegen afbraak door ultraviolet licht, voornamelijk van de zon. Van alle materialen die worden blootgesteld aan de buitenomgeving, kunststof 3D printen en polymeren worden gemakkelijk afgebroken door blootstelling aan UV-licht. UV-degradatie wordt normaal veroorzaakt door fotochemische reacties door het breken van een chemische binding en het veroorzaken van kleurverandering, spanningsscheuren of spanningscorrosie langs een lijn loodrecht op de richting van de lichtbron. Materialen die beter bestand zijn tegen UV hebben een langere levensduur bij gebruik onder omstandigheden van blootstelling aan zonlicht of UV-lampen.
Temperatuurbestendigheid
Temperatuurbestendigheid heeft te maken met het vermogen van het materiaal om de mechanische en fysische eigenschappen bij hoge en lage temperaturen te behouden. De meeste materialen worden zachter of harder buiten hun temperatuurbereik. Materialen die bedoeld zijn voor toepassingen bij hoge temperaturen behouden hun sterkte en andere eigenschappen bij hoge temperaturen. Terwijl materialen die bestand zijn tegen lage temperaturen ook bij temperaturen onder het vriespunt buigzaam en slagvast blijven.
Warmte-afbuigingstemperatuur
De warmtevervormingstemperatuur (HDT) of warmtevervormingstemperatuur is de temperatuur waarbij een polymeer of kunststofmonster onder een bepaalde belasting zijn vorm niet kan behouden. Deze belasting is meestal gestandaardiseerd op 4,45 kPa of 0,125 MPa. HDT wordt gebruikt als maat voor de hittebestendigheid van thermoplasten. Dat is logisch, want de mate van kristalliniteit zoals aangegeven door de HDT-waarde beïnvloedt de hittebestendigheid van het kunststofmateriaal. Kunststoffen voor hoge temperaturen vervormen niet, krimpen niet, zwellen niet op en ondergaan geen andere chemische veranderingen bij hogere temperaturen en bezwijken niet mechanisch.
Veelgebruikte 3D Printing materialen

Polycarbonaat (PC)
Polycarbonaat is een thermoplast die een hogere slagvastheid, dimensionale stabiliteit en hittebestendigheid biedt dan andere 3D-geprinte onderdelenmaterialen zoals ABS. Polyglycol heeft een glasovergangstemperatuur van ongeveer 147 graden Celsius. PC onderdelen zijn zeer transparant en zeer transparant, dus absoluut helder. PC is echter moeilijker om mee te printen dan ABS, omdat het hogere printtemperaturen van ongeveer 250-300°C vereist. Het kan worden gebruikt om heldere duurzame behuizingen, medische apparatuur en prototypes te maken. PC heeft een zeer goede chemische weerstand tegen alcoholen, zuren en alkaliën.
Acrylonitril-butadieen-styreen (ABS)
ABS wordt toegeschreven als een van de meest voorkomende thermoplastische materialen in 3D printgereedschap vanwege de goedkope prijs en de compatibiliteit met 3D-geprinte onderdelen voor thuisgebruik. Dankzij de goede balans tussen sterkte, stijfheid, taaiheid en duurzaamheid is het een materiaal dat de voorkeur geniet. Het ABS-materiaal is vrij goed bestand tegen schokken en hitte en heeft een HDT van ongeveer 95°C. Het kan 80°C verdragen. Het kan 80°C verdragen. ABS onderdelen worden volop gebruikt in functionele JL prototypes, elektronicabehuizingen en nog veel meer. Bij het printen geeft ABS echter schadelijke vluchtige gassen af en moet het in een behuizing worden geprint. Dit materiaal is niet geschikt voor langdurig gebruik in medisch en ruimtevaart industrieën.
Polymelkzuur (PLA)
PLA is een milieuvriendelijke en zachte thermoplast die wordt verkregen uit hernieuwbare plantaardige grondstoffen, zoals maïszetmeel, cassavewortels en suikerriet.
