 Naar inhoud gaan
Naar inhoud gaan 
Dit artikel bespreekt technieken voor het verbeteren van de productiviteit in CNC-bewerkingsoplossingen door middel van optimalisatie van de bewerkingspaden, verfijning van snijparameters, automatiseringsintegratie, geavanceerde machinearchitecturen, voorspellend onderhoud met gegevensanalyse en meer.
Door goed te begrijpen hoe zowel traditionele als verstorende technologieën van invloed zijn op belangrijke prestatie-indicatoren, kunnen grote en kleine fabrieken zich positioneren om de huidige uitdagingen zo effectief mogelijk aan te gaan en nieuwe kansen te benutten. Voortdurende vooruitgang is afhankelijk van het proactief leren en toepassen van deze optimalisatieconcepten - dus laten we de paden naar meer inzicht verkennen CNC-bewerking productiviteit.
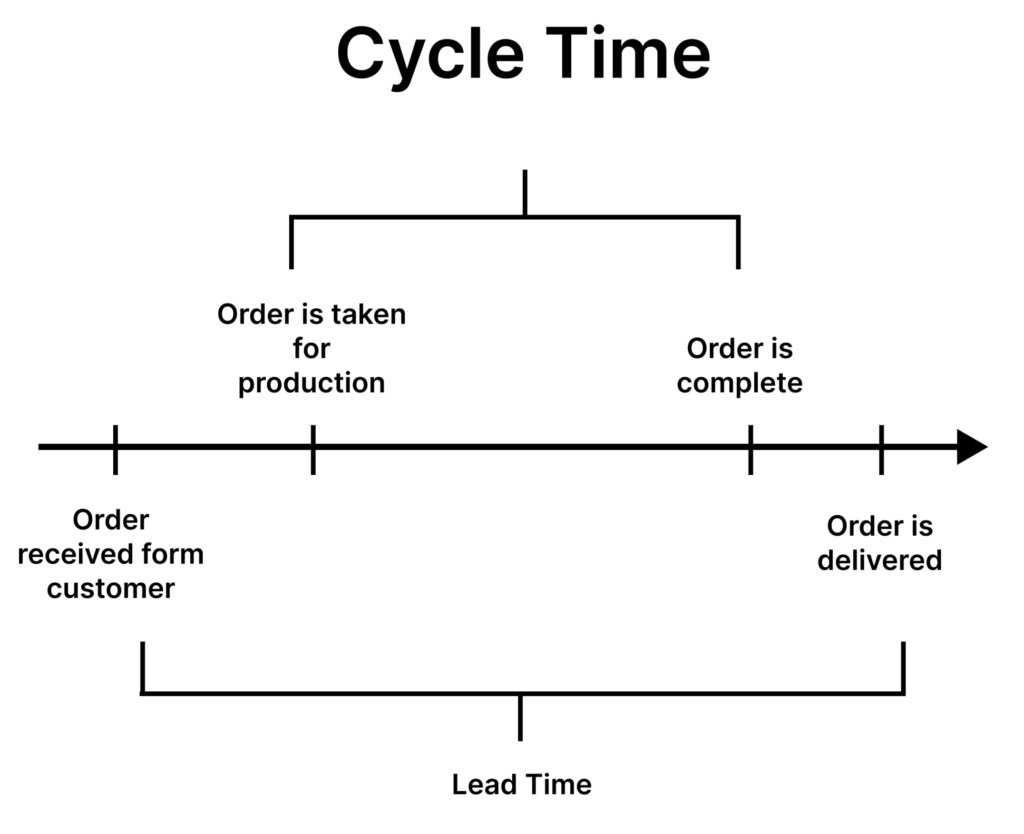
CNC-bewerkingsoplossingen om cyclustijd te verkorten
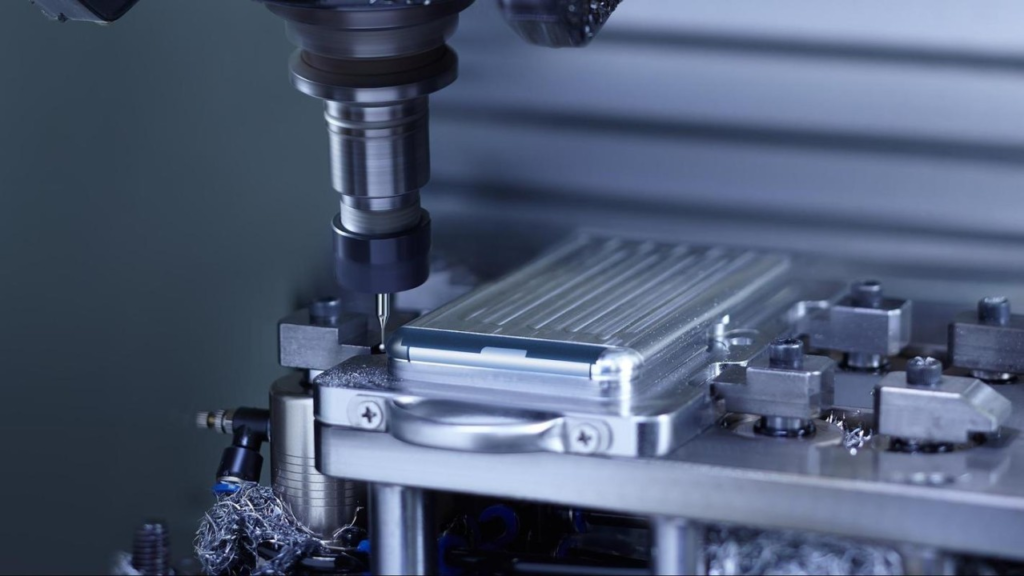
Het optimaliseren van CNC bewerkingsoplossingen is essentieel voor het verkorten van cyclustijden en het verbeteren van oppervlaktekwaliteit zonder concessies te doen aan de kwaliteit. Door gebruik te maken van geavanceerde strategieën voor gereedschapspaden, bewerkingstechnieken met hoge snelheid en automatisering kunnen fabrikanten de efficiëntie aanzienlijk verbeteren. Door de juiste snijparameters, gereedschappen en machinecapaciteiten te selecteren, kan er sneller materiaal worden verwijderd en is de stilstandtijd minimaal. Bovendien helpt de integratie van voorspellend onderhoud en AI-gestuurde analyses om storingen te voorkomen en de uptime te maximaliseren.
