 Naar inhoud gaan
Naar inhoud gaan 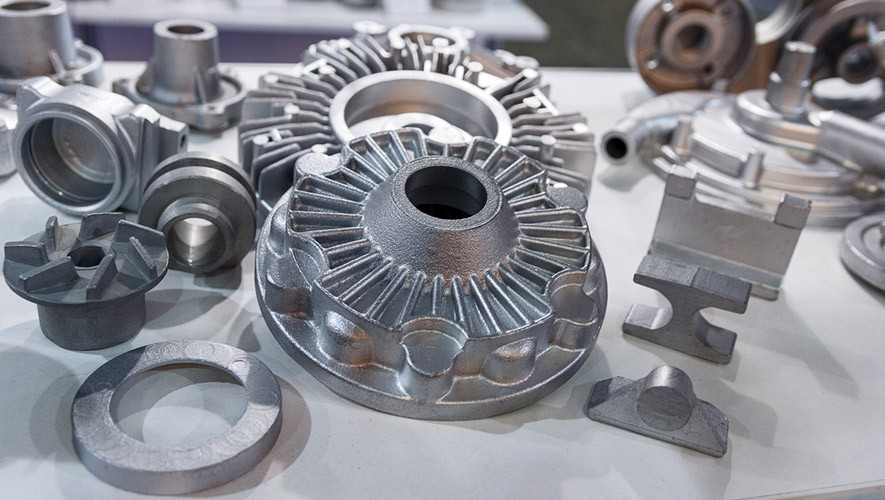
Leer het spuitgietproces, van matrijsontwerp tot metaalinjectie, koeling en uitwerpen. Ontdek hoe deze uiterst precieze methode massaproductie van complexe metalen onderdelen voor diverse industrieën mogelijk maakt.
Inzicht in het spuitgietproces: Een stap-voor-stap proces

Spuitgieten is een metaalvormproces dat op een groot aantal onderdelen werkt en metalen producten produceert. Maar in dit artikel zult u de procedure van het spuitgietproces begrijpen en hoe het een nauwkeurige massaproductie mogelijk maakt. Allereerst, wat is de rol van matrijsontwerp bij spuitgieten? Zorgvuldig ontworpen matrijzen zijn cruciaal omdat ze de maatnauwkeurigheid en oppervlaktekwaliteit van de afgewerkte onderdelen bepalen.
Latere stadia zoals materiaalinjectie, stolling en uitwerpen worden ook nauwkeurig geregeld. Aan het einde van dit artikel hebt u een overzicht van hoe spuitgieten gesmolten metalen omzet in netvormige onderdelen met behulp van geïntegreerde machines en procesoptimalisatietechnieken.
Wat is spuitgieten?
Spuitgieten is een methode voor het vormen van metaal waarbij een mal wordt gebruikt hoge druk spuitgieten waarbij gesmolten metalen onder hoge druk in matrijzen worden gespoten. Dit wordt gedaan om de productie van verschillende onderdelen met gedetailleerde en complexe kenmerken en afmetingen binnen de industriële productielijnen te verhogen. Het gesmolten metaal, dat bijvoorbeeld een zink-, aluminium- of magnesiumlegering kan zijn, wordt met snelheden van meer dan 100 m/s in de vormen gestuwd.
Tegelijkertijd dwingt een druk van wel 100 megapascal het metaal om in alle fijne uitsparingen en vormen te stromen die in het matrijsontwerp zijn voorzien. Dit injectieproces met hoge snelheid resulteert in duurzame metalen onderdelen die sterk lijken op de gewenste uiteindelijke vorm en dimensionaliteit met een ongeëvenaarde nauwkeurigheid en oppervlaktekwaliteit. Het spuitgietproces is dus in staat om dagelijks duizenden complexe, aangepaste metalen onderdelen voor diverse industriële toepassingen in massa te produceren.
Vormontwerp
Vormfabricage is de eerste fase van het spuitgietproces en speelt een cruciale rol bij het bepalen van de afmetingen en de oppervlakteafwerking van het eindproduct. Het is mogelijk om gedetailleerde vormen en zelfs de lay-out van de meest ingewikkelde driedimensionale structuren en geometrieën te tekenen met behulp van computer aided design engineering. Software voor eindige-elementenanalyse (FEA) modelleert vervolgens hoe verschillende ontwerpvariaties de spanningen in het matrijsmateriaal zullen veranderen wanneer het aan hoge druk en temperatuur wordt blootgesteld.