. Het vervangt ABS zonder nadelige gevolgen voor de gezondheid bij 3D-geprinte onderdelen en is milieuvriendelijk. PLA heeft een relatief lagere thermische stabiliteit met een Tg tussen 50 en 60°C. Het vervormt echter weinig en is zeer gemakkelijk te printen zonder dat er een behuizing nodig is. PLA is stijf, chemisch resistent en het kan uitgegloeid en vervolgens geverfd worden. Meestal wordt het gebruikt voor het maken van modellen, niet-structurele onderdelen en prototypes. Er is echter één nadeel aan het gebruik van PLA, omdat het de neiging heeft om op te zwellen als het in contact komt met vocht, waardoor het krom trekt.
Nylon
Nylon of polyamide is een familie van thermoplasten met een goede sterkte en stijfheid en een matige temperatuurbestendigheid. Ze smelten allebei bij respectievelijk 215°C en 178°C voor Nylon 6 en Nylon 12 voor kunststoffen. De materialen kunnen continu temperatuurschommelingen van 80-100°C verdragen. De nylon 3D-geprinte onderdelen zijn zeer slijtvast, en dus nuttig voor het maken van functionele onderdelen omdat ze sterk zijn. Anderzijds is nylon niet zo gemakkelijk te printen als ABS en PLA omdat er een behuizing en verwarmd bouwplatform voor nodig zijn. Het wordt vaak gebruikt voor het maken van tandwielen, katrollen, behuizingen en machineonderdelen die een lange levensduur vereisen.
PEEK- en koolstofvezelfilamenten
PEEK of polyetheretherketone is een hoogwaardige technische thermoplast die wordt gebruikt in de ruimtevaart, de automobielindustrie en in de telecommunicatie. Het heeft een hogere thermische stabiliteit met een smeltpunt van ongeveer 343 °C en bezit goede mechanische eigenschappen, chemische inertie en biocomialiteit. Ongeveer 40% grotere sterkte en 80% grotere stijfheid komt door het gebruik van koolstofvezelversterkte PEEK. Deze materialen zorgen echter voor zeer hoge 3D-geprinte onderdelen temperaturen tot wel 380 graden Celsius in sommige ervan. Dit maakt ze geschikt voor gebruik bij de productie van medische implantaten, onderdelen voor de ruimtevaart en andere onderdelen met een hoge sterkte.
Hoewel er een groot aantal toepassingen is voor ABS in 3D-geprinte onderdelen, zijn de hoge materiaal- en Kosten 3D-printer waardoor ze minder populair zijn dan andere 3D-printmaterialen. Samengevat hangt de materiaalkeuze af van de specifieke mechanische, thermische en chemische eigenschappen die vereist zijn voor de toepassing. Terwijl PLA, ABS en Nylon een goede balans bieden tussen kosten, gebruiksgemak en duurzaamheid, zijn PC, PEEK en koolstofvezel geschikt voor meer gespecialiseerde toepassingen met hoge prestaties. Er moet ook rekening worden gehouden met de beperkingen op het gebied van temperatuurbestendigheid, kosten, printbaarheid en milieu-impact.
Introductie van hoogwaardige nylon: PA11 en PA12

PA12
PA12of Nylon 12, is een hoogwaardig polyamide dat tot de thermoplastische engineering-groep behoort en een betere slagvastheid bij lage temperatuur biedt dan PA11. Met een glasovergangstemperatuur van -45 °C en een smeltpunt rond 178 °C is het ideaal voor continu gebruik onder 0 °C. PA12 heeft een zeer lage vochtabsorptie, zelfsmering en slijtvastheid, waardoor het geschikt is voor de auto- en luchtvaartindustrie en diverse consumentenproducten die een hoge stijfheid en een lage thermische uitzettingscoëfficiënt over een breed temperatuurbereik vereisen.