Processen en gereedschapswijzigingen automatiseren
Als cyclustijden kritisch zijn bij CNC-verspaning, moet geprobeerd worden om zoveel mogelijk niet-snijdende tijd te elimineren. Gereedschap wisselen kan veel tijd in beslag nemen, vooral als dit handmatig gebeurt, daarom maakt de introductie van een automatische gereedschapwisselaar (ATC) in een machine het wisselen van gereedschap zeer snel. Machines met meerdere pallets verminderen ook de tijd dat er niet gesneden wordt aanzienlijk, omdat werkstukken geladen worden terwijl het huidige werkstuk bewerkt wordt. Door het opspannen, schrapen, wassen en verwijderen van werkstukken te automatiseren, wordt de handmatige tussenkomst verder geminimaliseerd.
Snijparameters en gereedschapsbanen optimaliseren
Door de optimale keuze van snijsnelheden, voedingen, snededieptes, koelmiddelen en snijgereedschapgeometrie is het mogelijk om de metaalverwijderingssnelheid te maximaliseren en tegelijkertijd de kwaliteit te behouden. Het kiezen van de juiste snijparameters voor het gegeven materiaal, gereedschap en machine resulteert in hoge prestaties. Gereedschapsbanen moeten ook geoptimaliseerd worden om de niet-snijdende verplaatsingen waar mogelijk te minimaliseren. Strategieën zoals zigzaggen in plaats van conventioneel contourfrezen kunnen de verplaatsingstijd verkorten. Complexe vormen interpoleren met kleine lineaire segmenten in plaats van grote gebogen segmenten vermindert de cyclustijd.