Gebruik deze analyse, CNC freesmachines blokken gehard gereedschapsstaal omvormen tot de exacte matrijsholte en matrijssamenstellingen die door de CAD-modellen worden gespecificeerd. Waterkoelingleidingen en ontluchtingspoorten worden ook in de matrijzen gefreesd om de thermische controle te verbeteren. Dit is belangrijk voor het handhaven van een gelijkmatig temperatuurverloop wanneer het gesmolten metaal snel afkoelt en stolt binnen de grove korrelstructuur van de matrijsmaterialen. Goed ontworpen matrijzen helpen om de maattoleranties en oppervlakteafwerkingen te bereiken die vereist zijn voor toepassingen in verschillende industrieën.
Gietmaterialen
Gangbare legeringen voor het spuitgietproces zijn zink, aluminium en op magnesium gebaseerde materialen. Zinklegeringen worden vaak gebruikt als hoge precisie en ingewikkelde complexiteit prioriteitsfactoren zijn vanwege het vermogen van zink om fijne details natuurgetrouw na te bootsen in de matrijs. Aluminiumlegeringen hebben de voorkeur als gewichtsbesparing belangrijk is, omdat aluminium lichter is.
Het spuitgietproces voor magnesiumlegeringen combineert de stijfheid van magnesium met een goede bewerkbaarheid. Ovens regelen nauwkeurig de temperaturen van het gesmolten metaal om ervoor te zorgen dat deze net boven het liquidatiepunt voor elke specifieke legering blijven. De vloeibare theologie-eigenschappen van deze gesmolten metalen beïnvloeden ook belangrijke factoren zoals hoe goed de matrijsholte zal vullen en de manier waarop de stolling in de matrijs verloopt.
Hete kamer spuitgieten

Bij het spuitgieten van zink- en magnesiumlegeringen met een laag smeltpunt wordt een machine met hete kamer gebruikt, waarbij het gesmolten metaal in direct contact staat met ondergedompelde hydraulische plunjers. Hierdoor hoeft het smeltbad minder lang voorverwarmd te worden dan bij machines met een koude kamer. Horizontale cold shot machines worden ook vaak gebruikt om snellere productiecycli mogelijk te maken. Geautomatiseerde processen stroomlijnen de materiaalverwerking verder en helpen om een consistent toezicht op de kwaliteitscontrole te houden.
Koudkamer spuitgietwerk

Met koude kamer rol van spuitgietenmoeten legeringen met een hoger smeltpunt, zoals aluminium, in gesmolten vorm naar het vormcompartiment worden overgebracht vanuit externe houdovens. Deze benadering maakt spuitgietprocessen van nog complexere geometrieën mogelijk omdat de langzamere stollingstijden van het gesmolten metaal beter gecontroleerd kunnen worden, bijvoorbeeld door precieze shotprogrammering en gatingontwerpen. Automatisering helpt verder bij dit precisieproces.
Metaal Injectie
Nauwkeurig geprogrammeerde regelsystemen worden gebruikt om de gesmolten metaalgrondstof veilig over te brengen van de houderoven naar geïsoleerde overbrengingskokers op de spuitgietmachine. Binnen milliseconden dwingt een snelle plunjer dan de gesmolten legering van minder dan 2000°F, meestal zink, aluminium of magnesium, in de matrijsholten bij drukken die 100 MPa kunnen overschrijden.
Deze injectie gebeurt zo snel dat het gesmolten metaal een isotherme toestand behoudt terwijl het snel alle gebieden van de ingewikkelde holtes vult die in het matrijsontwerp zijn opgegeven. De gelijkmatige vulling minimaliseert het risico dat ongewenste gassen of mechanische onzuiverheden in het onderdeel worden ingesloten. Het bevordert ook consistente eigenschappen in het afgewerkte spuitgietproces terwijl de gesmolten legering verandert in een vast onderdeel binnen de matrijs.
Koelen en stollen
Efficiënte koeling is van cruciaal belang in wereldwijde spuitgietmarkt om een gecontroleerde stolling van het gesmolten metaal in de matrijs te garanderen. Vloeistoffen met temperatuurregeling circuleren door kanaalnetwerken die rechtstreeks in de matrijsblokken zijn aangebracht, waardoor warmte sneller wordt afgevoerd. Programmeerbare variabelen zoals stroomsnelheden en koelvloeistoftemperaturen kunnen geoptimaliseerd worden voor elke unieke matrijsgeometrie om consistente stollingsgradiënten te produceren.
Gangbare methoden zijn variabele koeling, waarbij de matrijswandtemperatuur eerst verlaagd wordt om het stollen van de periferie naar binnen te starten. Dit vertraagt het stollen in het matrijscentrum en voorkomt restspanningen en vervorming. Er worden nauwkeurige protocollen ontwikkeld door middel van simulatie en testen om krimpporiën en andere defecten in het gietproces die specifiek zijn voor het ontwerp van het onderdeel, te minimaliseren.