HP PA11 vs PA12
De mechanische eigenschappen van zowel HP PA11 als HP PA12 zijn indrukwekkend en HP PA12 is flexibeler en heeft een betere slagvastheid bij lage temperaturen dan HP PA11. Daarentegen heeft PA11 een superieure chemische weerstand en een marginaal hogere warmtevervormingstemperatuur dan PPA. Op het gebied van bewerkbaarheid presteert PA11 marginaal beter dan PA12. In het algemeen is PA11 geschikt voor toepassingen die duurzaamheid vereisen over een breed temperatuurbereik van temperaturen onder nul tot hoge temperaturen. PA12 is specifiek geoptimaliseerd voor toepassingen die flexibiliteit en slagvastheid bij temperaturen onder 0 °C vereisen. Bij koude temperaturen kan PA12 dus de voorkeur krijgen, terwijl PA11 in andere toepassingen vergelijkbare prestaties levert. Beide materialen breiden de gebruikslimieten voor polyamiden aanzienlijk uit.
Afdrukinstellingen optimaliseren voor sterkte
Type invulling en dichtheid
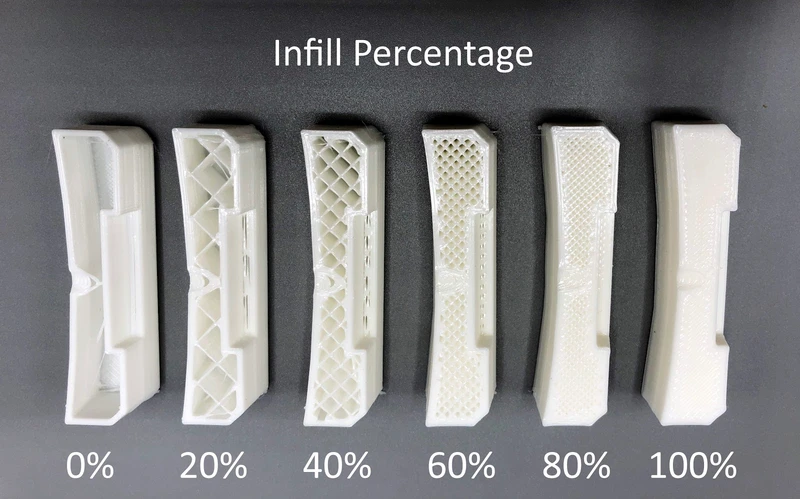
Infill verwijst naar de interne structuur van metaal 3D printen. Veel voorkomende vulpatronen zijn lijnen, raster, driehoek, honingraat enz. Dichtere vullingen met een hoger vulpercentage zoals 60-100% resulteren in sterkere onderdelen in vergelijking met schaarse vullingen onder 20%. Dichtere vullingen zorgen er echter voor dat 3D-geprinte onderdelen langer meegaan en dat er meer materiaal wordt gebruikt. De honingraat- of driehoekpatronen bieden een goede balans tussen sterkte en materiaalgebruik. De juiste keuze van de vulling hangt af van de belasting van het onderdeel en de sterktevereisten.
Onderdeeloriëntatie
De oriëntatie van het onderdeel bij 3D-geprinte onderdelen heeft een grote invloed op de sterkte-eigenschappen. Voor onderdelen die worden blootgesteld aan trek- of buigbelastingen, resulteert het plaatsen van de lagen parallel aan de kracht in maximale sterkte. Als u het onderdeel verticaal oriënteert, neemt de sterkte af in vergelijking met vlakke oriëntaties. Spanningsconcentraties moeten ook overwogen worden voor kritieke locaties. Steunconstructies kunnen nodig zijn voor overhangen, afhankelijk van de geometrie en het materiaal van het onderdeel.