Hogesnelheidsbewerking implementeren
Door gebruik te maken van de huidige krachtige CNC-bewerkingsoplossingen en bijbehorende technologieën zijn veel hogere snijsnelheden en voedingen mogelijk dan met conventionele bewerkingstechnieken. Verspanen op hoge snelheid (HSM) maakt gebruik van zeer stijve machines, krachtige spindels, stijve opspanmethoden, duurzame snijgereedschappen, geavanceerde koelmiddelsystemen en nauwkeurige servoaandrijvingen. Hiermee kan veel meer materiaal in één werkgang met hogere voedingssnelheden worden verwijderd, terwijl de kwaliteit van de oppervlakteafwerking behouden blijft. HSM omvat ook technieken zoals hogesnelheidsopruwen en zeer efficiënt diepgatboren om de cyclustijden voor complexe onderdelen drastisch te verkorten.
Factoren die de cyclustijd beïnvloeden en hoe ze te verbeteren
Er zijn verschillende sleutelfactoren die de cyclustijd tijdens CNC-bewerkingstechnieken. Door deze factoren aan te pakken via optimalisatie en machine-/procesupgrades kan de tijd die nodig is om een product te maken aanzienlijk verkort worden.
Gereedschapsselectie en geometrie
Het gebruikte gereedschap heeft een grote invloed op de cyclustijdprestaties. Gereedschappen met duurzamere coatings gaan langer mee voordat ze vervangen moeten worden, waardoor de tijd dat er niet geslepen wordt korter wordt. Gereedschapsgeometrieën spelen ook een rol - gereedschappen met een sterkere axiale stijfheid maken hogere voedingssnelheden mogelijk, terwijl speciale vormen zoals kogelsnedes complexe contouren sneller kunnen bewerken. Indexeerbare beitelplaatjes kosten minder dan volhardmetaal, maar vereisen meer insteltijd. Het juiste gereedschap voor de klus is cruciaal.
Gereedschapsmaterialen hebben ook invloed op de cyclustijden. Keramiek en polykristallijne diamantgereedschappen kunnen materiaal sneller verwijderen op harde metalen zoals Inconel, terwijl de randsterkte behouden blijft. Voor moeilijk te bewerken legeringen zoals titaniumgespecialiseerde gecoate hardmetaalsoorten zorgen voor een langere levensduur. Door gebruik te maken van geavanceerde gereedschapsmaterialen die op maat gemaakt zijn voor specifieke materialen en processen, kunnen minuten bespaard worden op de totale cyclustijden.
Ook gereedschapshouders verdienen aandacht. Kwaliteitshouders met thermische krimpverbinding bieden een grotere stijfheid voor hogere voedingen en snelheden. Spantanghouders zorgen voor snellere gereedschapswissels in vergelijking met houders met schroefdraad. Geautomatiseerde systemen voor het meten en instellen van gereedschappen minimaliseren de wisseltijden buiten het snijden. Door het ideale gereedschapssysteem voor een bepaalde werkplaats te kiezen, kunt u de snijprestaties optimaliseren.
Materiaalkeuze
Het gekozen werkstukmateriaal dicteert de haalbare parameters voor CNC-bewerkingsoplossingen en de standtijd. Moeilijkere legeringen vereisen scherpere gereedschappen, conservatievere aanzetten/snelheden en genereren snel hitte/slijtage. Met minder abrasieve materialen zijn brutere snedes en hogere verspaningssnelheden mogelijk voor kortere cycli. Waar mogelijk kan het overschakelen naar eenvoudiger te bewerken gelijkwaardige legeringen of composieten de bewerkingsduur drastisch verkorten.
Het voorbehandelen van werkstukken door middel van gloeien, normaliseren of oppervlaktecoatings heeft ook invloed op de cyclustijden. Zachtere materialen van het gloeien snijden sneller, maar zijn mogelijk minder vormvast. Geharde onderdelen moeten langzamer gesneden worden, maar behouden nauwere toleranties. Nitreren of PVD-gecoate oppervlakken weerstaan slijtage/abrasie voor een langere levensduur van het gereedschap en gedurfdere parameters. In het algemeen is de materiaalkeuze een balans tussen vereiste eigenschappen en bewerkbaarheid van invloed op de cyclusefficiëntie.
Mogelijkheden en technologieën van machines
De mogelijkheden van het machinegereedschap zelf bepalen de maximale verspaningsprestaties. Stuggere machines met minder thermische vervorming maken hogere snijsnelheden mogelijk zonder in te boeten aan kwaliteit of standtijd. Krachtigere servoaandrijvingen bieden snelle verplaatsingssnelheden voor minimale niet-snijdende tijd tussen de vormen.