Uitwerpen en trimmen
Wanneer een gietstuk volledig gestold is, moet het uit de mal gehaald worden en voorbereid worden voor nabewerking. Dit wordt gedaan door uitwerpen en trimmen. Uitwerppennen duwen het gietstuk uit de matrijsholte als ze worden bediend. De pennen worden gepositioneerd en getimed om het spuitgietproces soepel uit te werpen wanneer het metaal bij het afkoelen samentrekt. Eventuele overtollige uitlopers die achterblijven op de plaats waar de smelt door de doorvoeren en poorten de matrijs is binnengegaan, worden vervolgens nauwkeurig weggesneden. Het trimmen produceert een schoon onderdeel dat klaar is voor machinale bewerking, inspectie of assemblage. Nauwkeurig uitwerpen en trimmen zijn cruciaal voor het behoud van de maatnauwkeurigheid en oppervlaktekwaliteit.
Productieoverwegingen
Een hoge productiviteit wordt bereikt door automatisering en herhaalbaarheid bij moderne metaalgietbewerkingen. Geïntegreerde hydraulische, elektrische en computergestuurde besturingssystemen zorgen ervoor dat matrijzen in slechts enkele seconden volledig draaien. Dit omvat het vullen van de matrijsholte met gesmolten metaal, precies getimede stolling en vervolgens het strippen en hanteren van het afgewerkte gietstuk.
Met mallen met meerdere caviteiten kunnen gieterijen elk uur honderden identieke onderdelen uit één mal produceren. Kwaliteitsbeheer is ook van cruciaal belang om de consistentie van uitgebreide productieruns te bewaken. Inspectie controleert op defecten zoals gasporositeitstollingskrimpfouten of complete misruns die procescorrigerende actie vereisen. Voortdurende procesbewaking en -verbetering helpen gieterijen om aan strenge toleranties te voldoen en een vlekkeloos spuitgietproces bij hoge volumes te leveren.
Conclusie

Het spuitgieten heeft de efficiëntie van massaproductie verhoogd door een snelle, nauwkeurige geautomatiseerde productie van onderdelen van aluminium en zinklegeringen met een netvorm. Voortdurende technologische verfijningen duwen de mogelijkheden van het spuitgietproces nog verder. Vooruitgang in de samenstelling van legeringen verbreedt de selectie van gietbare metalen met meer corrosiebestendige en sterkere opties op maat van specifieke technische toepassingen.
Een verbeterd matrijsontwerp, temperatuurregeling en gietsnelheid verbeteren de maatvastheid en herhaalbaarheid. Grotere en meer gesofisticeerde matrijzen maken het mogelijk om onderdelen te maken met steeds complexere interne kenmerken en geometrieën. Al deze factoren dragen bij aan het groeiende gebruik van spuitgieten in diverse industrieën zoals transport, elektronica, consumptiegoederen en hernieuwbare energie. Naarmate de technologie voortschrijdt, belooft het spuitgietproces een hogere kwaliteit van netvormige onderdelen bij steeds hogere productievolumes.
FAQs
Wat is het doel van matrijsontwerp bij spuitgieten?
Zorgvuldig ontworpen matrijzen zijn van cruciaal belang voor spuitgieten, omdat ze de maatnauwkeurigheid en oppervlakteafwerking van onderdelen bepalen. Matrijzen worden ontworpen met CAD en FEA om hun prestaties onder hoge druk en temperaturen te optimaliseren.
Wat is de metaalinjectiefase?
Bij injectie wordt gesmolten metaal binnen milliseconden snel in de matrijsholten gebracht bij drukken van meer dan 100 MPa om de holtevormen gelijkmatig te vullen voordat ze stollen. Dit minimaliseert defecten in het afgewerkte onderdeel.
Hoe werkt het stolproces?
Efficiënte koeling is de sleutel, met temperatuurgeregelde vloeistoffen die warmte afvoeren via netwerken die in de matrijsblokken zijn aangebracht. Variabelen kunnen per matrijs worden geoptimaliseerd om het stollen voor elke unieke geometrie te regelen.
Wat gebeurt er na het stollen?
Afgewerkte gietstukken worden uit de matrijs geworpen en overtollige uitlopers worden weggesneden, zodat er een schoon onderdeel ontstaat dat klaar is voor verdere verwerking, zoals machinale bewerking of assemblage.
Hoe maakt spuitgieten een hoge productie mogelijk?
Dankzij automatisering en mallen met meerdere caviteiten kunnen bij spuitgieten honderden identieke onderdelen per uur uit één enkele mal worden geproduceerd. Kwaliteitsbeheer bewaakt ook de consistentie over lange productieruns.