Dikte van schelp
Shell verwijst naar de massieve buitenwanden van onderdelen. Dikkere omhulsels verhogen de stijfheid, maatnauwkeurigheid en sterkte van het onderdeel. Voor standaardonderdelen worden minimaal 2 omhulsels aanbevolen. Onderdelen die zwaar worden belast, hebben schelpen nodig van minstens 1,2-1,5 keer de dikte van de spuitmond. Zeer dunne shells onder de 60-80% nozzlebreedte zijn gevoelig voor scheuren en schade. De optimale dikte van de behuizing kan worden vastgesteld door te testen op maximale sterkte.
Samengevat helpt het aanpassen van het opvulpercentage, het juist oriënteren van onderdelen langs de krachten en het afstemmen van de dikte van de schaal om de sterkte van 3D-geprinte onderdelen te maximaliseren volgens de beoogde belastingen en toepassingen. Het is een goede gewoonte om geoptimaliseerde instellingen te valideren door middel van prototype testen voor veiligheidskritische toepassingen.
Post-Processing voor Sterkte
Gloeien
Gloeien is een veelgebruikte nabewerkingstechniek die gebruikt wordt om de sterkte en slagvastheid van 3D-geprinte onderdelen van thermoplastische materialen zoals ABS, PLA en nylon te verhogen.
Bij 3D-geprinte onderdelen leiden snelle opwarm- en afkoelcycli tot restspanningen binnen de geprinte lagen en onderdelen. Gloeien helpt deze interne spanningen te verlichten door de geprinte onderdelen langzaam te verwarmen tot een temperatuur net onder hun glasovergangspunt.
ABS-onderdelen kunnen bijvoorbeeld bij 80-100 °C gegloeid worden, terwijl PLA bij 55-65 °C gegloeid wordt. De onderdelen worden 1-2 uur op deze temperatuur gehouden voordat ze langzaam afkoelen in de gloeikamer of oven.
Door de polymeerketens te laten ontspannen door langzame verwarming en koeling, vermindert het gloeien de restspanningen en wordt de spanning binnen de 3D-geprinte onderdelen verlicht. Dit resulteert in een betere hechting van de lagen en een grotere taaiheid en slagvastheid van 15-30%.
De lagere restspanning voorkomt ook vroegtijdige scheurgroei wanneer onderdelen belast worden. Uitgegloeide onderdelen hebben een hogere buig- en slagvastheid, waardoor ze geschikt zijn voor lastdragende toepassingen.
Uitgloeien is een eenvoudig proces na het printen dat de mechanische betrouwbaarheid van 3D-geprinte onderdelen verbetert zonder hun afmetingen te veranderen. Het helpt onderdelen om bijna de maximale theoretische sterkte-eigenschappen van het printmateriaal te bereiken.
Toepassingen voor sterke 3D prints

Functionele prototypes
3D-printen maakt snelle prototypes van functionele onderdelen en prototypes met werkende mechanica en beweging mogelijk. Door de instellingen van 3D-geprinte onderdelen te optimaliseren voor sterkte, kunnen uiteindelijke prototypes worden gemaakt die een pasvorm-, vorm- en beperkte functionele test ondergaan voordat ze in productie worden genomen. Voorbeelden hiervan zijn geprinte behuizingen, scharnieren, tandwielen en mechanische assemblages. Optimalisatie zorgt ervoor dat prototypes bestand zijn tegen krachten, schokken en herhaalde cycli die vergelijkbaar zijn met de omstandigheden bij eindgebruik.
Componenten voor eindgebruik
3D-geprinte onderdelen met hoge sterkte breiden de mogelijkheden uit voor het printen van eindonderdelen in kleine volumes en op maat gemaakte onderdelen. Gebieden zoals kunstledematen, industriële apparatuur, medische implantaten en draagbare technologie profiteren van op maat gemaakte sterke 3D-geprinte onderdelen. Het printen van mallen, armaturen, behuizingen en andere machineonderdelen met maximale sterkte maakt de productie van enkelvoudige onderdelen en on-demand vervangingen mogelijk.