Multitasking CNC bewerkingsoplossingen laten draai/freesbewerkingen tegelijkertijd uitvoeren om processen samen te voegen en insteltijd te besparen. Roterende assen met live tooling maken complexe 5-assige snedes mogelijk. Langere spindels verwerken te grote onderdelen intern in plaats van externe opspanmiddelen. Grotere werkomgevingen verminderen het opnieuw opspannen. Hogere spindelsnelheden vanaf 20.000 tpm maken bewerkingstechnieken op hoge snelheid mogelijk.
Het integreren van de nieuwste machinetechnologieën zoals geïntegreerde robot Dankzij de hantering van onderdelen en automatische gereedschapsmeting kan er 24 uur per dag zonder toezicht worden gewerkt. De gekozen bewerkingsmachine bepaalt hoe effectief een werkplaats de doorlooptijden kan verkorten en het gereedschap/machinegebruik kan maximaliseren. Upgraden naar systemen met geavanceerde mogelijkheden betaalt zich uit in kortere cyclustijden.
Snijparameters optimaliseren
Gedetailleerde technische kennis maakt het mogelijk om de juiste snelheden, voedingen, snededieptes en snijtechnieken toe te passen voor elke unieke combinatie van onderdeel-materiaal-gereedschap. Terwijl langzamere snedes de levensduur van het gereedschap verlengen, maximaliseren snellere parameters de materiaalverwijdering binnen aanvaardbare kwaliteitsbereiken en gereedschapscapaciteit. Het vinden van de optimale balans door middel van bewerkingsproeven en simulatiesoftware verwijdert niet-productief snijden en verkort cycli.
Voortdurend controleren en aanpassen verfijnt de techniek. Nieuwe gereedschapsgraden kunnen grovere voedingen mogelijk maken. Voorbehandelingen van het werkstuk maken voortdurende koeling/smering overbodig. Het herzien van de startdiepte, stap over en snijpatroon stroomlijnt het pad. Het gebruik van de nieuwste CAM/CAD-software met gesynchroniseerde bewerkingen plant processen efficiënt op geavanceerde machines. Met zorgvuldige evaluatie en verfijning benaderen cyclustijden hun fysieke beperkingen.
Samengevat hebben de meest invloedrijke factoren op de cyclusprestaties van CNC-bewerkingsoplossingen te maken met de keuze van gereedschappen, werkstukmateriaal, machinetechnologie en het definiëren van optimale snijparameters door middel van testen. Gerichte verbeteringen op deze gebieden kunnen de doorlooptijden in veel toepassingen met wel 50% of meer verkorten.
Verbeterde oppervlakteafwerking door CNC-bewerking

Het bereiken van de vereiste oppervlakteafwerking is een belangrijke doelstelling in gebruik van CNC machines. Verschillende factoren zijn van invloed op de uiteindelijke oppervlakken van onderdelen, en door deze aspecten te optimaliseren kan de oppervlaktekwaliteit verbeterd worden.
Strategieën en technieken voor gereedschapsbanen
Het gereedschapspad dat gebruikt wordt om een vorm te bewerken, beïnvloedt de afwerking. Conventionele parallelle sneden laten ribbels achter, terwijl spiraal-/zigzagbanen deze minimaliseren. Kleinere tussenstappen tussen de werkgangen verminderen de piek-naar-dal metingen. 3D en 4e as simultaan CNC bewerken volgt het ware profiel voor betere oppervlakken dan 2,5D bewerkingen.
Ruwgereedschap met hoge snelheid laat meer materiaal over voor het uiteindelijke afwerkingsgereedschap, waardoor overbewerking wordt voorkomen. Door profielfrezen in plaats van vlakfrezen blijven scherpe randen beter behouden. Snedes onderbreken om stilstandsporen te voorkomen verbetert de afwerking op probleemplekken. Oppervlaktestandaarden bepalen ook geschikte strategieën zoals vorm- versus profieltolerantiesnijden.
Gereedschapsgeometrie en coatings
De selectie van de geometrie van de gereedschapneus houdt rekening met de vorm en het gewenste oppervlak. Kogel- en radiusgereedschappen maken contouren op natuurlijke wijze glad. Frezen met variabele spoed of spiraalhoeken optimaliseren het oppervlak. Gecoate hardmetaalsoorten met optimale slijtage- en wrijvingseigenschappen verminderen wrijven en klapperen.