Productiehulpmiddelen
3D-geprinte gietmallen, patronen, mallen en opspanmiddelen helpen productieprocessen te versnellen. Duurzame 3D-geprinte gietmallen vergemakkelijken het gieten van metaal in kleine volumes. Sterke assemblagemallen verbeteren de positioneringsnauwkeurigheid. Onderhoudsgereedschap, hulpmiddelen voor kwaliteitsinspectie en toevoegingen aan de assemblagelijn krijgen een sterkteboost door optimalisatie. Prints met hoge sterkte zorgen ervoor dat productiehulpmiddelen voldoen aan de eisen van herhaald gebruik gedurende langere perioden.
Concluderend kan worden gesteld dat het optimaliseren van de printinstellingen de toepassingen van 3D printen uitbreidt van modellen tot functionele onderdelen voor eindgebruik, prototypes en productiehulpmiddelen. Maximale kracht vertaalt zich in een grotere haalbaarheid, betrouwbaarheid en kostenbesparing.
Praktijkvoorbeelden met PA11 en PA12
GoProto en Ropes Edge: PA12 beschermt levensreddende touwen
GoProto heeft een prototype gemaakt van wrijvingsarme omhulsels voor levensondersteunende klimtouwen met PA12, ter vervanging van PEEK omhulsels. PA12 mantels weerstaan dynamische belastingen en temperaturen onder het vriespunt tijdens valpartijen of reddingen in de bergen. Tests van Ropes Edge toonden aan dat PA12-mantels 10X langer meegaan dan PEEK in schurende omstandigheden, waardoor klimmers worden beschermd.
DustRam produceert sterk tegelverwijderingsgereedschap met PA12
DustRam produceert gereedschap voor het verwijderen van tegels met hardmetalen punten. De stijfheid, zelfsmering en chemische weerstand van nylon 12 zorgen ervoor dat de gereedschappen de schraapkrachten van tegels kunnen weerstaan zonder schade of slijtage. De lage vochtigheidsabsorptie van PA12 verhindert het roesten van metalen componenten. PA12 helpt DustRam bij de productie van duurzaam, roestbestendig gereedschap dat jarenlang commercieel gebruik doorstaat.
Bowman verhoogt de lagerprestaties met PA11
Bowman produceert zeer nauwkeurige lagers, afdichtingen en O-ringen. PA11 verbeterde de prestaties van lagerafdichtingen bij brede temperaturen van -50°C tot 135°C in diverse omstandigheden. PA11 afdichtingen weerstonden trillingen en druk zonder spanningsscheuren of oliedoorslag gedurende de levensduur van het lager. PA11 verhoogde de betrouwbaarheid van lagers en breidde toepassingen uit naar zware omgevingen zoals offshore booreilanden en mijnbouwapparatuur.
Samengevat bieden PA11 en PA12 materiaaloplossingen voor veiligheidskritieke toepassingen, zware werkomstandigheden en grote temperatuurbereiken. Hun hoogwaardige eigenschappen maken de productie van duurzame onderdelen en gereedschappen met verbeterde mechanische stabiliteit.
HP Jet Fusion printers en materialen
Verken de HP materiaalportfolio
HP biedt verschillende materialen die geoptimaliseerd zijn voor hun industriële Jet Fusion 3D-geprinte onderdelenoplossingen. Het HP 3D High Reusability PA 12 materiaal biedt duurzaamheid, treksterkte en elasticiteit voor functionele onderdelen. HP 3D High Reusability PP maakt de productie mogelijk van diverse toepassingen die chemische weerstand vereisen.
Voor ingenieurs, HP multi jet fusion 3D CB PA 12 materiaal met hoge herbruikbaarheid combineert sterkte en taaiheid van PA 12 met koolstofvezelversterking. HP 3D High Reusability Glassfilled Nylon biedt stevigheid, hittebestendigheid en verminderde uitzetting.
HP werkt ook samen met materiaalleveranciers om de mogelijkheden voor 3D-geprinte onderdelen uit te breiden. Dit geeft ontwerpers toegang tot verschillende industriespecifieke fotopolymeren, elastomeren, thermoplasten en composietmaterialen.
Effectief materialen combineren met Jet Fusion printers
HP Jet Fusion printers maken 3D-printen met meerdere materialen mogelijk via één enkel multi-agent printproces. Hierdoor kunnen onderdelen geoptimaliseerd worden door materialen met verschillende eigenschappen te combineren.
Flexibele materialen kunnen bijvoorbeeld worden gemengd met stijve materialen om pakkingen en afdichtingen te maken met een uitgebalanceerde rek en stijfheid. Geleidende, geladen kunststoffen worden gebruikt in elektronische onderdelen wanneer ze gemengd worden met isolatoren.
Bovendien helpen materialen met verschillende dichtheden om de geluidstransmissie te regelen. Composietonderdelen met hout- of koolstofvezelfilamenten hebben esthetische en structurele voordelen.
De mogelijkheid om verschillende materialen samen te printen met HP Jet Fusion breidt de functionaliteit uit. 3D-printen in prototyping en mogelijkheden voor het ontwerpen van productieonderdelen in vergelijking met 3D-geprinte onderdelen van één materiaal. Dit zorgt voor complexere toepassingen in verschillende industrieën.
Conclusie
Concluderend kan gesteld worden dat verschillende materialen zoals polycarbonaat, ABS, nylon en hoogwaardige opties zoals PEEK, koolstofvezel en semi-kristallijn nylon voldoende sterkte bieden voor toepassingen met 3D-geprinte onderdelen. Parameters zoals de vullingsdichtheid, de oriëntatie van het onderdeel langs de belastingpaden en de dikte van de schaal kunnen worden geoptimaliseerd op basis van het onderdeelontwerp en het beoogde gebruik. Nabewerkingstechnieken zoals gloeien helpen om de spanningen verder te verlichten en de sterkte te verhogen.
Passende casestudy's laten zien hoe materialen als PA11 en PA12 voldoen aan de eisen voor veiligheidskritische apparatuur, brede temperatuurtolerantie en duurzaamheid. Geavanceerde systemen zoals HP Jet Fusion maken het mogelijk om materialen te combineren voor samengestelde onderdelen met meerdere eigenschappen. Met de beschikbaarheid van materialen met hoge sterkte en procesoptimalisaties is 3D-printen nu in staat om functionele onderdelen voor eindgebruik, gereedschappen en prototypes te produceren die verder gaan dan prototyping-toepassingen.
FAQs
V: Hoe selecteer ik het juiste materiaal voor mijn toepassing?
A: Houd rekening met de vereiste mechanische eigenschappen, de gebruiksomgeving en het beoogde gebruik van het onderdeel. Eigenschappen zoals hittebestendigheid, chemische weerstand, slagvastheid enz. bepalen de materiaalkeuze.
V: Wat is het meest voorkomende materiaal met hoge sterkte voor functionele onderdelen?
A: Voor prototypes worden de meeste functionele onderdelen geprint in ABS, Nylon of Polycarbonaat vanwege hun goede verhouding tussen sterkte en kosten. Voor industriële onderdelen worden vaak glasgevulde nylon of koolstofvezelversterkte materialen gebruikt.
V: Heeft infill echt zoveel invloed op de sterkte?
A: Ja, de vulling speelt een grote rol bij het bepalen van de sterkte van het onderdeel, vooral onder belastingen. Vullingen met een hogere dichtheid zoals 60-100% bieden aanzienlijk meer sterkte dan spaarzame patronen onder 20%.
V: Hoe optimaliseer ik de sterkte voor kritieke lastdragende onderdelen?
A: Valideer optimale instellingen zoals 100% vulling, oriëntatie langs belastingen, grotere schelpdikte door prototype testen. Overweeg nabewerking zoals gloeien om de sterkte te maximaliseren.