Specifieke coatingtypes verbeteren het resultaat nog meer. Diamantachtige koolstofcoatings gaan langer mee voor consistente afwerkingen. TiAlN is glad bij lagere voedingen, terwijl TiCN goed werkt bij hogere voedingen. Meerlaagse coatings combineren taaiheid en smering. Complexe metallurgie in nieuwe PVD gereedschappen presteert beter dan vorige generaties.
Snijparameters en toepassing van koelmiddel
Snelheid en voedingssnelheid, DOC en koelmiddelregeling beïnvloeden allemaal de integriteit van het oppervlak. Lagere snelheden minimaliseren trillingen voor beter gedefinieerde randen. Kleinere dieptes voorkomen smeren of wrijven. Vloerkoelmiddel spoelt spanen snel weg zonder het oppervlak te belasten. Een minimale hoeveelheid smering vormt een beschermende vloeistoffilm op het raakvlak tussen gereedschap en werkstuk.
Methoden voor nabewerking
Terwijl de machinale bewerking de oppervlaktekwaliteit in het algemeen bepaalt, verfijnen bepaalde stappen na de machinale bewerking de oppervlaktekwaliteit nog verder. Afwerking oppervlak. Licht honen of polijsten comprimeert de pieken voor een gladdere lag. Tril- of vatafwerking rondt bramen en golvingen af. Handmatig schrapen en leppen verwijdert de natuurlijke oppervlakteruwheid om voor sommige toepassingen zeer fijne afwerkingen onder Ra 1 μm te realiseren. Door deze extra polijststappen toe te passen waar de toleranties dit vereisen, wordt een oppervlak bereikt dat CNC alleen niet kan bereiken.
Door het gereedschap, de mechanica van CNC-bewerkingsoplossingen en de output van verschillende procesaanpassingen te begrijpen, kunnen fabrikanten de gladst mogelijke oppervlakken van hun CNC-apparatuur instellen om aan de strengste kwaliteits- en esthetische eisen te voldoen. Met optimalisatie van deze methodologieën kunnen zelfs moeilijk te snijden materialen zoals gietstaal of superlegeringen een bijna perfecte afwerking bereiken.
Automatisering en AI integreren voor meer efficiëntie

Om de productiviteit van CNC-bewerking optimaliserenmaken fabrikanten steeds meer gebruik van geïntegreerde automatisering en kunstmatige intelligentiesystemen. Deze technologieën kunnen de efficiëntie in het hele proces van CNC-bewerkingsoplossingen optimaliseren.
Automatisering van materiaalhantering en gereedschapswissels
Het handmatig laden van ruwe onderdelen en lossen van afgewerkte stukken is tijdrovend. Automatisch geleide voertuigen (AGV's) of hijstoestellen stroomlijnen de materiaalstroom tussen machines en opslagruimtes. Robotarmen versnellen het opspannen en plaatsen van onderdelen. Automatische wisselrekken voor CNC-bewerkingsoplossingen (ATC's) verwisselen frezen zonder tussenkomst van de operator om niet-productieve stilstand te verminderen. De integratie van deze geautomatiseerde componenten elimineert knelpunten.
Machinebewaking en gegevensanalyse
Geavanceerde besturingen verzamelen continu bedrijfsgegevens over parameters, gereedschapslevenscycli, cyclustijden, stroomverbruik, trillingen en nog veel meer. Apparaten die met de cloud verbonden zijn, uploaden deze realtime informatie voor analyse. Bewaking op afstand waarschuwt voor problemen zoals een geleidelijke temperatuurstijging. Prestatiedashboards helpen bij het vergelijken van output tussen ploegen en machines om optimalisatiekansen aan te geven. Data mining vindt correlaties om toekomstige storingen te voorspellen en te voorkomen.
Voorspellend onderhoud door AI en machinaal leren
Software voor patroonherkenning analyseert verzamelde gegevens in de loop van de tijd. Het detecteert subtiele tekenen van dreigende slijtage van onderdelen of mechanische afwijking. AI-gestuurde modellen leren voortdurend het unieke gedrag en de onderhoudsgeschiedenis van elke machine. Ze geven voorspellingen over de resterende levensduur voor tijdig preventief onderhoud, waardoor onverwachte storingen worden voorkomen. Voorschrijvende meldingen bevelen specifieke corrigerende acties aan.
Naarmate de hoeveelheid gegevens van IIoT-technologieën exponentieel toeneemt, zullen machine-learning algoritmen steeds preciezere prognostische mogelijkheden krijgen. In combinatie met robotica die reparaties autonoom uitvoeren, is voorspellend onderhoud erop gericht om menselijke tussenkomst te minimaliseren en de uptime-betrouwbaarheid te maximaliseren. De integratie van geautomatiseerde systemen, gegevensverzamelingsschema's en AI/ML-tools verandert CNC-bewerkingsoplossingen in zeer efficiënte slimme fabrieken.
Opkomende technologieën om de productiviteit verder te verbeteren
Integratie van additieve productie
Integratie van 3D afdrukken technologieën naast CNC maakt on-demand prototyping en productie mogelijk van complexe geometrieën die niet mogelijk zijn met alleen conventionele bewerking. Het vergemakkelijkt massaal maatwerk door veelzijdige onderdeelontwerpen.
Geavanceerde machineplatforms
CNC-platforms van de volgende generatie met 30+ asbewegingen, mogelijkheden voor meerdere spindels, geïntegreerde additieve/subtractieve workflows en autonome mogelijkheden zullen de efficiëntie drastisch verhogen. Nieuwe materialen zoals MIM-gereedschap met hardmetalen inzetstukken en medische legeringen breiden de toepassingen uit. Samenwerkende robots zorgen voor flexibiliteit. Krachtige lasers en waterjets openen meer grenzen voor CNC-bewerkingsoplossingen. Het innovatietempo blijft de productie in een exponentieel tempo veranderen.
Conclusie
De CNC bewerkingsoplossingen industrie ontwikkelt zich voortdurend om de productiviteit te verbeteren door technologische vooruitgang en verfijnde processen. Er bestaan veel mogelijkheden om cyclustijden te optimaliseren, het gebruik van bedrijfsmiddelen te maximaliseren, de kwaliteit van onderdelen te verbeteren en de bedrijfskosten te minimaliseren.
Nu de productie klaar is voor verdere Industrie 4.0-transformatie, zullen proactieve CNC-verspaningsbedrijven die innovatie omarmen, gedijen in dit veranderende landschap. Degenen die de procesefficiëntie optimaliseren door opkomende oplossingen gedisciplineerd te evalueren en toe te passen, halen het meeste voordeel uit kortere doorlooptijden, lagere kosten per eenheid, strakkere kwaliteitscontrole en een maximale levensduur van bedrijfsmiddelen. Dit zorgt voor succes in zowel job shops als productieomgevingen voor de toekomst.
FAQs
V: Wat is de factor die de meeste invloed heeft op de cyclustijd?
A: Een gereedschapspadstrategie en optimalisatie van snijparameters kunnen cyclustijden aanzienlijk verkorten.
V: In welke mate kan automatisering de productiviteit verbeteren?
A: Het automatiseren van niet-snijdende taken zoals laden/lossen kan de productiviteit opvoeren tot 30%. Door robotica en autonome functionaliteit te integreren wordt dit nog verder verhoogd.
V: Welke opkomende technologie is het meest veelbelovend?
A: Geavanceerde machineplatforms die additieve en subtractieve processen integreren, meer dan 30 bewegingsassen besturen en autonome mogelijkheden hebben, zullen de productie transformeren.
V: Hoe kan gegevensanalyse helpen?
A: Door machinegegevens te verzamelen en voorspellende analyses toe te passen met behulp van kunstmatige intelligentie kan stilstand worden voorkomen voordat deze optreedt, waardoor de algehele effectiviteit van apparatuur wordt verbeterd.
V: Welk nauwkeurigheidsniveau is haalbaar?
Antwoord: Met de juiste bewerkingsstrategieën en nabewerkingen kunnen CNC-bewerkingsoplossingen oppervlaktekwaliteiten onder 1 micrometer Ra bereiken voor zeer veeleisende toleranties.





